14 zasad Toyoty
Marek Ciesielski
Katedra Logistyki i Transportu
1
2
Odrzucony sposób myślenia:
Każdy dążąc do realizacji swego celu
krótkookresowego przyczynia się do ogólnego
dobrobytu.
Przyjmuje się rozumienie celu wykraczające
poza roczne zyski i miesięczne wypłaty.
3
Kraj
Partnerzy
Toyota
Koszty
Klienci
Jakość
4
Zasada 1.
Opierać decyzje w zarządzaniu na dalekosiężnej koncepcji –
nawet kosztem krótkoterminowych wyników finansowych
Wykraczać poza myśl o zarabianiu pieniędzy.
Wytwarzać wartości dla klienta, społeczeństwa i gospodarki.
Mieć poczucie odpowiedzialności.
Działać z wiarą we własne siły.
5
Odpowiedni proces prowadzi do odpowiednich
wyników
ZASADA PRZEPŁYWY JEDNEJ SZTUKI
(versus ,,partie oczekujące w kolejce”)
6
8 podstawowych rodzajów strat
1.
2.
3.
4.
5.
6.
7.
8.
Nadprodukcja
Czekanie (na dyspozycje)
Zbędne przemieszczanie
Niewłaściwe przetwarzanie
Nadmierne zapasy
Zbędne ruchy
Braki
Nie wykorzystana kreatywność
7
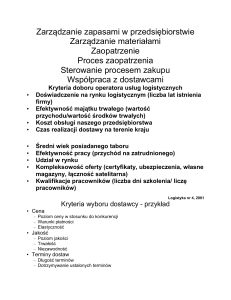
Partia 10 sztuk
operacja
w 1 minutę
Wykonanie pierwszej partii 30 minut
Ciągły przepływ
Pierwszy produkt gotowy po 3 minutach
8
Zasada 2.
Stworzyć ciągły i płynny proces ujawniania problemów
Przeprojektować procesy robocze, aby zapewnić ich ciągły przepływ
generujący dużą wartość dodaną. Starać się wyeliminować – najlepiej
całkowicie – okresy bezczynności etapów procesu roboczego czy ich
oczekiwania na kogoś, kto je zrealizuje.
Stworzyć szybki przepływ materiału i informacji oraz powiązać ludzi i
proces w taki sposób, by problemy ujawniały się z chwilą ich powstania.
Uczynić przepływ widocznym elementem całej kultury organizacji. Jest to
klucz do prawdziwego procesu ciągłej poprawy oraz rozwoju ludzi.
9
Zasada 3.
Wykorzystać systemy „ciągnięcia”, aby uniknąć nadprodukcji
Zaopatrywać „klientów” na dalszych etapach procesu produkcyjnego w to,
czego
chcą
–
w
wymaganym
przez
nich
czasie
i ilości. Uzupełnianie materiału inicjowane przez jego konsumpcję jest
podstawową zasadą produkcji „dokładnie na czas”.
Minimalizować stan produkcji w toku i zapasów przez gromadzenie
niewielkich ilości poszczególnych produktów i częste ich uzupełnianie
odpowiednio do ich wyczerpywania przez klientów.
Nie
polegać
na
komputerowych
harmonogramach
produkcji
i systemach śledzenia zapasów, lecz elastycznie reagować na codzienne
zmiany popytu.
10
przeciwieństwo
doprowadzi
do
Muda
Strata
Mura
Nierównomierność
Muri
Przeciążenie
11
Koncentracja na Munda najczęstszą przyczyną
załamania wprowadzania Lean Management.
Eliminacja Mura przez
harmonogramu produkcji.
wyrównywanie
12
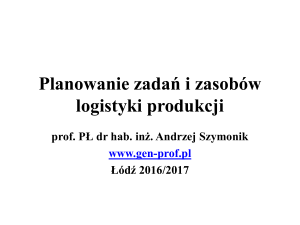
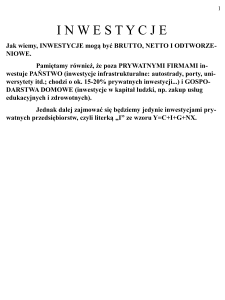
Nie wytwarzać zgodnie z napływem zamówień,
lecz w przyjętym okresie równomiernie rozłożyć
produkcję (każdego dnia wytwarzać te same
ilości i asortymenty)
13
P A A A A A A A A A A
W A A A A A A A A A A
Ś A A A A A A A A A A
niezgodność z popytem
ryzyko nadmiernych zapasów
niskie wykorzystanie zasobów
Cz B B B B B B B B B B
Pt B B
C
C
C
C
P
W
A
A
A
A
B
B
A
A
A
A
C
C
B
B
Ś
Cz
Pt
A
A
A
A
A
A
B
B
B
A
A
A
A
A
A
C
C
C
B
B
B
wyrównanie
zgodności z popytem
Warunek: minimalizacja strat przedstawiania produkcji
14
Nowa dyscyplina sportu: przestawianie maszyn w biegu
Zasada 4.
Wyrównywać obciążenie pracą (heijunka)
Eliminacja strat to zaledwie jedna trzecia równania udanej szczupłej
produkcji.
Równie
ważne
są:
eliminowanie
przeciążenia
ludzi
i wyposażenia oraz eliminowanie nierówności harmonogramu produkcji –
czego na ogół nie rozumie się w firmach starających się wprowadzić zasady
szczupłego wytwarzania.
Wyrównywać
obciążenie
wszystkich
procesów
produkcyjnych
i usługowych zamiast pracować w typowym dla większości firm systemie
rozpoczynania i kończenia produkcji w seriach.
15
Standaryzacja
Ulepszenie
16
Zasada 5.
Stworzyć kulturę przerywania procesów w celu rozwiązywania
problemów, by od razu uzyskiwać właściwą jakość
Uczynić z jakości dla klienta podstawę oferty wartości.
Wykorzystać wszystkie dostępne nowoczesne metody zapewniania jakości.
Wbudować w wyposażenie system wykrywania problemów i samoczynnego
przerywania pracy. Opracować system sygnalizacji alarmującej zespoły czy
liderów projektu, że maszyna lub proces wymagają pomocy (Jidoka).
Stworzyć w organizacji systemy wsparcia umożliwiające szybkie rozwiązywania
problemów oraz stosowanie środków zaradczych.
Wpoić w kulturę firmy koncepcję zatrzymywania pracy czy spowalniania jej po
to, by uzyskiwać od razu pożądaną jakość i zwiększyć długoterminową
produktywność.
17
Zasada 6.
Standardowe zadania są podstawą ciągłej poprawy
i upełnomocniania pracowników
Stosować wszędzie stabilne, powtarzalne metody, aby utrzymywać
przewidywalność procesów,
terminowość i regularny napływ wyrobów
gotowych.
Wychwycić skumulowaną dotychczas wiedzę o procesie, standaryzując
aktualne najlepsze praktyki. Umożliwić kreatywności i indywidualności
poprawę na gruncie tego standardu, a następnie włączyć udoskonalenia do
owego
standardu,
aby
w
przypadku
przeniesienia
pracownika
obsługującego daną operację można było przekazać wiedzę jego następcy.
Posprzatac i unaocznić.
18
1. Seiri
Sortowanie − przeglądać i pozbywać się rzeczy
niepotrzebnych
2. Seiton
Systematyczność − wszystko ma swoje miejsce i
wszystko jest na swoim miejscu
3. Seiso
Sprzątanie − praktyczna forma inspekcji
4. Seiksetsu
Ustalanie reguł (służy 1, 2 i 3)
5. Shitsuka
Samodyscyplina − ład na stanowisku pracy
19
Zasada 7.
Stosować kontrolę wizualną, aby żaden problem
nie pozostał w ukryciu
Stosować proste wizualne sygnały ułatwiające pracownikom ciągłą
kontrolę, czy proces przebiega standardowo, czy odbiega od standardu.
Unikać stosowania ekranów komputerowych, jeśli odwracają uwagę
robotnika od miejsca pracy.
Zaprojektować proste systemy kontroli wizualnej w miejscu pracy, aby
wspierać przepływ i „ciągnięcie”.
Gdy to tylko możliwe, ograniczać sprawozdania do jednej kartki papieru –
nawet jeśli dotyczą najważniejszych decyzji finansowych.
20
Zasada 8.
Stosować wyłącznie niezawodną, gruntownie sprawdzoną
technologię służącą pracownikom i procesom
Wykorzystywać technologię w celu wsparcia ludzi, a nie ich zastąpienia. Często
najlepiej zacząć od opracowania procesu ręcznego, aby następnie uzupełniać go
o wspierającą go technologię.
Nowa technologia często jest zawodna i trudna do standaryzacji, toteż zagraża
przepływowi. Sprawdzony i skuteczny proces ma zazwyczaj pierwszeństwo przed
technologią nową i nie przetestowaną.
Przed zastosowaniem nowej technologii w procesach gospodarczych, systemach
wytwarzania czy produktach gruntownie ją przetestować.
Odrzucać lub modyfikować technologie nie dostosowane do kultury organizacji
lub mogące zakłócić stabilność, niezawodność i przewidywalność systemu.
Zarazem jednak zachęcać ludzi do uwzględniania nowych technologii przy
poszukiwaniu nowych metod pracy. Jeśli starannie przeanalizowana technologia
sprawdzi się w próbach i może poprawić przepływ procesów, szybko ją wdrożyć.
21
Zasada 9.
Wychowywać liderów, którzy gruntownie rozumieją pracę,
żyją ogólną koncepcją firmy i nauczają innych
Wychowywać własnych liderów zamiast ściągać ich spoza organizacji.
Nie utożsamiać roli lidera z wykonywaniem zadań i umiejętnym
posługiwaniem się kwalifikacjami z zakresu zarządzania ludźmi. Liderzy
muszą być wzorcami osobowymi, ucieleśniając ogólną koncepcję firmy
i jej sposób prowadzenia działalności.
Dobry lider musi rozumieć codzienną pracę we wszystkich jej szczegółach,
aby mógł być dla pracowników najlepszym nauczycielem ogólnej
koncepcji firmy.
22
Zasada 10.
Wykształcić wyjątkowych ludzi i zespoły realizujące
ogólną koncepcję firmy
Stworzyć mocną, stabilną kulturę szeroko upowszechniającą wartości
i przekonania firmy oraz opierającą się na nich przez wiele lat.
Szkolić wyjątkowych ludzi i zespoły do pracy mieszczącej się
w ramach ogólnej koncepcji firmy i przynoszącej wyjątkowe rezultaty.
Z całych sił pracować nad ciągłym wzmacnianiem kultury organizacji.
Wykorzystywać zespoły międzyfunkcyjne w celu poprawy jakości
i produktywności oraz wzmacniania przepływu poprzez rozwiązywanie
trudnych problemów technicznych. Prawdziwe upełnomocnienie
pracowników ma miejsce wtedy, gdy ludzie posługują się narzędziami
firmy w celu jej poprawy.
Stale pracować nad uczeniem ludzi, jak pracować zespołowo w imię
wspólnych celów. Pracy zespołowej trzeba się nauczyć.
23
Znaleźć solidnych partnerów i rozwijać się
wraz z nimi dla wzajemnych długoterminowych
korzyści
ale
partnerstwo z dostawcami przy równoczesnym
utrzymaniu kompetencji wewnętrznych (zasada
niezależności).
24
Działanie w ramach keiretsu
Powolna budowa szczupłych przedsiębiorstw
w skali światowej − a następnie budowa
globalnej sieci dostawców najwyższej klasy.
25
jishuken
Współpracę rozpoczynają małe zamówienia,
które następnie systematycznie rosną.
26
Zasada 11.
Szanować szeroką sieć partnerów i dostawców
rzucając im wyzwania i pomagając im w doskonaleniu się
Szanować partnerów i dostawców, traktując ich jako rozszerzenie
własnej firmy.
Wzywać
zewnętrznych
partnerów
gospodarczych
do
wzrostu
i rozwoju. Pokazuje się im w ten sposób, że się ich ceni.
Wyznaczać partnerom ambitne cele i pomagać im w ich osiąganiu.
27
Zasada 12.
Angażować się osobiście, aby gruntownie zrozumieć sytuację
(genchi genbutsu)
Rozwiązywać problemy i poprawiać procesy u źródeł; osobiście
obserwować i weryfikować dane, zamiast ”teoretyzować” na podstawie
tego, co mówią inni lub co pokazuje ekran komputera.
Myśleć i mówić w kategoriach osobiście zweryfikowanych danych.
Nawet menedżerowie z najwyższych poziomów zarządzania
i członkowie ścisłego gremium kierowniczego powinni sami
obserwować procesy w miejscu ich przebiegu, aby zrozumieć sytuację
lepiej niż tylko powierzchownie.
28
Zasada 13.
Podejmować decyzje powoli, w drodze koncensusu
i starannie rozważając wszystkie możliwości, potem szybko
wdrażać decyzje (nemawashi)
Nie wybierać jednego kierunku ani nie podążać jedną ścieżką, jeśli nie
ma się starannie przemyślanych innych wersji. Po dokonaniu wyboru
posuwać się szybko, lecz ostrożnie.
Nemawashi to proces omawiania problemów i ewentualnych rozwiązań
ze wszystkimi zainteresowanymi w celu zebrania ich pomysłów
i uzyskania zgody co do dalszej drogi. Proces budowy konsensusu, choć
czasochłonny, pomaga poszerzyć obszar, w którym poszukuje się
rozwiązań, oraz wyznacza platformę szybkiego wdrażania decyzji, gdy
zostanie już podjęta.
29
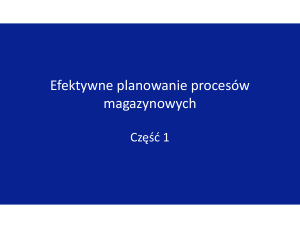
Organizacja ucząca się
5
Dlaczego?
30
Poziom problemu
Na podłodze jest olej.
1. Ponieważ wycieka z
maszyny.
2. Ponieważ pękła uszczelka.
3. Ponieważ kupiliśmy kiepskie.
4. Bo były tanie.
5. Bo zaopatrzeniowiec jest
motywowany do
krótkookresowych
oszczędności.
Środek zaradczy
Wytrzeć.
Naprawić.
Wymienić.
Zmienić specyfikację.
Zmienić zasady zaopatrzenia.
Zmienić system oceny.
31
Zasada 14.
Zostać organizacją uczącą się dzięki niestrudzonej
refleksji (hansei) i ciągłej poprawie (kaizen)
Po zbudowaniu stabilnego procesu posługiwać się narzędziami ciągłej poprawy w
celu wykrywania źródeł braku wydajności i stosowania skutecznych środków
zaradczych
Projektować procesy prawie nie wymagające zapasów. Wszyscy będą wówczas
dostrzegali straty czasu i zasobów. Po wyeksponowaniu straty zaangażować
pracowników w proces ciągłej poprawy (kaizen) zmierzający do jej wyeliminowania
Chronić zasób wiedzy organizacji, dbając o stabilność zatrudnienia, powolną
promocję oraz bardzo starannie przemyślane systemy sukcesji na stanowiskach
kierowniczych
Posługiwać się refleksją (hansei), aby przy okazji osiągnięcia kolejnych kamieni
milowych czy ukończenia projektu otwarcie określić wszystkie jego wady.
Opracowywać środki zaradcze, aby uniknąć powtarzania tych samych błędów
Uczyć się poprzez standaryzację najlepszych praktyk, zamiast na nowo wynajdywać
koło przy okazji realizacji każdego nowego projektu czy zatrudnienia nowego
32
menedżera