MODELOWANIE INŻYNIERSKIE nr 47, ISSN 1896-771X
WYZNACZANIE ODKSZTAŁCEŃ
TOWARZYSZĄCYCH HARTOWANIU
POWIERZCHNIOWYM WIELOŚCIEGOWYM
ŹRÓDŁEM CIEPŁA
Adam Kulawik1a, Joanna Wróbel1b
1
a
Instytut Informatyki Teoretycznej i Stosowanej, Politechnika Częstochowska
[email protected], b [email protected]
Streszczenie
W pracy przedstawiono model numeryczny procesu hartowania ruchomym źródłem ciepła elementów stalowych ze średniowęglowej stali konstrukcyjnej. Dokonano analizy zjawisk cieplnych, przemian fazowych w stanie
stałym oraz zjawisk mechanicznych towarzyszących obróbce cieplnej elementu stalowego w kształcie rury. Przyjęto, że ruch źródła ciepła odbywał się po ścieżkach kołowych równoległych. Pola temperatury i naprężeń wyznaczono na podstawie opracowanego oprogramowania wykorzystującego metodę elementów skończonych dla zadań
3D. Do wyznaczania udziałów fazowych w stanie stałym wykorzystano model makroskopowy oparty na analizie
wykresów CTP.
Słowa kluczowe: hartowanie powierzchniowe, modelowanie numeryczne, przemiany fazowe w stanie stałym,
naprężenia
THE DETERMINATION OF THE STRAINS
FOR THE MULTIPATH HEAT SOURCE
OF THE HARDENING PROCESS
Summary
In the paper a numerical model for the hardening process of surface heat source of steel elements with medium
carbon constructional steel have been presented. In this model the relationship occurring between thermal phenomena, phase transformation in the solid state and mechanical phenomena have been taken into account. To solution of the tasks the finite element method is used (three-dimensional tasks). The simulations were performed for
the heat source move on the parallel circular path. The presented results of the simulations are the thermal,
structural, plastic strains and effective stresses in the hardening steel parts.
Keywords: surface hardening, numerical modeling, phase transformations in the solid state, stresses
1.
WSTĘP
Jednym z podstawowych procesów mających na celu
ulepszenie właściwości mechanicznych elementów stalowych jest hartowanie. Stosowana do tej pory metoda
hartowania całych elementów stalowych jest coraz
częściej zastępowana poprzez obróbkę termiczną ruchomymi źródłami ciepła. Wykorzystanie takiego procesu
pozwala na dokładniejsze sterowanie uzyskiwanymi
parametrami materiału oraz zmniejsza energochłonność
samego zabiegu polepszania jakości.
Do modelowania procesu hartowania należy stosować
kompleksowy model numeryczny uwzględniający zjawiska termiczne, przemiany fazowe w stanie stałym oraz
zjawiska mechaniczne (rys. 2 - 4). W modelu wzięto pod
uwagę sprzężenia pomiędzy poszczególnymi elementami
(rys. 1) takie jak: utajone ciepła przemian, odkształcenia
123
WYZNACZANIE ODKSZTAŁCEŃ TOWARZYSZĄCYCH HARTOWANIU…
strukturalne, termiczne i transformacyjne. Uzależniono
wartości własności materiału hartowanego (współczynnik przejmowania ciepła, ciepło właściwe, moduł Younga i granice plastyczności poszczególnych składników
struktury) od temperatury oraz składu fazowego.
Do nagrzewania przyjęto model źródła ciepła złożony
z sumy źródeł powierzchniowego i objętościowego.
Podejście takie umożliwia uzyskiwanie strefy wpływu
ciepła o wymaganym kształcie. Kształt ten jest zależny
od wybranej techniki nagrzewania (nagrzewanie laserowe) i uwzględnia także możliwość wystąpienia przetopienia. Rozkład mocy obydwu źródeł założono gaussowski.
Powierzchniowe źródło ciepła (warunek Neumanna)
przyjęto o rozkładzie [8]
q (s, z) =
exp −
(
)
(
)
(3)
)
(
)
(4)
Natomiast objętościowe źródło ciepła
q (s, z) =
Rys. 1. Podstawowe elementy modelu oraz zależności
pomiędzy nimi
2.
exp −
(
gdzie:
i
[W] - założone moce źródeł, ℎ - głębokość
( ), ( ) ,
działania źródła objętościowego,
=
= ( ), - kąt usytuowania źródła,
– promień
zewnętrzny.
POLA TEMPERATURY
Do modelowania zjawisk cieplnych wykorzystano
równanie przewodzenia ciepła w postaci
∇ ∙ (λ∇T) − ρC = −q
(1)
gdzie: T [K] jest temperaturą, t [s] czasem,
λ = λ(T) [W/(mK)] jest współczynnikiem przewodzenia
ciepła, ρ [kg/m3] gęstością materiału, C [J/(kgK)] jest
ciepłem właściwym, q [W/m3] jest objętościowym
źródłem ciepła.
3.
PRZEMIANY FAZOWE
Do określenia kinetyki przemian fazowych w stanie
stałym w procesach nagrzewania i chłodzenia wykorzystano makroskopowy model bazujący na analizie wykresów CTP. Analiza ta dotyczy wyznaczenia czasu
i temperatury rozpoczęcia oraz zakończenia przemiany.
Na podstawie tych wykresów (CTP) określa się także
maksymalny możliwy udział ułamka fazy.
Rys. 2. Elementy modelu zjawisk cieplnych
Źródła ciepła generowane przemianami fazowymi
uwzględniono w członie źródłowym równania przewodnictwa.
Równanie różniczkowe (1) uzupełniono odpowiednimi warunkami brzegowymi oraz warunkiem początkowym. Do rozwiązania tego równania wykorzystano
metodę elementów skończonych z niejawnym schematem
całkowania po czasie (wsteczny Eulera) [10]. Układ
równań MES rozważanego zagadnienia jest postaci
K +B
+M T
−B q
∗(
)
(
)
+Q q
=M T
(
( )
+B
)
T
(
)
+
(2)
gdzie: " + 1" oznacza kolejny krok czasu,
jest macierzą przewodności,
macierzą pojemności cieplnej,
jest macierzą warunków brzegowych (
=
– współczynnik przejmowania ciepła),
,
macierzą
Rys. 3. Elementy modelu przemian fazowych
Ułamek fazowy przemiany austenitycznej w procesie
nagrzewania (dla szybkości nagrzewania 200 K/s)
wyznaczono, stosując zmodyfikowane równanie Koistinena-Marburgera [6]
η (T, t) = 1 − exp −
,
T −T
(5)
Natomiast dla szybkości nagrzewania < 200 K/s wykorzystano równanie Johnsona-Mehla-Avrami w postaci [1]
η (T, t) = 1 − exp −b(T)t ( )
(6)
Objętościowy udział faz dyfuzyjnych w procesie
chłodzenia wyznaczono, wykorzystując zmodyfikowane
równanie Johnsona-Mehla-Avrami
źródeł wewnętrznych.
124
Adam Kulawik, Joanna Wróbel
η( ) ( , ) =
min η( %) ,
−∑
η ∙ 1 − exp −
,
( )
( )
(7)
gdzie: η( %) jest końcowym udziałem i-tej fazy oszacowanym na podstawie wykresu CTPc, ( ) jest funkcją
zależną od czasów rozpoczęcia i zakończenia przemiany
(t
i t ),
i
są temperaturami rozpoczęcia
i zakończenia przemiany austenitycznej.
Udział fazy martenzytycznej wyznaczono na podstawie empirycznego równania Koistinena-Marburgera [5, 6]
η ( , )= −∑
−T +
η ∙ 1 − exp −0,0153 M +
(
)
(8)
+B σ
gdzie: σ
- naprężenie efektywne, M – temperatura
rozpoczęcia przemiany matrenzytycznej, A
i B współczynniki zależne od materiału.
Ułamek sorbitu wynikający z odpuszczania wyznaczono z zależności
η
( , )=η
1 − exp −
,
( )
( )
(9)
Krzywe rozpoczęcia i zakończenia przemiany odpuszczania wyznaczono równaniami zależnymi od prędkości
nagrzewania [9], tzn.
,
T (V ) = 306,1645 ∙ 1,0007 (V )
T (V ) =
,
,
(
)
,
(10)
gdzie V jest prędkością nagrzewania martenzytu.
Odkształcenia termiczne (∆ε ) i strukturalne ∆ε
wyznaczono z zależności
∆ε
= ∆ε + ∆ε
∆ε = ∑ α (T)η ∆T
(11)
∑
(T)
∆ε = sign(−∆T) γ
∆η
gdzie: α (T) - współczynnik rozszerzalności termicznej
i-tej fazy, γ - współczynnik rozszerzalności strukturalnej.
4.
NAPRĘŻENIA
W modelu zjawisk mechanicznych wykorzystano
równania równowagi z pominięciem sił masowych
∇ ∘ ∆ = 0, =
(12)
gdzie: jest tensorem naprężenia
Równania (12) uzupełniają związki konstytutywne w
postaci
∇ = ∘∆ +∆ ∘
(13)
= − −
−
−
gdzie: , ,
,
są odpowiednio tensorami odkształceń sprężystych, całkowitych, plastycznych oraz transformacyjnych,
jest macierzą stałych materiałowych
(macierzą sprężystości).
Rys. 4. Elementy modelu zjawisk mechanicznych
Odkształcenia plastyczne
wyznaczono, stosując
stowarzyszone prawo plastycznego płynięcia z założeniem wzmocnienia izotropowego [2].
∆ε = ∆λ
, ∆λ =
(14)
gdzie: σ [Pa] jest naprężeniem uplastyczniającym,
jest dewiatorem tensora naprężenia, ∆λ jest skalarnym
mnożnikiem plastyczności wyznaczonym w procesie
iteracyjnym metody Newtona-Raphsona, E [Pa] jest
modułem Younga.
W modelu uwzględniono odkształcenia transformacyjne ( ), które są wynikiem różnicy objętości faz
źródłowej i wynikowej. Te plastyczne odkształcenia,
obserwowane podczas przemian fazowych, występują
pod obciążeniem mechanicznym niekoniecznie wyższym
od granicy plastyczności. Do wyznaczania tych odkształceń zastosowano model oparty na mechanizmie Greenwooda-Johsona [2, 4]:
∆ε
= ∙
∙
∆
∆η, f(η) = −(ηln(η) − η) (15)
gdzie: δ - transformacyjna zmiana objętości podczas
przemiany, σ - granica plastyczności fazy wyjściowej.
W modelu zjawisk mechanicznych uwzględniono
wpływ temperatury oraz składu fazowego na granicę
plastyczności.
5.
PRZYKŁAD NUMERYCZNY
Symulację numeryczną hartowania przeprowadzono
dla elementu stalowego w kształcie rury wykonanego ze
stali C45. Założono, że rozważany element jest częścią
większego elementu stalowego. Uwzględniono to poprzez
odpowiednie warunki na brzegu Γ . Długość tworzącej
elementu przyjęto równą 0,05 m, promień wewnętrzny
= 0,0225 m, a promień zewnętrzny
= 0,025 m
(rys. 5).
125
WYZNACZANIE ODKSZTAŁCEŃ TOWARZYSZĄCYCH HARTOWANIU…
Rys. 6. Położenie węzłów kontrolnych
Rys. 5. Hartowany obiekt - rysunek poglądowy
Założono następujące warunki modelowania procesu
hartowania:
temperatura początkowa (T0) w całym obszarze
była równa 293 K
wielkości termofizyczne takie jak: współczynnik
przejmowania ciepła, ciepło właściwe, moduł
Younga i granice plastyczności poszczególnych
składników struktury uzależniono od temperatury i składu fazowego [3]
parametry źródeł ciepła:
o położenie – z = 0,02 m
o źródło powierzchniowe – R = 0,0035 m,
Q = 1800 W
o źródło objętościowe – R = 0,0035 m,
h = 0,002 m, Q = 1470 W
o prędkość skanowania V = 0,02 m/s
(0,8 rad/s)
na brzegach F, O, I warunek brzegowy
Newtona (chłodzenie w powietrzu) Tair=293 K,
współczynnik wymiany ciepła z otoczeniem w
funkcji temperatury brzegowej wyznaczono zależnościami [7]:
0,0668 × (T − 273), T < < 773 α =
(16)
0,231 × (T − 273) − 82,1, T ≥ 773K
na brzegu B warunki Dirichleta: dla modelu
zjawisk mechanicznych założono zerową wartość przemieszczenia w kierunkach x, y, z
(Ux=Uy=Uz=0), dla modelu zjawisk cieplnych
przyjęto stałą wartość temperatury T=293 K.
Przyjęte warunki brzegowe wynikają z faktu, że
szybkość chłodzenia obszaru o małej objętości nagrzewanego przez powierzchniowe źródło jest wystarczające
do uzyskania struktury zahartowanej. Tę szybkość
chłodzenia zapewnia odbieranie ciepła przez obszar
nienagrzany.
W ramach prezentacji wyników przedstawiono kinetykę przemian, rozkłady temperatury oraz odkształcenia
strukturalne w punktach kontrolnych znajdujących się
na odcinku o współrzędnych początku (-0,00772; -0,0237;
0) i końca (-0,00772; -0,0237; 0,05) ( = 72˚) (rys. 6).
Ścieżki przejścia źródła ciepła zostały tak dobrane,
aby zapewnić obróbkę termiczną dla całego obwodu.
Podejście to spowodowało, że dla obu ścieżek przejścia
źródła ciepła wystąpiły miejsca, gdzie nastąpiło powtórne nagrzanie tych samych obszarów elementu. Ponieważ
w symulacji poprowadzono tylko dwie ścieżki (jedna
ścieżka - jeden obrót), to do analizy wyników wybrano
dodatkowo dwa punkty kontrolne znajdujące się na
środku każdej ze ścieżek (punkt p6 – pierwsza ścieżka,
p7 – druga ścieżka (rys. 5)).
a)
b)
126
Adam Kulawik, Joanna Wróbel
c)
d)
b)
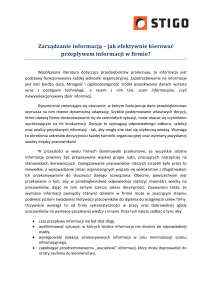
Rys. 8. Wyniki obliczeń w punktach kontrolnych a) p6 i b) p7:
odkształcenia termiczne i strukturalne oraz kinetyka przemian
a)
e)
b)
c)
Rys. 7. Wyniki obliczeń w punktach kontrolnych: a) temperatura, b) odkształcenia termiczne i strukturalne; kinetyka
przemian: c) austenit, d) bainit , e) martenzyt
a)
d)
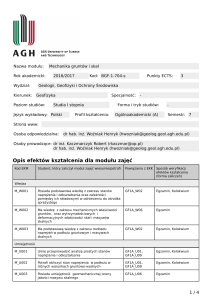
Rys. 9. Rozkład wartości poszukiwanych a) chwilowe naprężenia efektywne [MPa] dla czasu t=7,17 s, b) własne naprężenia
efektywne [MPa], c) efektywne odkształcenia plastyczne,
d) odkształcenia strukturalne
127
WYZNACZANIE ODKSZTAŁCEŃ TOWARZYSZĄCYCH HARTOWANIU…
6.
WNIOSKI
Charakterystyka otrzymanych wyników wskazuje na
dość złożony stan naprężenia jak na tak prosty proces
technologiczny. Zastosowanie źródła ciepła o stałej mocy
powoduje wzrost zasięgu pasma martenzytu w kolejnych
przejściach. Jest to powodem stopniowego nagrzewania
się elementu stalowego i rozrostu strefy wpływu ciepła
w kolejnych przejściach. Biorąc to pod uwagę, należałoby rozważyć możliwość zmiany mocy źródła ciepła
w celu uzyskania równomiernych stref zalegania martenzytu. W prezentowanym modelu zostało uwzględnione
zjawisko odpuszczania. Przemiany odpuszczania mają
miejsce na granicach ścieżek będących pod wpływem
źródła ciepła w kolejnych przejściach. Najbardziej
zróżnicowany stan naprężenia ma miejsce w obszarach
zakończenia ścieżki po obwodzie. Sugeruje to, aby zmienić ścieżki po obwodach zamkniętych (ścieżki równoległe) na ścieżkę po linii śrubowej. Przykład dotyczy
elementów stalowych o postaci rur ze stali niestopowych.
Prezentowany model można zastosować także do modelowania elementów stalowych o dowolnych kształtach
(inna siatka MES, inne warunki brzegowe i początkowe)
i dowolnego gatunku stali, dla którego są znane wykresy
CTP. W przykładzie ciepło generowane podczas przemian fazowych w stanie stałym pominięto ze względu na
lokalny charakter nagrzewania (mała objętość nagrzewana).
Literatura
1.
Avrami M.: Kinetics of phase change. „Journal of Chemical Physics” 1939, 7, p. 1103 -1112.
2.
Bokota A.: Modelowanie hartowania stali narzędziowych: zjawiska cieplne, przemiany fazowe, zjawiska mechaniczne. Częstochowa: Pol. Częstochowska, 2012. Monografie nr 233.
3.
Coret M., Combescure A.: A mesomodel for numerical simulation of the multiphasic behavior of materials under
anisothermal loading (application to two low-carbon steels). “International Journal of Mechanical Sciences”
2002, 44, p. 1947-1963.
4.
Fischer, F.D.,Reinsner, G., Werner, E., Tanaka, K., Cailletaud, G., Antretter, T.: A new view on transformation
induced plasticity (TRIP). “International Journal of Plasticity” 2000, 16, p. 723 - 748.
5.
Geijselaers H.J.M.: Numerical simulation of stresses due to solid state transformations. The simulation of laser
hardening. Thesis University of Twente, The Netherlands, 2003.
6.
Koistinen D. P., Marburger R. E.: A general equation prescribing the extent of the autenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. “Acta Metallica” 1959, 7, p. 59 - 60.
7.
Li C., Wang Y., Zhan H., Han T., Han B., Zhao W.: Three-dimensional finite element analysis of temperatures
and stresses in wide-band laser surface melting processing. “Materials and Design” 2010, 31, p. 3366 - 3373.
8.
Mochnacki B., Nowak A., Pocica A.: Numerical model of superficial layer heat treatment using the TIG method,
Polska metalurgia w latach 1998-2002, t. 2, Komitet Metalurgii PAN, WN “AKAPIT” Kraków 2002, p. 229-235.
9.
Winczek J., Kulawik A.: Dilatometric and hardness analysis of C45 steel tempering with different heating-up
rates. “Metalurgija” 2012, 51 (1), p. 9-12.
10. Zienkiewicz O.C., Taylor R.L.: The finite element method. Oxword: Butterworth-Heinemann, 2000.
128