KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Radiografia cyfrowa w przemysłowym laboratorium
badań nieniszczących
Bogdan Piekarczyk
Technic-Control Sp. z o.o. – Szczecin
www.technic-control.pl
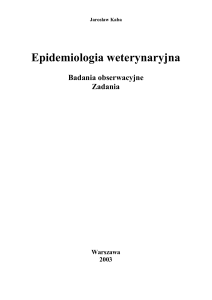
1. Wstęp
Radiografia przemysłowa od ponad 100 lat wykorzystuje jako detektor promieniowania
błonę rentgenowską. Pojawiła się ona w 1914 r. za sprawą amerykańskiego wynalazcy i
przemysłowca George Eastman, założyciela firmy Kodak. Podłożem elastycznej błony był
przeźroczysty azotan celulozy – tzw. celuloid. Początkowo była to błona pokryta
jednostronnie warstwą emulsji światłoczułej, a od 1920 r. była pokryta dwustronnie warstwą
emulsji, co w rezultacie zmniejszyło czas ekspozycji dwukrotnie. Następnie firma Kodak
wprowadziła błony na podłożu octanu celulozy, a w 1960 r. firma DuPont wprowadziła błony
na podłożu poliestrowym, które są stosowane do dnia dzisiejszego. Radiografia analogowa
oparta na błonie rentgenowskiej stanowiącej detektor promieniowania obarczona jest wieloma
ograniczeniami, takimi jak:
jedna kopia obrazu
ograniczony dostęp do radiogramów, ręczna dystrybucja
możliwość utraty dowodu badania
trudność w śledzeniu procesu badania bo dokumentacja badania gromadzona jest w
wielu dokumentach nie powiązanych na stałe z obrazem rentgenowskim
problem z archiwizacją [wymaga dużo miejsca; ręczne przeszukiwanie zbiorów
archiwalnych np. związane z reklamacją]
problemy z utylizacją błon i chemikaliów wynikające ze specyficznych wymagań
dotyczących sposobu i czasu przetwarzania - „brudna chemia” w obróbce ręcznej lub
mechanicznej
mniejsze możliwości komputerowego wspomagania, problemy z procesu akwizycji
danych
Od ponad 10 lat w środowisku badań nieniszczących prowadzi się dyskusję i badania o
skutecznym zastąpieniu klasycznej radiografii - opartej na detekcji obrazy za pośrednictwem
błony rentgenowskiej – radiografią komputerową wykorzystującą płyty obrazowe IP - Image
Plate [radiografia CR - Computed Radography] i matryce detektorów cyfrowych DDR [Direct
Digital Radiography]. Rozwiązania te najpierw pojawiły się w medycynie. Systemy
medyczne były opracowywane na bazie innych wymagań niż wymagania stawiane w
diagnostyce przemysłowej. W medycynie konieczny był kompromis pomiędzy minimalną
dawką, którą absorbuje pacjent w trakcie badania, a wystarczającą jakością obrazy. Słabym
elementem tego kompromisu jest niska rozdzielczość przestrzenna nie do zaakceptowania w
zastosowaniach przemysłowych.
73
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
2. Projekt „FilmFree”
W 2004 roku wystartował projekt finansowany z funduszy Unii Europejskiej pod nazwą
FILMFREE (http://www.filmfree.eu.com). W skład konsorcjum tego programu wchodzi 33
partnerów: instytucji naukowych, małych i średnich przedsiębiorstw oraz dużych firm.
Członkowie konsorcjum to między innymi dostawcy sprzętu do badań nieniszczących
wysokich technologii oraz małe i średnie przedsiębiorstwa oferujące usługi w zakresie badań
nieniszczących na podstawowym poziomie technologicznym. W projekcie uczestniczy także
kilka stowarzyszeń krajowych (tj. Helenie NDT oraz Bulgarian Welding Society) i sześć
światowych wiodących Europejskich Instytutów Badawczych, które posiadają znaczne
umiejętności i doświadczenie w dziedzinie rozwoju wynalazku w badaniach nieniszczących
(tj. TWI, CEA, BAM, Casting Technology International, Politechnika Sofijska (TUS) oraz
Politechnika Szczecińska. W projekcie tym Polskę reprezentują: wspomniana już Politechnika
Szczecińska (obecnie Zachodniopomorski Uniwersytet Technologiczny), WSK Mielec i
firma Technic-Control Sp. z o.o. ze Szczecina. [http://www.technic-control.pl]
Celem projektu FilmFree jest dokonanie znaczącego postępu technologicznego, który
przeniesie sektor radiografii przemysłowej w nową erę w celu skutecznego zastąpienia błony
rentgenowskiej jako środka detekcji - w erę radiografii cyfrowej. Projekt ma być
przemysłowym odpowiednikiem przejścia z aparatu fotograficznego z błoną filmową na
aparaty fotograficzne cyfrowe.
Firmy świadczące usługi w zakresie badań nieniszczących znajdujące się na niższym
poziomie technologicznym to głównie małe i średnie przedsiębiorstwa. Mogą one odegrać w
rozwoju radiografii „bezbłonowej” kluczową rolę i w rezultacie mogą uzyskać pewną
przewagę technologiczną w dalszym rozwoju metod radiograficznych. Generalnie firmy te
dostarczają pracochłonnych usług kontrolnych tradycyjnym gałęziom przemysłu. Mogą one
dodatkowo uzyskać potencjalne korzyści z radiografii cyfrowej poprzez dostęp do sektorów o
większej wartości dodanej takich jak petrochemiczne, naftowe czy gazowe. Sektory te
zgłaszają zainteresowanie radiografią cyfrową, chociażby jej zastosowaniem w ocenie
zjawisk korozyjnych instalacji przesyłowych.
Zawartość naukowa i techniczna projektu jest innowacyjna i ambitna. Konsorcjum
przedsiębiorstw poprzez realizację tego projektu proponuje prowadzenie działań w kierunku
rozwoju nowej generacji systemów radiografii cyfrowej w celu spełnienia ostrych wymogów
wykrywalności niezgodności materiałowych obowiązujących w przemyśle naftowym,
gazowym, petrochemicznym, kolejowym, lotniczym, okrętowym, kosmicznym oraz
motoryzacyjnym.
Wymierne i możliwe do zweryfikowania cele techniczne projektu są następujące:
opracowanie nowych bezpośrednich i skomputeryzowanych cyfrowych technik
rentgenowskich i radiografii gamma. Takich jak: radiografia w czasie rzeczywistym z
wykorzystaniem defektoskopów z mikro ogniskiem, przemysłowa tomografia
komputerowa czy nowatorskie techniki radiograficzne nie używane obecnie w radiografii
przemysłowej, oparte na zjawisku rozpraszania Comptona umożliwiające wykrywanie
niezgodności podpowierzchniowych i w głębi materiału z tworzyw sztucznych
(polimerów) oraz materiałów kompozytowych.
opracowanie modeli teoretycznych w postaci programów symulujących przemysłowe
technik radiograficzne. Umożliwiają one symulację prześwietlania promieniami X lub
gamma różnych materiałów o różnych kształtach, z różnego rodzaju zamodelowanymi
wadami wewnętrznymi w celu odpowiedniego doboru parametrów ekspozycji dla
zamodelowanej techniki badania. Na uwagę zasługuje na przykład aplikacja „aRTist”
opracowana przez Instytut BAM z Berlina [2]
74
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Symulacja wykonana przy pomocy tej aplikacji uwzględnia nie tylko podstawowe
parametry ekspozycji jak: odległość „źródło – błona”, energia promieniowania, rodzaj
detektora promieniowania, czas ekspozycji, ale również promieniowanie rozproszone.
Modelowanie obiektu badania odbywa się w oparciu o programy CAD-owskie [2].
opracowanie oprogramowania do automatycznego rozpoznawania niezgodności
spawalniczych w złączach, z uwzględnieniem rodzaju niezgodności, ich wartości
geometrycznych i na ich podstawie zakwalifikowanie złącza do odpowiedniego poziomu
jakości zgodnie z normą
EN ISO 5817. Innowacja tego rozwiązania polega na
opracowaniu algorytmów sztucznego inteligentnego eksperta oceniającego jakość złączy
spawanych. Obecnie praca radiologa - klasyfikatora sprowadza się do wizualnej analizy
obrazu zarejestrowanego na radiogramie podświetlonym na negatoskopie. Jest to ocena
subiektywna i zależna w bardzo dużym stopniu od praktycznego doświadczenia
radiologa, jego wzroku, stanu psychofizycznego jak również warunków panujących w
pomieszczeniu, w którym dokonywana jest ocena.
Do realizacji zadania klasyfikacji wad planowane jest wykorzystanie sztucznych sieci
neuronowych i logiki rozmytej (ang. fuzzy logic) . Bogata biblioteka zgromadzonych,
następnie zdigitalizowanych radiogramów z różnymi rodzajami niezgodności jest
źródłem danych w procesie uczenia układów sztucznej inteligencji.
Ważnym etapem jest proces ekstrakcji obiektów, które mogą być potencjalnymi
defektami. W procesie tym planuje się zastosować metodę pośrednią polegającą na
odjęciu od obrazu pierwotnego obrazu idealnego złącza bez defektów. Powstały w wyniku
różnicowania obraz poddany zostanie dalszej obróbce w celu eliminacji szumów a
następnie przeprowadzona zostanie jego segmentacja, umożliwiająca dalszą analizę
wyselekcjonowanych obszarów obrazu pod kątem ich rodzajów i charakterystycznych
parametrów umożliwiających ocenę ilościową. Obiekty zakwalifikowane jako defekty
poddane zostaną analizie pod względem ich przydatności w procesie klasyfikacji i te
najbardziej reprezentatywne zostaną wykorzystane jako parametry wejściowe dla
algorytmu identyfikacji, a opracowana w aplikacji procedura pozwoli porównać
parametry wykrytych niezgodności z parametrami opisanymi w stosownych normach i
zakwalifikować złącze do odpowiedniej kategorii. Prace te są kontynuowane w zespole
profesora Ryszarda Sikory z Zachodniopomorskiego Uniwersytetu Technologicznego z
Katedry Elektroniki Teoretycznej i Informatyki [3].
Firma Technic-Control Sp. z o.o. czynnie uczestniczy w realizacji zarówno projektów
europejskich dotyczących nowych technologii badań nieniszczących, takich jak FILMFREE
[radiografia cyfrowa] i PICASSO [walidacja metod NDT w przemyśle lotniczym] jak
również w realizacji projektu prof. Ryszarda Sikory.
75
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
3. Technic-Control Sp. z o.o. – przemysłowe labaratorium badań
nieniszczących
Od 1989 roku pracownicy firmy TECHNIC-CONTROL Sp. z o.o. swoją wiedzą i
doświadczeniem pomagają swoim klientom w osiąganiu wymaganego poziomu jakości ich
wyrobów.
Firma Technic-Control Sp. z o.o. powstała na bazie byłego Działu Badań Nieniszczących
Stoczni Szczecińskiej im. A.Warskiego.
Jest to firma prywatna - spółka prawa handlowego, zarejestrowana przez Sąd Rejonowy w
Szczecinie XVII Wydział Gospodarczy Krajowego Rejestru Sądowego za numerem KRS
0000161655, z kapitałem zakładowym wpłaconym w wysokości 200.000,- zł.
Na podstawie umowy o pracę firma zatrudnia obecnie 20 pracowników, ze stażem pracy w
badaniach nieniszczących od 10 do 30 lat.
Wartość merytoryczną firmy potwierdzają liczne certyfikaty i uznania:
Certyfikat akredytacji laboratorium badawczego wg EN-17025 wydany przez Polskie
Centrum Akredytacji [nr certyfikatu AB 080 – data pierwszej certyfikacji 15.10.1996];
potwierdzający poza merytorycznym przygotowaniem laboratorium do wykonywania
badan NDT również fakt działającego w laboratorium systemu zarządzania ISO 9002.
Certyfikaty kompetencji personelu wg EN 473 w metodach UT; RT; MT; PT; VT.
Wszyscy inspektorzy wykonujący badania posiadają certyfikaty kompetencji w stopniu 2,
a nadzór nad badaniami sprawuje specjalista z certyfikatem kompetencji w stopniu 3.
Certyfikaty te obejmują sektory przemysłu: A – wytwarzanie i przetwórstwo metali, B –
badania przed eksploatacyjne i eksploatacyjne na urządzeniach, instalacjach i
konstrukcjach, PED - obszar objęty dyrektywą urządzeń ciśnieniowych nr 97/23/EC i
obejmują sektory wyrobu: w – wyroby spawane, c- odlewy, f – odkuwki, t – rury, wp –
wyroby przerabiane plastycznie.
Certyfikat Lloyds Register EMEA - nr certyfikatu RSS/MNDE/0001 – [jest to pierwszy
certyfikat w światowym systemie uznawania laboratoriów badawczych przez ta
organizację.];
uznania okrętowych towarzystw klasyfikacyjnych i nadzoru technicznego:
o Germanischer Lloyd [GL];
o American Bureau of Shipping [ABS];
o Bureau Veritas [BV];
o Det Norske Veritas [DNV] – dotyczy również konstrukcji Offshore.
o Polskiego Rejestru Statków [PRS]
o Centralnego Laboratorium Dozoru Technicznego [CLDT];
świadectwo kwalifikacji do wykonywania badań na konstrukcjach mostowych
wydane przez Komisję Kwalifikacyjną Ministerstwa Transportu.
Dysponując nowoczesnym sprzętem i wysoce wykwalifikowanym personelem firma
Technic-Control oferuje swoim klientom usługi w zakresie:
radiografii połączeń spawanych konstrukcji stalowych: okrętowych; mostów;
dźwigów; suwnic; systemów rurowych, konstrukcji Offshore, odlewów i części
maszyn.
Możemy w chwili obecnej naszym klientom zaproponować system radiograficzny wg
poniższego schematu:
76
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
badań ultradźwiękowych połączeń spawanych konstrukcji ze stali ferrytycznych,
austenitycznych oraz stali typu DUPLEX, ultradźwiękowe badania wyrobów
hutniczych i części maszyn. W badaniach tych wykorzystujemy sprzęt
KRAUTKRAMERA – defektoskopy typu USD10, USN50, USN52, USM 25S,
USM35XS oraz defektoskop OmniScan firmy Olympus umożliwiający badanie
głowicami wielo-przetwornikowymi [mozaikowymi] techniką PA [Phased Array].
pomiary grubości metodą ultradźwiękową konstrukcji stalowych – również przez
powłoki malarskie bez konieczności ich usuwania. Umożliwiają to posiadane przez
nas ultradźwiękowe mierniki grubości: BETAGAGE, DMS2TC i DMS2
z
dodatkowym zobrazowaniem typu A. Naszą specjalnością są kompletne
klasyfikacyjne przeglądy i pomiary grubości statków morskich w czasie rejsów
eksploatacyjnych.
badania penetracyjne i magnetyczno-proszkowe : wykrywanie wad
powierzchniowych - szczególnie pęknięć i por gazowych na wszystkich wyrobach
pomiar zawartości ferrytu w spoinach austenitycznych
szkolenie personelu: w zakresie badań nieniszczących oraz prac spawalniczych:
kursy spawaczy, odnawianie uprawnień, weryfikacja i potwierdzanie
umiejętności.
Badania niszczące i analizy chemiczne: w tym zakresie posiadamy podpisane
wieloletnie
umowy
o
współpracy
z
laboratorium
materiałowym
Zachodniopomorskiego Uniwersytetu Technologicznego.
77
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
4. Podstawy cyfrowego przetwarzania obrazów
Obraz to nie do końca jeszcze zbadana unikalna forma danych potocznie określana tym
„wszystkim co widzi oko”. W technice komputerowej wyróżniamy dwa podstawowe typy
obrazów: rastrowe i wektorowe [7].
Obraz wektorowy tworzony jest przy pomocy wyrażeń matematycznych opisujących linie,
elipsy, krzywe. Obraz wektorowy generują między innymi powszechnie stosowane aplikacje
takie jak: CAD; 3D czy CorelDraw.
Obraz rastrowy powstaje w wyniku próbkowania i kwantowania sygnału wizyjnego.
Wprowadzany on jest do komputera za pomocą urządzeń takich jak: skanery, aparaty
cyfrowe, stacje robocze PhotoCD. Do ich obróbki wykorzystywane są między innymi
popularne aplikacje CorelPhotoPaint, Photoshop, ImageProPlus i wiele innych.
Rozdzielczość przestrzenna i rozdzielczość poziomów jasności obrazu rastrowego zależy
od typu próbkowania i kwantowania. Liczba punktów zwanych pikselami (skrót od
angielskich wyrazów Picture Element) przypadająca na jednostkę długości i szerokości
skanowanego obrazu określa jego rozdzielczość przestrzenną. Należy zaznaczyć, że pod tym
pojęciem rozróżnia się:
rozdzielczość skanowania (wejściową) definiowaną jako gęstość punktów próbkowania
informacji, przechwytywanej przez urządzenie, na określonej powierzchni – najczęściej
piksel na cal (ppi) lub piksel na centymetr.
rozdzielczość wyjściową (dpi) - liczbę punktów na cal definiującą gęstość znaków
drukowanych w poziomie przez naświetlarki i drukarki postscriptowe.
rozdzielczość monitora definiowaną liczbą próbek dyskretnych obrazu, mierzona w pionie
i poziomie, które mogą być na monitorze wyświetlane
rozdzielczość obrazu określana jest całkowita liczba punktów obrazu rastrowego.
rozdzielczość optyczna – ilość faktycznych informacji, które może próbkować system
optyczny urządzenia
rozdzielczość interpolowana – pozorna ilość informacji uzyskiwanych przez skanery w
procesie ich przechwytywania wspomaganego algorytmami programowymi lub
sprzętowymi, przy czym algorytmy interpolacji nie powodują zwiększania dodatkowych
szczegółów.
W digitalizacji radiogramów i ogólnie w radiografii cyfrowej wykorzystywaną w
przetwarzaniu klasą obrazów są obrazy monochromatyczne. To znaczy takie obrazy rastrowe,
które można przedstawić za pomocą funkcji J(x,y), przy czym x i y oznaczają współrzędne
punktu na obrazie, a J oznacza jasność tego punktu, która może przyjmować wartości od J=0
(punkt czarny) do J=Jmax (punkt biały). Natomiast wartości pośrednie opisują różne odcienie
szarości.
Analiza obrazu przez komputer może być dokonana tylko wówczas, jeżeli jego postać
analogowa zostanie przetworzona na postać cyfrową. Dokonuję się tego przez
dwuwymiarowe próbkowanie i kwantyzację obrazu, między innymi przy pomocy skanera.
Próbkowanie odbywa się poprzez pobieranie wartości jasności w ściśle określonych
miejscach powierzchni obrazu (węzły siatki prostokątnej). Następnie otrzymana funkcja
jasności J(x,y) określana jest na płaszczyźnie dyskretnej za pomocą współrzędnych x=nTx i
y=mTy gdzie n i m są liczbami całkowitymi a T x i Ty są odstępami próbkowania. Pobrana
wartość jasności każdego piksela jest wartością ciągłą i jako taka nie może być zapamiętana
przez urządzenie cyfrowe - komputer. W celu zapamiętania tej wartości w pamięci komputera
wartość pobranej jasności musi być kwantowana i zamieniona w postać cyfrową.
Kwantyzacja próbki polega na podzieleniu całego zakresu jasności na przedziały i związanie
78
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
z każdym przedziałem odpowiadającej mu wartości dyskretnej. W rezultacie obraz
prezentowany na monitorze składa się z pikseli, a każdy z nich opisany jest poprzez
współrzędne dyskretne x i y oraz dyskretną jasność (stopień szarości).
Liczba przedziałów kwantyzacji decyduje o liczbie bitów koniecznych do zapamiętania
jasności (szarości) pojedynczego piksela. Dla obrazów monochromatycznych
wykorzystywaną najczęściej porcją informacji jest jeden bajt, dla którego zarezerwowano n=8
bitów. To oznacza, że może on zakodować 28 = 256 różnych wartości szarości [4].
Wykorzystywany w firmie „Technic-Control” (www.technic-control.pl) w procesie
digitalizacji skaner próbkuje zdjęcie rentgenowskie z rozdzielczością 50 m wykonane w
zakresie gęstości optycznej od 0,05 do 4,5 i tym samy spełnia wymagania klasy DS dla
skanerów wg normy EN-14096, a oprogramowanie DR3000 firmy CIT (Computerised
Information Technology Ltd) umożliwia zapis obrazów w 12 bitowej skali. Oznacza to, że
każdy punkt obrazu (piksel) może przyjąć jedną z 216 = 4096 wartości poziomów szarości.
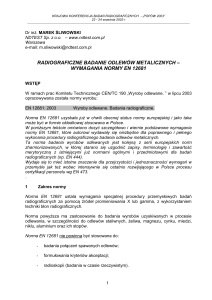
Graficznym
sposobem
przedstawienia rozkładu stopni
szarości jest histogram. Mówi nam o
tym jak licznie występują w obrazie
punkty o różnych poziomach
szarości
(jasności).
Rozkład
poziomów szarości (jasności) w
wybranym
przekroju
obrazu
ilustruje
profil
liniowy
lub
zaawansowany profil linowy, który
jest wynikowym profilem przekroju
tła i profilem przekroju wybranego
obszaru analizy. Na przykładzie
przedstawionego
oryginalnego
zdjęcia
rentgenowskiego
[A]
zilustrowano podstawowe pojęcia
charakteryzujące obraz w dziedzinie
przestrzennej – histogram [B] i
profil liniowy [C] w przekroju
wzorca dwupręcikowego.
Z analizy histogramu można uzyskać wiele użytecznych informacji o analizowanym
obrazie. Należy jednak mieć na uwadze, że histogram zawiera jedynie informacje o
częstościach występowania pikseli o określonych stopniach szarości (jasności), nie zawiera
natomiast informacji o ich przestrzennym rozłożeniu. Operacje na histogramie powodują
zmianę jasności i kontrastu obrazu. Może to być przydatne w analizie ujawnionych na zdjęciu
rentgenowskim niezgodności.
Rozkład poziomów szarości w profilu linowym
wybranego przekroju [w przykładzie przekrój przez
wzorzec dwupręcikowy] umożliwia ocenę nieostrości
całkowitej.
Zdjęcie rentgenowskie - oryginał
79
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
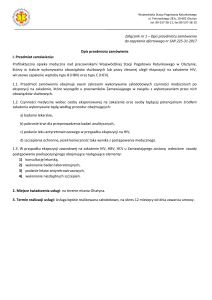
Do określenia nieostrości zgodnie z normą EN 462-5 należy przyjąć pierwszą parę
pręcików widoczną jako pojedynczy element. Na profilu linowym jest to pierwsza para ze
zmienną intensywnością skali szarości [dolina krzywej skali szarości] mniejszą niż 20%.
Podstawowa rozdzielczość przestrzenna SR b odpowiada wówczas połowie zmierzonej
nieostrości.
Profil liniowy poprowadzony przez przekrój niezgodności
umożliwia również wyznaczenie jej wymiaru w linii profilu
oraz procentowy ubytek grubości materiału w linii profilu
spowodowany tą niezgodnością. W ilustrowanym
przykładzie szerokość niezgodności wynosi ok. 6 mm, a
procentowy ubytek grubości materiału wynosi 28%.
Obok histogramu i profilu liniowego do analizy obrazów wykorzystuje się również operacje
kontekstowe. Operacje te pozwalają wydobyć z obrazu wiele informacji przydatnych w
dalszej ocenie. Na operacje kontekstowe składają się filtry dolnoprzepustowe i
górnoprzepustowe.
Filtr dolnoprzepustowy tłumi składowe widma sygnału o dużej częstotliwości, bez zmian
pozostają składowe małej częstotliwości. Zastosowanie tych filtrów głównie polega na
usuwaniu szumów i zakłóceń. Sposób działania tych filtrów polega na wyznaczaniu wartości
jednego piksela obrazu wynikowego na podstawie obliczeń na wielu pikselach obrazu
źródłowego. Piksele te pochodzą z otoczenia wybranego piksela.
Filtry te wykorzystuje się głównie do:
poprawy ostrości obrazu
usunięciu określonych wad obrazu
poprawy jakości technicznej obrazu poprzez wyostrzenie lub wygładzanie
Filtracja górnoprzepustowa natomiast wzmacnia szczegóły o dużej częstotliwości
występujące w obrazie. Ujemnym skutkiem jest wzmocnienie szumów. Zasada
przeprowadzania obliczeń jest podobna. Na obrazie wynikowym prawie wszystkie punkty
należące do tła i wewnętrznej części obrazu zostają wyzerowane (usunięte), a punkty należące
do krawędzi i granic pomiędzy obiektami i tłem zostają wyeksponowane i wzmocnione.
Podstawowe własności operatorów gradientowych to:
pierwsza pochodna obrazu może być wykorzystana do detekcji krawędzi oraz jej
kierunku
punkt zmiany znaku drugiej pochodnej (miejsce zerowe) obrazu można wykorzystać
do wyznaczenia miejsca występowania krawędzi.
Wadą operatorów gradientowych jest uwypuklenie zakłóceń impulsowych w obrazach. Może
to powodować pogarszanie jakości obrazu lub nawet detekcję fałszywej krawędzi.
Najbardziej popularnymi operacjami krawędziowymi są operatory Sobela, Roberta , Prewitta
oraz pseudo operatory Laplaca.
80
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Jednym z najprostszych sposobów detekcji krawędzi
jest wykorzystanie w tym celu pierwszej pochodnej
funkcji opisującej zmiany stopni szarości obrazu.
Obraz krawędzi otrzymujemy po zróżniczkowaniu
sygnału wykorzystując odpowiedni próg detekcji
podczas binaryzacji. Dodatkową zaletą tego
rozwiązania jest fakt, że dla bardziej rozmytych
krawędzi (tam gdzie są łagodne przejścia)
maksimum pierwszej pochodnej ma niższą wartość.
Bardziej jednoznaczne wyniki daje zastosowanie
drugiej pochodnej. W tym przypadku krawędź
odpowiada wprost miejscu zerowemu drugiej
pochodnej. Na obrazie komputerowym trudno jest
wyznaczyć pochodną. Jednakże wystarczająco
dobrym przybliżeniem pochodnej są lokalne
gradienty.
Operatory Sobela, Robertsa i Prewitta są prostymi operatorami do wykrywania krawędzi
poziomych, pionowych i skośnych. Wszystkie te operatory widzą krawędź jako maksimum
gradientu – wykrywają nagłą zmianę intensywności. Operator Robertsa jest dość wrażliwy na
szum. Jest to spowodowane tym, że bierze on pod uwagę jasności jedynie pojedynczych
pikseli. Jest bardzo popularny ze względu na swoja prostotę i szybkość obliczeniową. O wiele
mnie wrażliwy na szum jest operator Sobela, ale wyznaczone tym operatorem krawędzie nie
są precyzyjnie zlokalizowane i mają różną intensywność. Identycznie jak operator Sobela
działa operator Prewitta – różnica polega na użyciu innych macierzy do obliczania gradientu.
Operator Robertsa bazuje na macierzy 3x3 i wyznacza gradient w czterech różnych
kierunkach 00,450,900 i 1350 .
Operatory Sobela i Prewitta bazują również na macierzy 3x3 ale gradient wyznaczany jest w
dwóch kierunkach 00 i 900 .
81
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Operator Laplaca przyjmuje, że maksimum
gradientu odpowiada zwykle zerowaniu drugiej
pochodnej. W okolicach krawędzi laplasjan
osiąga wartości ekstremalne. Jest bardzo
wrażliwy na szum. Na obrazach typu laplasjan
krawędzie rozdzielają obszary ujemne i
dodatnie. Obraz krawędzi powstaje poprzez
zlokalizowanie pikseli leżących na przejściu
laplasjanu przez wartość zero. Detekcję takich
pikseli można wykonać metodą szukania pikseli
o przeciwnych znakach. Ten piksel, który ma
mniejszą wartość bezwzględną laplasjanu jest
uznawany za krawędź.
Laplasjan jest izotropowym operatorem
różniczkowym
drugiego
stopnia.
Jego
przybliżeniem w przypadku dyskretnego obrazu
będzie, analogicznie jak dla wcześniej
opisanych gradientów, suma różnic wartości
poszczególnych punktów i punktu centralnego.
Ponieważ różnica jest obliczana dla czterech
kierunków, to przy zapisie odpowiedniej
macierzy punkt centralny musi być pomnożony
przez cztery. Ponieważ taki zapis nie jest w
istocie
izotropowy,
gdyż
wyraźnie
uprzywilejowany jest kierunek pionowy i poziomy, można to poprawić poprzez
uwzględnienie pozostałych czterech kierunków. Wówczas punkt centralny macierzy z
wartości -4 zmienia się na wartość -8 [4].
W jakim stopnie przedstawione operatory zostaną wykorzystane w praktyce przy
analizie rentgenowskich obrazów cyfrowych zależy od doświadczenia inspektora
dokonującego analizy. Ważne jest, aby uświadomić sobie na czym polegają różnice miedzy
tymi operatorami i jaki uzyskujemy efekt końcowy po ich zastosowaniu. Na tym samym
zdjęciu złącza spawanego zilustrowano działanie i różnice poszczególnych operatorów. Mogą
one być przydatne przy wyznaczaniu kształtów kontrolowanych części maszyn, odlewów czy
analizy konturów niezgodności spawalniczych [7].
Dodatkowo poza wymienionymi operatorami aplikacje do obróbki obrazów
cyfrowych umożliwiają lokalne działanie na kontraście poprzez jego wyostrzanie lub
wyrównywanie .
82
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
5. Radiografia cyfrowa [RT-CR] w badaniu i ocenie złączy spawanych
Należy w tym miejscu odnotować, że spodziewane jest w najbliższym czasie wydanie dwóch
norm, które zastąpią normę EN 1435, a mianowicie:
EN ISO 17636-1, Badania nieniszczące spoin – Badanie radiograficzne złączy
spawanych – Część 1: Techniki RTG i gamma z filmem
EN ISO 17636-2, Badania nieniszczące spoin – Badanie radiograficzne złączy
spawanych – Część 1: Techniki RTG i gamma z technikami cyfrowymi
Wprowadzenie tych norm porządkuje wymagania w zakresie technologii wykonania zdjęć
rentgenowskich w technice klasycznej RT, z wykorzystaniem detektora w postaci błony
rentgenowskiej i w technice cyfrowej RT-CR, z wykorzystaniem detektora w postaci płyt IP
lub paneli DDR.
Współzależność cech ilustruje tabela poniżej:
Rozpatrywana cecha
Klasa badania
Klasa systemu detektora
EN ISO 17636-1
EN ISO 17636-2
A - podstawowa i B - specjalna
Błona
rentgenowska
+ Płyta IP /panel DDR +
obróbka: systemy C3;C4 i C5 skaner: systemy IP1/Y ÷
IP6/Y
Techniki badania
Wg przywołanych rysunków
Dobór źródła
promieniowania
Wg prześwietlanego zakresu grubości. Przy aparatach
rentgenowskich wyznaczenie U max na podstawie wykresu
Odległość źródło - detektor
Na podstawie nomogramu określenie FFAmin dla klasy
badania A lub B
Intensywność zaczernienia
Gęstość optyczna D
Klasa A ≥ 2,0
Klasa B ≥ 2,3
Jakość obrazu
Potwierdzona widocznością Potwierdzona widocznością
wymaganego pręcika wzorca wymaganego pręcika wzorca
jednopręcikowego
jednopręcikowego i
rozdzielczością podstawową
potwierdzoną wzorcem
dwupręcikowym
83
Parametr SNRN, którego
wartość minimalna
uzależniona jest od klasy
badania i stosowanego źródła
promieniowania
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Naturalnym pierwszym krokiem w kierunku radiografii cyfrowej złączy spawanych i
również innych obiektów jest digitalizacja klasycznych zdjęć rentgenowskich.
Digitalizacja radiogramów to nie tylko przetworzenie analogowego obrazu z błony
rentgenowskiej w obraz cyfrowy to spójny system, który w ramach systemu radiografi
cyfrowej umożliwia:
zarządzanie projektami na których wykonywane są badania rentgenowskie
ocenę i raportowanie
dystrybucję wewnętrzną w ramach organizacji laboratorium oraz zewnętrzną
poprzez globalną sieć (teleradiologia)
archiwizowanie połączone z systemem wyszukiwania archiwalnych zdjęć z
danego projektu
edukację poprzez tworzenie zestawów przykładowych badań i referencyjnych
opisów.
W laboratorium badań nieniszczących firmy Technic-Control Sp. z o.o. od trzech lat pracuje
system do digitalizacji radiogramów DR3000 angielskiej firmy Computerised Information
Technology Ltd (www.cituk-online.com) [5].
Podstawowymi elementami tego systemu są:
skaner klasy DS umożliwiający skanowanie zdjęć rentgenowskich o wymiarach od
50x100 mm do 360x450mm oraz filmy z rolki do długości 5 metrów, w zakresie
rozdzielczości od 50 do 450 mikronów i w zakresie gęstości optycznej od 0,05 do
4,50.
Monitor diagnostyczny 21 calowy o rozdzielczości 2650x2048 – monochromatyczny
Komputer z systemem operacyjnym Windows NT / XP / 2000 i pamięcią RAM
minimum 1 GB, wyposażony w dysk HDD podzielony na 12 partycji, dysk DVDRAM, DVD-CD oraz kartę graficzną Real Vision MD5 i kartę SCSI – Adapter
AHA2940U
Software CIT/DR-3000 umożliwiający zarządzanie cyfrowymi radiogramami oraz ich
obróbkę.
Jednym z podstawowych zadań radiologa jest obliczenie czasu ekspozycji. W przypadku
radiografii z klasyczna błoną rentgenowską zależy on od:
84
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
napięcia lampy rentgenowskiej lub aktywności źródła gamma
odległości źródło-detektor
materiału i jego grubości
czułości detektora i. klasy systemu błon
wymaganej gęstości optycznej filmu.
Parametr ekspozycji jest zwykle wyliczany jako iloczyn mA*s dla lamp rentgenowskich lub
GBq*s (również Ci*s) dla źródeł gamma. Pozwala to na prawidłową ekspozycję filmu dla
danej gęstości optycznej i danego systemu błon.
W radiografii cyfrowej z wykorzystaniem płyt IP lub detektorów DDR bez zmian pozostają:
źródła promieniowania i badane obiekty. Jeżeli klasyczna błona zostanie zastąpiony innymi
detektorami rejestrującymi obraz cyfrowy, należy charakterystyczne parametry dla błony
zastąpić równoważnymi parametrami właściwymi dla danego detektora cyfrowego.
W zasadzie każdy kto wdraża w swoim laboratorium badań nieniszczących radiografię
bezbłonową [cyfrową] zadaje zwykle dwa pytania:
Jaka jest wartość równoważna dla gęstości optycznej ?
Czy są zapewnione wykresy ekspozycji dla detektorów cyfrowych?
Radiolog musi określić właściwe warunki ekspozycji dla zapewnienia wymaganej jakości
obrazu. Jakość obrazu po ekspozycji sprawdza się poprzez prawidłowe odczytanie
wskaźników jakości IQI. Są to zazwyczaj pręciki (EN 462-1, ASTM E 747), wzorce
schodkowe (EN 462-2) lub wskaźniki płytkowo-otworkowe (np. ASTM E 1025). Oczekuje
się, że zostanie uzyskane minimalne postrzeganie wymaganego IQI i wymagane zaczernienie
charakteryzowane gęstością optyczną dla detektora typu błona rentgenowska. Według tych
kryteriów generalnie określa się właściwą ekspozycję mA*s lub GBq*s (Ci*s).
Gęstość optyczna [D] jest określana jedynie dla filmu i jest definiowana jako:
D = log (Lo / L)
gdzie:
Lo
L
– natężenie światła (luminancji) pomierzone na negatoskopie.
– natężenie światła (luminancji) pomierzone na filmie znajdującym się na
negatoskopie
Warunki ekspozycji możemy zatem korygować wg zależności:
B
B0
I [ mA]T[min]
I [ mA]T0[min]
FFA
FFA0
2
D RBF
D0 RBF0
gdzie:
B
B0
FFA
FFA0
D
D0
RBF
RBF0
- wartość ekspozycji po korekcie [mA min = I x T]
- wartość ekspozycji pierwotna [korygowana]
- odległość źródło – błona [ogniskowa po korekcie]
- odległość źródło – błona [ogniskowa korygowana]
- gęstość optyczna radiogramu [po korekcie]
- gęstość optyczna radiogramu [korygowana]
- względny współczynnik ekspozycji błony [nowej]
- względny współczynnik ekspozycji błony [zastosowanej]
85
[6]
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Zdjęcia cyfrowe w systemach CR i DDR nie mogą być opisywane gęstością optyczną –
wynika to z definicji tego parametru i tym samym korekta ekspozycji nie może być
dokonywana w oparciu o przedstawioną wyżej zależność.
Przez analogię do detektora typu błona rentgenowska, należy zatem określić wartość
równoważną dla wartości gęstości optycznej i wymaganego systemu filmowego (typ filmu i
warunki wywoływania, czułość filmu).
Według normy EN ISO 17636-2 w przypadku cyfrowego badania radiograficznego należy
uzyskać minimalne wartości współczynnika SNR [SNRN] lub minimalne wartości szarości w
przypadku radiografii RT-CR. Należy zwrócić uwagę, że w przypadku radiografii RT-CR
mamy do wyboru dwa parametry, które możemy stosować zamiennie. Jest to bardzo ważne w
praktycznych zastosowaniach.
Minimalne wartości SNRN i metalowe okładki wzmacniające przednie (tylko CR) dla cyfrowej
radiografii złączy spawanych ze stali, stopów miedzi i niklu
Źródło
promieniowania
Prześwietlana
grubość
materiału
[mm]
Klasa A
Klasa B
Typ i grubość metalowych
ekranów czołowych
100
180
Brak
70
120
0-0,1 (Pb)
70
100
0-0,1 (Pb)
50
70
100
0-0,25 (Pb)
> 50
70
70
0,1-0,3 (Pb)
≤ 50
70
100
0,1-0,3 (Pb)
> 50
70
70
0,1-0,3 (Pb)
≤5
>5
≤ 50
> 50
≤ 100
> 100
≤ 100
70
70
70
70
70
70
70
120
100
100
70
100
70
100
0-0,1 (Pb)
0-0,1 (Pb)
0,1-0,3 (Pb)
0,1-0,4(Pb)
0,5 (Fe) + 1,5 (Pb)
0,5 (Fe) + 2,0 (Pb)
0,5 (Fe) + 1,5 (Pb)
> 100
70
70
0,5 (Fe) + 2,0 (Pb)
Defektoskop RTG
Napięcie
U ≤ 50 kV
Defektoskop RTG
Napięcie
U= 50-150 kV
≤ 50
Defektoskop RTG
Napięcie
U= 150- 250 kV
Defektoskop RTG
Napięcie
U= 250- 350 kV
Defektoskop RTG
Napięcie
U= 350- 450 kV
Yb 169
Ir 192, Se 75
Co 60 a, b
Potencjały
promieniowania
a, b
X > 1 MV
Minimalne SNRN
a
w przypadku ekranów wieloczęściowych (Fe+Pb), ekran stalowy należy umieścić pomiędzy płytą IP
a ekranem ołowianym.
b
zamiast Fe lub Fe+Pb można stosować również ekrany z miedzi, tantalu lub wolframu, jeżeli możliwa
jest do uzyskania jakość obrazu.
86
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Wymagane wartości SNRpomierzone dla wybranych systemów CR o różnych SRb
[rozdzielczość podstawowa – na podstawie wzorca dwupręcikowego]
Parametr
systemu
system wysokiej rozdzielczości
[HD]
system standardowy
[SL]
Wielkość piksela
25 µm
50 µm
50 µm
100 µm
Pomierzone SRb
40 µm
63 µm
80 µm
130 µm
Kwalifikacja za
pomocą
wskaźnika
dwupręcikowego
13+
12
11
9
Wymagane SNRN
Patrz Tab. wyżej
Wymagane SNRpomierzone
180
80
130
160
265
120
55
85
110
180
100
45
70
90
150
70
35
50
65
100
Odpowiedź na pytanie
następująca:
„jaka jest wartość równoważna dla gęstości optycznej ?”
jest
wartością równoważną dla gęstości optycznej dotyczącej radiografii klasycznej jest
współczynnik sygnału do szumu [SNR] dotyczący radiografii komputerowej.
Procedura pomiaru współczynnika sygnału do szumu jest szczegółowo opisana w EN 147841, podpunkt 6.1.
Pomierzony współczynnik sygnału do szumu SNR pomierzone jest zwykle ustalany w oknie
20 x 55 pikseli jako iloraz linearyzowanej średniej wartości szarości i jej standardowej
odchyłki. Linearyzowana wartość szarości jest proporcjonalna do dawki promieniowania w
mierzonym obszarze zainteresowania [ROI] i wynosi zero dla obszarów nie poddanych
ekspozycji.
Okno do pomiaru SNR powinno również być ograniczone na szerokość do 20 pikseli.
Długość może być ≥ 55 pikseli. Większa długość zwiększa dokładność pomiaru SNR. Ma to
zastosowanie szczególnie wtedy, jeżeli pod uwagę brana jest w narzędziu programowym
środkowa liniowych wartości SNR jak opisano w EN 14784-1.
Nieostre systemy cyfrowe uzyskują wyższe SNRpomierzone niż ostre, ale działają gorzej w
przypadku wykrywania drobnych błędów niż systemy ostre. W związku z tym SNR pomierzone
jest normalizowane poprzez podstawową rozdzielczość przestrzenną .
Normalizacja opiera się na wartości podstawowej rozdzielczości przestrzennej systemu CR
[SRb – rozdzielczość podstawowa określona na podstawie wzorca dwupręcikowego] zgodnie
z tym, co podaje producent lub określonej przez użytkownika zgodnie z procedurą opisaną w
normie EN 17636-2.
W celu wyliczenia SNRN wszystkie pomierzone wartości SNRN są korygowane w sposób
następujący:
88,6 m
SNRN SNR pomierzone *
SRb
87
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Wartość SNRN określa się korzystając ze specjalnych aplikacji np. ISee autorstwa BAM –
Berlin. Przy raz wprowadzonej podstawowej rozdzielczość oprogramowanie wyznacza
współczynnik SNRN dla każdego zaznaczonego do pomiaru rejonu zainteresowania [ROI].
Jeżeli parametry skanera takie jak np. rozdzielczość pikseli, prędkość skanowania i / lub typ
płyty IP uległy zmianie należy ponownie wyznaczyć wartość SRb w celu wyznaczenia
zaktualizowanego współczynnika SNRN.
Współczynnik SNRN lub wartość szarości w radiografii RT-CR należy mierzyć poza złączem
spawanym w pobliżu IQI pręcikowego lub schodkowo-otworkowego w grubszej części
spawanego materiału bazowego, w strefie równomiernej grubości ścianki i wartości szarości.
Ponieważ chropowatość materiału wpływa na szum obrazu i SNRN , wartości określone w
normie są jedynie wartościami zalecanymi.
W radiografii klasycznej gęstość optyczna zwykle zawiera się pomiędzy 3,5 a 4, jeżeli jest
mierzona w strefie wpływu ciepła.
Odpowiada to wyższemu o około 1,4 współczynnikowi SNRN w porównaniu do środka
spoiny, która powinna mieć gęstość optyczną 2.0 lub wyższą. W związku z powyższym
norma zaleca dokonywanie pomiaru SNRN w SWC, ponieważ jest to zazwyczaj obszar o
stałym poziomie szarości i umożliwia dokładne pomiary SNRN. Wartości minimalne należy
wówczas zwiększyć o 1,4 w stosunku do wartości określonych normą.
Odpowiedź na drugie pytanie „czy są zapewnione wykresy ekspozycji dla detektorów
cyfrowych?” jest prosta i zarazem bardzo skomplikowana. Prosta – bo odpowiedź brzmi –
nie, dla detektorów cyfrowych nie zostały dotychczas opracowane wykresy ekspozycji.
Skomplikowana – bo skomplikowany jest sposób wyznaczania czasu ekspozycji. Odbywa się
na bazie kolejnych prób, a wszystkie cytowane wyżej zależności, które się sprawdzają w
radiografii klasycznej nie znajdują zastosowania. Próby należy przeprowadzać – przy
kolejnych zmianach tylko jednego parametru i badania skutków jego oddziaływania na
współczynnik SNRN i SRb [10].
W firmie Technic-Control Sp. z o.o. jak wspomniano wykorzystywany jest system CR
zbudowany na skanerze HD-CR35V firmy Duerr i oprogramowaniu DR3000 firmy CIT z
Anglii i oprogramowaniu ISee instytutu BAM z Berlina. Jako źródło promieniowania
stosowano aparaty rentgenowskie firmy Balteau z rodziny Baltospot, a detektorem była płyta
IP – wysokiej rozdzielczości [HD] firmy Fuji.
Wzrost dawki ekspozycji – zwiększanie napięcia U na lampie rentgenowskiej, ograniczał
uzyskanie większej wartości SNRN. Najprawdopodobniej było to spowodowane szumem
strukturalnym stosowanych płyt IP, który przy dużych energiach był dodatkowo pobudzany.
Efekt skanera może również powodować dodatkowy szum taki jak np. „pomarszczone” linie.
Szum strukturalny płyty IP stanowi skutek uboczny niejednorodności wynikającej z procesu
produkcyjnego warstwy fosforowej. Efekt ten jest również znany z ekranów
fluorescencyjnych.
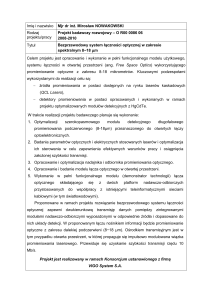
Przykład możliwej do uzyskania jakość obrazu przy badaniu spoin ilustrują zdjęcia poniżej
[płyta grubość 8,0 mm].
Zostały one wykonane przy różnych czasach ekspozycji: 1 min i 8 min, a pozostałe warunki
ekspozycji pozostawały bez zmian.
Czasy ekspozycji długie powodują, że szum obrazu jest determinowany szumem
strukturalnym systemów CR – zaczynają pojawiać się wady płyt IP [rysy, pozostałości po
poprzednich obrazach – niedokładne kasowanie]. Przykład ten pokazuje, że przy krótkich
czasach uzyskujemy z punktu widzenia parametrów gorszą jakość obrazu - zarówno w
wartościach SRb jaki i SNRN. Dopiero przy czasie ekspozycji 8 razy dłuższym system HD CR
osiąga klasę badania B.
88
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Warunki ekspozycji: U=120 kV; I=10 mA; SDD=1000mm; T=1 min
Uzyskany efekt: SNR=20-25 [w SWC]; GV [stopnie szarości]=625-693
SRb= 0,16 mm [8 para pręcików]
Warunki ekspozycji: U=120 kV; I=10 mA; SDD=1000mm; T=8 min
Uzyskany efekt: SNR=60-67 [w SWC]; GV [stopnie szarości]=4027-4594
SRb= 0,10 mm [10 para pręcików]
Nie ma innej możliwości jak budowanie własnych tabel lub krzywych ekspozycji dla
własnych defektoskopów poprzez kolejne czasochłonne próby. Nie ma innej możliwości jak
szukanie kompromisu pomiędzy wszystkimi parametrami jakości obrazu. Jeżeli defektoskopy
mają możliwość regulacji i napięcia i prądu żarzenia uzyskujemy efekt zdecydowanie lepszy.
89
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Dobór parametrów ekspozycji gwarantujący spełnienie wymagań normy sprawia najwięcej
trudności – może nawet zniechęcać przed dalszymi próbami.
Oddzielnym zagadnieniem jest ocena złączy spawanych na podstawie radiogramów
cyfrowych i ich dokumentowanie.
Radiogram cyfrowy uzyskany w procesie digitalizacji radiogramu cyfrowego lub poprzez
odczyt z płyty IP za pomocą specjalnego oprogramowania poddawany jest dalszej ocenie i
obróbce. W ten sposób zostaje zastąpiona ocena „z negatoskopu” na ocenę „z ekranu
monitora”.
Nie o samą ocenę tutaj jednak chodzi. Jest to przemyślany system kompleksowego
zarządzania metodą RT-CR. Dlatego przed wdrożeniem tego systemu należy dokładnie
przeanalizować cały proces technologiczny badania rentgenowskiego od momentu przyjęcia
zlecenia do momentu wystawienia raportu z badań. Jest to bardzo istotne, ponieważ proces
radiografii komputerowej nie sprowadza się tylko do wytworzenia radiogramu w formie
cyfrowej. System do wytworzonego radiogramu cyfrowego dopisuje informacje o obiekcie
badania, informacje o częściach badanego obiektu, zastosowanej technice rentgenowskiej,
ocenie niezgodności i poziomach akceptacji oraz informacje o personelu zaangażowanym w
proces badania. Jest to połączenie obrazu z kompletną ewidencją badań metodą RT.
Informacje te nie tworzą bazy danych lecz są zapisywane w kodowanych plikach tekstowych
integralnie związanych z obrazem. Uszkodzenie któregokolwiek pliku jest sygnałem dla
systemu, że zdjęcie nie jest oryginałem.
System zabezpieczony jest przed osobami niepowołanymi hasłami, podpisami
elektronicznymi i kodami dostępu. Wśród użytkowników systemu wyróżnione są następujące
funkcje: Administrator, Operator, Supervisor, F-Inspektor, S-Inspektor, Auditor .
O tym czy wszystkie, czy tylko wybrane funkcje zostaną zaadoptowane decyduje
administrator systemu. Sprawdzonym rozwiązaniem jest rozdzielenie praw – inspektor ma
prawo tylko do skanowania radiogramów i zapisywania ich obrazów cyfrowych w katalogu
podręcznym [PendikStick], a supervisor ma prawo do obróbki obrazów, oceny, autoryzacji,
raportowania i archiwizowania. Administrator zarządza aplikacją. Konfiguruje aplikację do
organizacji laboratorium, przydziela uprawnienia innym użytkownikom, opracowuje techniki
rentgenowskie i profile produktu. Natomiast audytor ma prawo tylko do przeglądania
obrazów cyfrowych, do przeglądania przypisanych tym obrazom informacji oraz do
wnoszenia w specjalnie wydzielonych polach swoich komentarzy, które natychmiast po
zatwierdzeniu przez audytora zostają na stałe przypisane danemu obrazowi. Rola audytora
najczęściej
90
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
zarezerwowana jest dla inspektora zewnętrznego
nadzoru technicznego [inspektora UDT czy
okrętowego
towarzystwa
klasyfikacyjnego].
Pierwszy etap – etap przygotowawczy [etap
administratora] jest bardzo ważny. Na tym etapie
rozstrzyga się, jakie informacje i w jakiej formie
przypisane zostaną do konkretnego obrazy
rentgenowskiego oraz kto uczestniczy w procesie
digitalizacji i oceny radiogramów. Aplikacja w tym
miejscu jest bardzo elastyczna – i zostawia dość
dużo
swobody
administratorowi.
Należy
zdefiniować w jaki sposób będzie opisywany obiekt
badania.
Dodatkowo do każdego profilu projektu można
zdefiniować :
części składowe z ich rysunkami w formacie
*.dwg [AutoCad] wchodzące w zakres tego
projektu,
procesy spawalnicze stosowane na tym
projekcie,
zespół spawaczy zatrudnionych na tym
projekcie,
wymagane poziomy jakości.
Następnie
należy
do
danego
obiektu
przyporządkować możliwe do zastosowania techniki
rentgenowski. Oczywiście muszą być one zgodne z
obowiązującym normami.
W ten sposób wypełniamy zadanie treścią, która jest
istotna dla projektu i procesu kontroli
rentgenowskiej. Treścią, która następnie będzie
przypisana poszczególnym zdjęciom wykonywanym
na danym projekcie, danej części projektu, spawanej
daną techniką przez określonego spawacza itp. Dane
te uzupełnione są badaną grubością detalu i
materiałem, z którego jest on wykonany.
Przy zdjęciu tworzy się pełna ewidencja badań. Popełniony na tym etapie błąd jest w zasadzie
nie do naprawienia w trakcie realizacji projektu.
W czasie pracy z obrazem cyfrowym prześwietlonego obiektu możemy uzupełniać dane
zarówno w istniejącym profilu produktu (product information) np. wpisując nr serii, nr sekcji
[części], kod mistrza spawalniczego itp. jak również w profilu techniki (radiographic
technique) podając: zastosowane napięcie na lampie rtg lub aktywność źródła, czas
91
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
ekspozycji, odległość źródło – błona itp. ale tylko w ramach ustalonych wcześniej reguł.
Zmiana reguł w istniejącym już projekcie wymaga powtórzenia całego procesu rejestracji
cyfrowych radiogramów ich oceny i autoryzacji.
Typowy cykl obróbki rentgenowskich obrazów cyfrowych składa się z pięciu kroków:
1. wczytanie profilu produktu;
2. weryfikacja techniki RT;
3. skanowanie radiogramu lub płyty IP;
4. analiza i obróbka cyfrowego radiogramu;
5. zapis obrazy do zbioru tymczasowego (PendingStack) lub autoryzacja zakończona
zapisem do zbioru podstawowego
Oddzielnym elementem systemu jest archiwizacja zbiorów radiogramów z przypisanymi im
informacjami dotyczącymi profilu projektu, technik RT; opisów niezgodności i wiele innych
informacji, o których wspomniano powyżej.
Ważnym etapem jest obróbka cyfrowego radiogramu – jest to po prostu ocena z ekranu.
Aplikacja umożliwia obróbkę obrazu przy pomocy opisanych wyżej narzędzi
wykorzystujących operatory graficzne, histogramy, profile liniowe i operatory polepszające
kontrast, wycinanie obszarów do oceny itp.
Należy stanowczo odnotować – że wszystkie operacje na obrazie cyfrowego radiogramu
prowadzone są tylko i wyłącznie w celu poprawy warunków jego oceny.
Nie powodują one zmian oryginału. System gwarantuje zabezpieczenie oryginału zdjęcia
przed jakąkolwiek trwałą ingerencja – i tylko taki system może być stosowany w
praktyce laboratoryjnej.
92
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Oko ludzkie wspomagane jest różnymi narzędziami,
którymi dysponuje aplikacja, umożliwiającymi bardziej
obiektywną i bardziej dokładną ocenę . Do dyspozycji
są: narzędzia umożliwiające obrót o dowolny kąt we
wszystkich możliwych kierunkach, narzędzia ROI
umożliwiające analizę wyciętych fragmentów obrazu,
narzędzia umożliwiające dokładne pomiary liniowe i
kątowe, pomiary gęstości optycznej lub SNR w
obszarach wyznaczonych wskaźnikiem myszki.
Elektroniczne markery umożliwiają bezpośrednio na
radiogramie opisywanie ujawnionych niezgodności
spawalniczych. Opisane narzędzia ułatwiają podjęcie
decyzji i jej należyte udokumentowanie. Możliwość
sporządzenia bezpośrednio po ocenie tzw. raportu
roboczego umożliwia sprawną dystrybucję informacji w relacji laboratorium badań
nieniszczących – wykonawca konstrukcji. Szczególnie jest to ważne przy planowaniu i
prowadzeniu naprawy. Wszystkie te operacje można przeprowadzać na obrazach cyfrowych
zapisywanych w zbiorach tymczasowych. Przypisane obrazom informacje mogą być na tym
etapie weryfikowane i poprawiane.
Do działania na zbiorach tymczasowych uprawniony jest zazwyczaj najniższy szczebel w
hierarchii użytkowników. Dopiero autoryzacja wykonana przez Supervisora „na sztywno”
wiąże wszystkie informacje z obrazem cyfrowym i zapisuje je razem z obrazem w katalogach
charakterystycznych dla danych projektów. Dopiero z tego poziomu możliwe jest
archiwizowanie w ściśle określonym systemie umożliwiającym następnie szybkie
wyszukiwanie wskazanych zdjęć ze zbiorów archiwalnych. Supervisor na etapie autoryzacji
weryfikuje ocenę i wszystkie przypisane obrazowi informacje. Przy podejmowaniu decyzji
może korzystać z dodatkowych narzędzi takich jak:
zdefiniowane katalogi niezgodności spawalniczych,
zdefiniowane katalogi spawaczy
zdefiniowane katalogi procesów spawalniczych
Na tym etapie możliwe jest wnoszenie dodatkowych informacji dotyczących zakresu badania,
długości badanego odcinak, długości odcinka ocenianego. Możliwe jest również wnoszenie
93
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
własnych komentarzy i uwag. Korzystając z elektronicznych pomocy typu linijki, wzorce
średnic i powierzchni [Flaw Gauge] można precyzyjnie określać wymiary niezgodności oraz
ich lokalizację na radiogramie definiowaną współrzędnymi płaskiego układu współrzędnych.
Wszystkie te informacje są dostępne przy przeglądaniu autoryzowanych zdjęć przez audytora.
5. Radiografia komputerowa – pomiar ubytków korozyjnych
W funkcjach pomiarowych aplikacja DR3000 obok operacji typu: kalibracja długości,
kalibracja gęstości optycznej, profil liniowy i zaawansowany profil liniowy, histogram,
pomiar długości, zawiera bardzo użyteczne narzędzie – pomiar grubości rur i płyt na
podstawie wykonanego cyfrowego zdjęcia rentgenowskiego.
Do wyznaczania grubości ścianek rur (również izolowanych – bez konieczności demontażu
izolacji) wykorzystywana jest metoda radiografii profilowej lub tangensowej, a do
wyznaczania ubytków korozyjnych na płytach metoda przenikanej grubości materiału. W obu
przypadkach stosowana jest technika prześwietlania prostopadłego [rys. 12 wg PN-EN 1435
dla rur i rys. 1 wg PN-EN 1435 dla elementów płaskich]. Należy zaznaczyć, że w przypadku
badania zjawisk korozyjnych na podstawie cyfrowych radiogramów najważniejszym w
94
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
procesie jest etap ekspozycji. Wymagana jest w tym miejscu reżimowa dyscyplina
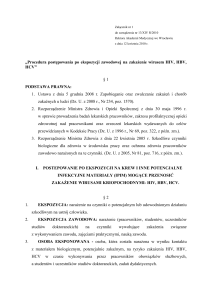
technologiczna. Geometria naświetlania ma
decydujący wpływ na dokładność pomiaru.
W radiografii profilowej ważne jest, aby oś
główna wiązki promieniowania leżała w
jednej z płaszczyzn symetrii [pionowej]
rury i jednocześnie była prostopadła do
drugiej płaszczyzny symetrii [poziomej]
rury. Detektor promieniowania [błona
rentgenowska w kasecie lub płyta
obrazowa]
musi
być
umieszczona
prostopadle do osi głównej wiązki
promieniowania.
Precyzyjnego
wyznaczenia i odnotowania wymaga
również odległość źródło – detektor. Jeżeli
ocenie podlega grubość rury izolowanej
należy zawsze wykonać dwie ekspozycje
[kierunki naświetlania co 900] w celu
określenia ułożenia rury w izolacji. Nie
centryczne ułożenie rury wymaga korekty
wielkości geometrycznych wprowadzanych
jako wejściowe do obliczeń. Metoda radiografii profilowej znajduje zastosowanie do badania
grubości rur o średnicach zewnętrznych nie większych niż 150 mm i grubości ścianki nie
większej niż 8 mm. W pozostałych przypadkach należy stosować metodę radiografii
tangensowej, która różni się tym, że oś główna wiązki promieniowania jest prostopadła do
poziomej płaszczyzny symetrii rury i styczna do zewnętrznej powierzchni rury. W zasadzie
nie ma specjalnych wytycznych co do źródeł promieniowania. Możliwe jest stosowanie
zarówno aparatów rentgenowskich jak również defektoskopów izotopowych. Problem leży w
tym, aby uzyskać w miarę wyraźne – nie rozmyte krawędzie zarówno wewnętrzne jak i
zewnętrzne. Należy znaleźć kompromis pomiędzy wymiarem źródła promieniowania, czasem
ekspozycji i energią promieniowania. Najlepsze rezultaty uzyskuje się przy małym źródle
promieniowania, krótkim czasie ekspozycji i dużej energii promieniowania. Gęstość optyczna
w odróżnieniu do badania spoin w tym przypadku jest wielkością wtórną, ważne jest, aby
uzyskać obraz zarysowanych nie rozmytych krawędzi – wykrywalnych przy pomocy profilu
liniowego. Lepsze rezultaty uzyskuje się przy stosowaniu defektoskopów izotopowych ze
źródłem Ytb, Se75, Ir192, Co60. Zastosowanie aparatów rentgenowskich ograniczone jest do
wymiarów źródła 2,5x2,5 i energii promieniowania do 300 kV [5].
Przy doborze źródła promieniowania, ściślej energii
promieniowania należy uwzględnić tzw. grubość krytyczną .
Jest to największa grubość przez którą przechodzi cząstka
promieniowania
rentgenowskiego.
W
niektórych
przypadkach grubość krytyczna wykluczy zastosowanie
aparatu rentgenowskiego i może ograniczyć stosowanie
źródeł izotopowych [Ir192 – Pkmax=80 mm a Co60 –
Pkmax=180 mm]. Jeżeli w rurze znajduje się medium –
należy również przy określaniu warunków ekspozycji
uwzględnić współczynnik osłabienia promieniowania [5].
Przy dokonywaniu pomiarów liniowych – pomiarów
grubości na podstawie cyfrowego obrazu rentgenowskiego ważna jest wcześniejsza kalibracji
tzn. przypisanie określonej liczbie pikseli obrazu określonej znanej wielkości liniowej
95
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
długości. Do tego celu można wykorzystać wzorce pręcikowe – odległość miedzy pręcikami
wynosi 5 mm, można wykorzystać znaną wielkość średnicy zewnętrznej rury. Można również
wykorzystać specjalny przyrząd GammaGauge [5], który w obrazie rentgenowskim
przedstawia podziałkę liniową, którą można wykorzystać do kalibracji.
Wszystkie te aspekty muszą być uwzględnione w procedurze badania ubytków korozyjnych
łącznie z walidacją tej metody. W niniejszym artykule zostały one tylko zasygnalizowane.
Przy badaniu grubości ścianek rur, jeżeli zdjęcie rentgenowskie posiada wymagana
jakość – tzn. wyraźnie rysują się krawędzie zewnętrzne, można do kalibracji wykorzystać
średnicę zewnętrzną rury. Bardzo pomocny w tym zakresie jest profil liniowy – opisywany
wyżej. Procedura kalibracji jest bardzo prosta .
Znacznik - przerywana linia pionowa (lewa zewnętrzna krawędź rury) i ciągła linia pionowa
(prawa zewnętrzna krawędź rury) ustawiamy w pozycjach stycznych do linii profilu
liniowego poprowadzonego prostopadle do krawędzi rury. Tak wyznaczonemu dystansowi
przypisujemy znaną średnicę zewnętrzną rury tzn. wielkości liniowej 546 pikseli
przypisujemy jak w przytoczonym przykładzie wielkość
96
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
20.6 mm.
W tym momencie wystarczy ustawić pozycję punktu startowego pomiarów i system
automatycznie uruchamia pomiar grubości ścianki rury na podstawie analizy profilu
liniowego poprowadzonego tylko poprzez jedna ściankę rury (Rys. 34). Po pomiarze istnieje
możliwość wygenerowania raportu z pomiaru. Na tej samej zasadzie działa pomiar
wykorzystujący geometrię metody tangensowej.
Dla zaprezentowanej w artykule próbki – rura o średnicy zewnętrznej D z=26,6 mm i grubości
ścianki w=2,7 mm przedstawiono w tabeli wyniki pomiarów dokonane dwiema metodami
nieniszczącymi: pomiar grubości metoda ultradźwiękową i pomiar grubości metoda
radiografii profilowej. Zbieżność wyników pretenduje tą metodę do pełnego wdrożenie i
stosowania w badaniu zjawisk korozyjnych.
97
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Przy metodzie przenikanej grubości – pomiar ubytków korozyjnych płyt – poszczególnym
obszarom stopni szarości przypisujemy znane grubości np. wzorca schodkowego oraz kolory,
które będą daną grubość reprezentować. W efekcie otrzymujemy mapę ubytków korozyjnych
badanego elementu.
6. Wnioski
Nowe systemy cyfrowe dostosowane do wymogów NDT są odpowiednie do zastąpienia
radiografii klasycznej, w której detektorem jest błona rentgenowska. Istnieją spełniające
wymagania detektory cyfrowe w postaci płyt IP oraz detektory DDR, które wymagają jeszcze
dopracowania, ale to tylko kwestia czasu. Istnieją również normy, które umożliwiają
zastosowanie radiografii cyfrowej w przemyśle.
Podstawowymi parametrami dla obrazów po digitalizacji radiogramów klasycznych i
obrazów pochodzących z cyfrowych detektorów są: znormalizowane SNRN oraz podstawowa
rozdzielczość przestrzenna SRb. Wartości graniczne SNRN do klasyfikacji można znaleźć w
normach przedmiotowych.
Należy jednak pamiętać, że maksymalne możliwe do uzyskania SNRN jest zasadniczo
ograniczone przez szum strukturalny stosowanych płyt obrazowych.
Obecnie, górna granica jakości obrazu jest determinowana przez niejednorodności w
materiale badanej części, ale nie jest już determinowana przez technikę detekcji. Wysoka
czułość kontrastowa może skompensować niewystarczające SR b. Przy wysokiej czułości
kontrastowej drobne niezgodności o wielkości mniejszej niż piksel detektora dają
wystarczający kontrast, aby można je było dostrzec.
98
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Dostosowane filtry górnoprzepustowe mogą nawet zwiększyć widoczność niezgodności.
Należy stosować wzorce IQI, aby sprawdzić spodziewaną czułość kontrastową materiału.
Radiografia komputerowa otwiera nową erę metody rentgenowskiej w diagnostyce
technicznej. To początek ogromnych możliwości jakie przynosi komputeryzacja metody.
Decyzja o wyborze systemu musi być poprzedzona analizą celów. Ważne jest aby system
umożliwiał również pełną ewidencję badań metodą rentgenowską. Ewidencję pozwalającą na
prowadzenie różnego rodzaju analiz jakościowych.
Należy jednak mieć na uwadze, radiografia komputerowa wymusza pewne zmiany w
organizacji laboratorium ułatwiając w następstwie przejście w nowoczesne techniki.
Podsumowując, pomimo wysokich kosztów wdrożenia system radiografii komputerowej
cechuje się wymiernymi korzyściami:
1. archiwizacja na nośnikach cyfrowych pozwala zachować obraz w niezmienionej
postaci w odróżnieniu od „starzejących” się radiogramów, umożliwia wykonywanie
dowolnej ilości kopi jednakowej jakości w dowolnym czasie, umożliwia w ramach
systemy archiwizacji sprawne wyszukiwanie interesujących nas obrazów z pełnym
zasobem informacji przypisanych danemu obrazowi.
2. ułatwiona ocena obrazów poprzez możliwość stosowania wygodnych narzędzi
elektronicznych umożliwiających dokładny pomiar wielkości charakterystycznych
niezgodności. Ocena z subiektywnej staje się bardziej obiektywna, staje się bardziej
ilościowa.
3. wzbogacanie raportu z badań rentgenowskich poprzez dołączenie płyty CD ze
zbiorem radiogramów w formie cyfrowej
4. możliwość automatycznej oceny radiogramów poprzez wykorzystanie sztucznej
inteligencji, możliwość zastosowania systemów eksperckich
5. teleradiologia – diagnozowanie i dystrybucja za pośrednictwem Internetu lub za
pośrednictwem sieci globalnej poprzez udostępnienie zasobów na serwerze
laboratorium – kontrolowany dostęp do zasobów.
6. unowocześnienie szkolenia. Możliwość stworzenia systemu egzaminowania personelu
w oparciu o ocenę z monitora
7. możliwość tworzenia modeli trójwymiarowych - rekonstrukcja na bazie wymiarów
charakterystycznych
8. możliwość wykorzystania metod radiograficznych w badaniu zjawisk korozyjnych.
Szczególne przeznaczenie to monitoring zjawisk korozyjnych systemów rurowych w
rafineriach, petrochemiach, elektrowniach, zakładach chemicznych – bez konieczności
demontażu izolacji rur.
9. zastąpienie techniki wielu błon, przy badaniu elementów o zróżnicowanej grubości –
technika jednej ekspozycji.
99
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010”
23 - 25 sierpnia 2010 r.
Literatura
[1]
Adam Wocial: Radiografia cyfrowa – obecne możliwości oraz kierunki dalszego
rozwoju, Dozór Techniczny nr 6 z 2008 roku
[2]
U.Ewert, J.Beckmann: BAM Workshop DIR-2008. Theory and Demonstration on
Digital Industrial Radiology and Computer Simulation, Berlin – November 1720.2008
[3]
Tomasz Chady: Automatic defect detection and recognition, FilmFree European
Project FP6
[4]
W.Malina, M.Smiatacz: Metody cyfrowego przetwarzania obrazów, Akademicka
Oficyna Wydawnicza EXIT, Warszawa 2005.
[5]
Sc.Sood: Corrosion and Conditio Monitoring with Digital Radiography. CIT –
Computerised Information Technology LTD, Milton Keynes, United Kingdom
[6]
G.Jezierski, Radiografia przemysłowa, Wydawnictwo Naukowo Techniczne,
Warszawa 1993
[7]
J.Kielczyk, Radiografia przemysłowa. Techniki badania z obrazem cyfrowym.
Wydawnictwo – Biuro Gamm
[8]
PN-EN 14784-1 Badania nieniszczące. Radiografia przemysłowa z użyciem
pamięciowych luminoforowych płyt obrazowych. Część 1: Klasyfikacja systemów
[9]
PN-EN 14784-2 Badania nieniszczące. Radiografia przemysłowa z użyciem
pamięciowych luminoforowych płyt obrazowych. Część 2: Ogólne zasady
radiograficznych badan materiałów metalowych za pomocą promieniowania X i
gamma
[10] ISO/WD 17636-2 Non destructive testing of welds. Radiographic examination of
welded joints. Part 2: X and gamma ray techniques with digital detectors. [Secretariat:
ANSI – 2009]
100