Nr 48
Prace Naukowe Instytutu Maszyn, Napędów i Pomiarów Elektrycznych
Politechniki Wrocławskiej
Studia i Materiały
Nr 20
Nr 48
2000
stale niemagnetyczne,
pomiary przenikalności magnetycznej,
pomiary rezystywności
Jerzy BAJOREK*, Józef KOLASA*
STALE AUSTENITYCZNE W BUDOWIE MASZYN ELEKTRYCZNYCH
– WŁAŚCIWOŚCI, BADANIA
Stosowane w budowie maszyn elektrycznych niemagnetyczne stale austenityczne o
gwarantowanych właściwościach paramagnetycznych są drogie i trudno dostępne. Na rynku
dominującą ilościowo grupę wśród stali austenitycznych stanowią stale austenityczne odporne na
korozję. Ich właściwości elektryczne i magnetyczne nie są kontrolowane. W ramach prezentowanej
pracy podjęto badania tych właściwości stali austenitycznych w gatunku 1H18N9T i 08H18N10T.
Badania wykonano na próbkach materiałów według standardowych metod i procedur pomiarowych,
określonych odpowiednimi normami. Otrzymane wyniki pomiarów kilkudziesięciu próbek mogą
stanowić podstawę oceny przydatności materiałów wykonanych z wyżej wymienionych gatunków
stali do budowy maszyn elektrycznych. Wyniki te stanowiły również podstawę do opracowania przez
autorów rodziny przyrządów do kontroli, metodą nieniszczącą, przenikalności magnetycznej zarówno
materiałów, jak i elementów maszyn z nich wykonywanych.
1. WSTĘP
Stale austenityczne, oprócz dużej wytrzymałości mechanicznej, charakteryzuje:
odporność na działanie żrące substancji chemicznych (odporność na korozję, nierdzewność,
kwasoodporność), odporność na działanie wysokich temperatur (żaroodporność,
żarowytrzymałość) oraz gorsze właściwości magnetyczne (niemagnetyczność). Wymienione
cechy powodują, że elementy pomocnicze maszyn elektrycznych pracujące w silnych,
przemiennych polach magnetycznych oraz przy dużych obciążeniach mechanicznych, jak
np. pierścienie dociskowe magnetowodu turbogeneratora, są wykonywane ze stali
austenitycznych.
Straty na ciepło wywołane polem elektromagnetycznym działającym na określony
element maszyny zależą w dużym stopniu od właściwości magnetycznych stali, a ściślej od
ilości i wielkości obszarów o właściwościach ferromagnetycznych (np. ferrytu)
występujących w austenicie. W budowie maszyn elektrycznych wymaga się, aby
_____________
* Instytut Maszyn, Napędów i Pomiarów Elektrycznych Politechniki Wrocławskiej, ul.
Smoluchowskiego 19, 50-372 Wrocław.
313
przenikalność magnetyczna względna elementów pomocniczych pracujących w
przemiennych polach magnetycznych o dużym natężeniu (10 kA/m) nie przekraczała
wartości 1,1, a elementów pracujących w polach o mniejszym natężeniu – 3, rzadziej 5.
Produkcja stali austenitycznej o gwarantowanych odpowiednich właściwościach jest
droga. W handlu jest dostępna w stosunkowo dużych ilościach austenityczna stal odporna na
korozję, ale jej właściwości elektryczne i magnetyczne nie są kontrolowane. W pracy
przedstawiono wyniki pomiarów przenikalności magnetycznej i konduktywności stali
austenitycznej odpornej na korozję w gatunku 1H18N9T i 08H18N10T oraz ocenę
przydatności do produkcji elementów maszyn elektrycznych. Omówiono również przyrządy
przenośne, opracowane przez autorów, umożliwiające kontrolę metodą nieniszczącą
przenikalności magnetycznej zarówno materiałów (np. prętów, blach), jak i gotowych
elementów maszyn.
2. AUSTENITYCZNE STALE NIEMAGNETYCZNE
Stale niemagnetyczne na potrzeby elektrotechniki powinny mieć właściwości
paramagnetyczne, tzn. ich przenikalność magnetyczna względna powinna osiągać wartości
nieco większe od jedności. Czyste żelazo w postaci alotropowej wykazuje właściwości
paramagnetyczne jedynie w wysokich temperaturach w granicach od około 1180 K do ok.
1660 K. Żelazo techniczne, zawierające niewielkie ilości domieszek trudnych do
całkowitego usunięcia, jest paramagnetyczne, gdy występuje w postaci mieszaniny
eutektycznej złożonej z nasyconego roztworu stałego węgla w żelazie zwanej austenitem.
W czystych stopach żelaza z węglem austenit występuje w temperaturze powyżej 996 K.
Poniżej tej temperatury austenit jest nietrwały – ulega eutektoidalnemu rozpadowi na
mieszaninę ferrytu (Fe) i cementytu (Fe3C), a stop staje się ferromagnetykiem. Domieszki
manganu, niklu i kobaltu rozszerzają w stopach z żelazem obszary fazy żelaza. Przy
odpowiedniej zawartości domieszki stop ma jednofazową strukturę austenityczną, od
temperatury solidusu (końca krzepnięcia) do temperatury otoczenia. Domieszki zaś chromu,
wanadu, aluminium, krzemu, tytanu pomniejszają obszar fazy na korzyść fazy żelaza.
Tak więc odpowiednim doborem składników stopowych można kształtować właściwości
fizyczne i chemiczne stopu warunkujące jego zastosowanie. Stale niemagnetyczne są
stopami żelaza o strukturze austenitycznej, nie zawierającymi ferrytu oraz nie podlegającymi
przemianie martenzytycznej w wyniku odkształceń plastycznych. Najczęściej jako stale
paramagnetyczne stosuje się niskowęglowe stale chromowe lub stale chromowo-niklowe z
dodatkiem manganu, stabilizującego austenit w niskich temperaturach; są to stale np. w
gatunku G18H3 lub H12N11G6 [4]. Dodając chrom i nikiel do stopu żelaza z węglem
kształtuje się nie tylko jego właściwości magnetyczne, ale również np. odporność na korozję
lub odporność na wysokie temperatury. Stale austenityczne odporne na korozję zawierają
najczęściej ok. 18% Cr i ok. 8% Ni, np. gatunek 1H18N9T. Stale austenityczne odporne na
wysoką temperaturę mają większą zawartość dodatków: Cr – do 26%, Ni – do 36%.
Właściwości magnetyczne stali austenitycznych odpornych na korozję lub wysoką
temperaturę mogą spełniać wymagania stawiane stalom niemagnetycznym. Spośród stali
314
austenitycznych na rynku występuje w największych ilościach stal odporna na korozję, ze
względu na duże możliwości zastosowań.
3. PRZEDMIOT I WYNIKI BADAŃ
Na podstawie rozeznania dokonanego przez autorów, do budowy elektrycznych
maszyn wirujących i transformatorów dużej mocy niezbędny jest dość szeroki asortyment
materiałów wykonanych ze stali niemagnetycznych. Są to przede wszystkim pręty
(walcowane lub ciągnione) o przekroju poprzecznym w kształcie koła, sześciokąta lub
prostokąta oraz blachy. Zróżnicowane są też wymiary geometryczne. Średnice prętów
okrągłych są zawarte w przedziale (16–65) mm, a grubości blach – (1–54) mm. Elementy o
skomplikowanych kształtach lub dużych wymiarach geometrycznych, jak np. pierścienie
dociskowe magnetowodu stojana turbogeneratora, są wykonywane metodą odlewania.
Wszystkie elementy w procesie produkcji podlegają obróbce skrawaniem, a niektóre z nich
są łączone poprzez spawanie. Obróbka skrawaniem i spawanie mogą wywołać zmiany
eutektoidalne austenitu, a w konsekwencji pogorszenie właściwości paramagnetycznych. Ze
stali niemagnetycznych wykonuje się elementy maszyny znajdujące się poza drogą
głównego strumienia magnetycznego, ale poddane działaniu przemiennych magnetycznych
pól rozproszenia o dużym natężeniu (do 10 kA/m). Wartości natężenia pól rozproszenia
magnetycznego są zróżnicowane, dlatego należy dobierać materiał na wykonanie danego
elementu pod względem właściwości magnetycznych i elektrycznych. Jak wykazało
rozeznanie większość niemagnetycznych elementów maszyn wykonuje się ze stali odpornej
na korozję w gatunku 1H18N9T i 08H18N10T, rzadziej ze stali niemagnetycznej w gatunku
G18H3 lub odlewa ze staliwa odpornego na korozję w gatunku L0H18N10M.
Na zlecenie firmy ABB Dolmel Ltd. i ABB Elta Ltd. autorzy wykonali pomiary
przenikalności magnetycznej i konduktywności 54 próbek materiałów w gatunku 1H18N9T
i 08H18N10T. Próbki pobrano z prętów (15 szt.) i z blach (39 szt.). Próbki pobrane z
prętów miały przekrój poprzeczny w kształcie koła o średnicy 8 mm lub 16 mm i długość
odpowiednio 200 mm i 300 mm. Próbki blach miały postać prętów o przekroju poprzecznym
w kształcie prostokąta o wymiarach: (grubość blachy 34) mm i długość 400 mm. Badano
blachy o grubości znamionowej: 6, 8, 10, 12, 16, 20 i 25 mm. Pomiary konduktywności
wykonano metodą pośrednią mierząc, śrubą mikrometryczną wymiary geometryczne próbki
oraz rezystancję próbki mostkiem prądu stałego. Błąd względny pomiaru konduktywności
nie przekraczał wartości 1%. Przenikalność magnetyczną względną próbki mierzono
metodą indukcyjną w układzie przedstawionym w amerykańskiej normie [1]. W wyniku
pomiaru otrzymywano wartość magnetyzacji Bw próbki i wartość natężenia pola
magnesującego H. Wartość przenikalności magnetycznej względnej obliczano ze wzoru
r 1
Bw
0 H
(1)
315
Błąd względny pomiaru przenikalności r przyjmuje wartość od 4% do 10% zależnie od
wartości r. Pomiary przenikalności wykonano w polach magnetycznych stałych i
przemiennych o częstotliwości 50 Hz.
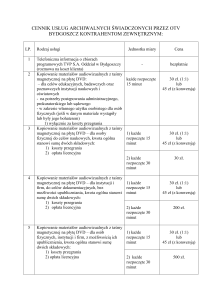
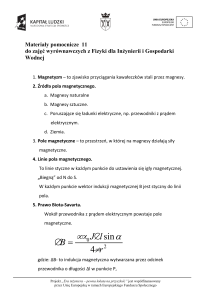
Przykładowe wyniki pomiarów zestawiono w tabeli 1 i przedstawiono na wykresach
rys. 1. Wartość konduktywności próbek jest zawarta w przedziale (1,30–1,45) MS/m i nie
wykazuje związku z przenikalnością magnetyczną r próbki. Z wykresów przedstawionych
na rys. 1 można zauważyć, że kształt krzywych r = f(H) uzyskanych dla badanych próbek
stali austenitycznej przypomina kształt krzywej uzyskiwanej dla materiałów
ferromagnetycznych. Jednocześnie daje się zauważyć, że przy rosnącej wartości maksimum
przenikalności magnetycznej występuje ono przy coraz mniejszej wartości natężenia pola
magnetycznego.
Tabela 1. Dane i wyniki pomiarów konduktywności i przenikalności magnetycznej
wybranych próbek stali austenitycznej
Dane próbki
wymiary w mm
gatunek
stali
nr a(d)
b
l
3 16 – 299
6 16 – 299
13 16 – 303
1H18N9T 20
8 34 400
23
10 34 400
29
16 34 400
38
8 34 400
42
10 34 400
44
12 34 400
08H18N10T 46
16 34 400
48
16 34 400
50
20 34 400
53
25 34 400
a)
MS/m
1,35
1,43
1,34
1,44
1,43
1,37
1,28
1,40
1,32
1,42
1,42
1,43
1,30
r
H
max
r,max
pocz.
10 kA/m
–
kA/m
–
–
1,0080
2,37
1,017
1,075
1,21
3,78
1,0039
1,21
2,00
1,033
1,017
1,050
1,56
24,0
1,50
4,50
17,5
2,10
3,10
22,5
9,80
4,90
7,00
17,5
6,90
4,90
b)
r
1,0060
1,99
1,012
1,035
1,15
2,70
1,0030
1,12
1,73
1,022
1,010
1,038
1,39
1,0077
1,75
1,0144
1,067
1,16
2,90
1,0037
1,21
1,88
1,033
1,016
1,049
1,51
30 kA/m 90 kA/m
–
–
1,0064
1,44
1,0120
1,066
1,10
2,30
1,0034
1,17
1,64
1,026
1,017
1,045
1,42
1,0092
1,20
1,0090
1,040
1,060
1,64
1,0022
1,11
1,35
1,014
1,0090
1,029
1,28
316
r
1.08
r
4.0
1.07
46
3.5
1.06
29
3.0
1.05
20
1.04
2.5
1.03
6
50
1.02
2.0
44
13
48
1.01
38
1.00
0
10
20
30
53
1.5
3
H
kA/m
42
23
1.0
0
10
H
20
30
kA/m
Rys. 1. Zależność przenikalności magnetycznej względnej wybranych próbek stali austenitycznej:
a – r w przedziale (1,0–1,1); b – r w przedziale (1,1–4,0).
Uwaga. Liczby przy krzywych oznaczają numer kolejny próbki (tabela 1)
Fig. 1. The relationship of the relative magnetic permeability of the selected austenite steel samples:
a – r in the range of (1,0–1,1), b – r in the range of (1,1–4,0). Caution. The numbers next to the curves
indicate the serial number of a sample (table 1)
Zaobserwowane cechy krzywej r = f(H) badanych próbek zdają się świadczyć o
występowaniu niewielkich obszarów o właściwościach ferromagnetycznych zmieniających
wypadkową przenikalność stali austenitycznej. Maksymalna wartość przenikalności jest
bardzo zróżnicowana i jest zawarta w przedziale (1,003–3,78). Różnice między wynikami
pomiarów przenikalności magnetycznej określonej próbki otrzymane podczas
magnesowania prądem stałym i przemiennym o częstotliwości 50 Hz nie przekraczają
błędów pomiaru. Nie zauważono również zmian przenikalności magnetycznej wskutek
frezowania i szlifowania próbek oraz wyżarzania w temperaturze ok. 700 K w czasie 10
godzin.
4. KONTROLA PRZENIKALNOŚCI MAGNETYCZNEJ MATERIAŁÓW
I ELEMENTÓW MASZYN WYKONANYCH ZE STALI NIEMAGNETYCZNEJ
Wyniki pomiarów przenikalności magnetycznej przedstawione w punkcie 3 wskazują
na możliwość występowania znacznych różnic właściwości magnetycznych w ramach
jednego gatunku stali odpornej na korozję. Ponadto wartość przenikalności zależy
nieliniowo od wartości natężenia pola magnesującego. Optymalny dobór materiału do
wykonania danego elementu może nastąpić na podstawie kontroli właściwości
magnetycznych materiału lub półproduktu wyjściowego. Istnieje również potrzeba kontroli
właściwości magnetycznych na poszczególnych etapach procesu produkcji elementu,
podyktowana możliwością pogorszenia tych właściwości poza dopuszczalne granice.
Jednocześnie przez użytkowników są preferowane metody nieniszczące, nie wymagające
317
poboru próbek. W wielu przypadkach wymaga się kontroli lokalnej, określonych
fragmentów elementu. Dotyczy to w szczególności elementów o dużych wymiarach
geometrycznych, w których mogą występować lokalne obszary o zwiększonej
przenikalności magnetycznej, powodujące miejscowe przegrzanie elementu. Autorzy
opracowali, wykonali i wdrożyli do praktyki przemysłowej kilkanaście różnych modeli
analogowych i cyfrowych przyrządów do kontroli przenikalności stali niemagnetycznych
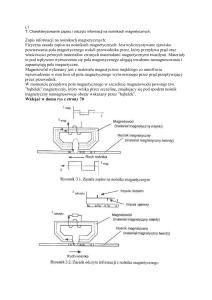
metodą nieniszczącą [2, 3]. Przyrządy mają czujnik reluktancyjny o otwartym obwodzie
magnetycznym (rys. 2). Sygnał wyjściowy czujnika, gdy czujnik znajduje się w powietrzu,
jest
kompensowany
do
zera.
Ustawienie
czujnika
G
Np
S
U/I
PS
Ns
DA
A
LR
F
A/D
LCD
Object
Obiekt
Rys. 2. Schemat blokowy przyrządu z czujnikiem reluktancyjnym do kontroli przenikalności magnetycznej
stali niemagnetycznej; G – generator, U/I – przetwornik napięcie–prąd, S – czujnik, PS – przesuwnik
fazowy, A – wzmacniacz, DA – wzmacniacz różnicowy, LR – prostownik liniowy, F – filtr
dolnoprzepustowy,
A/D – przetwornik analogowo-cyfrowy, LCD – wskaźnik ciekłokrystaliczny
Fig. 2. Block diagram of the device with reluctance sensor designed to measure the magnetic permeability of
weakly magnetic steel; G – the generator, U/I – voltage-current converter, S – the sensor, PS – phase shifter,
A – the amplifier, DA – differential amplifier, LR – linear rectifier, F – low-pass filter, A/D – analoguedigital converter, LCD – liquidcrystal display
nabiegunnikami na obiekcie badanym powoduje pojawienie się na wyjściu czujnika napięcia
proporcjonalnego do przenikalności magnetycznej obiektu. Zakres pomiaru przenikalności
magnetycznej względnej przyrządu jest zależny od typu i wynosi najczęściej: 1–3 przy
rozdzielczości 0,01. Błąd pomiaru przenikalności zależy od wartości mierzonej
przenikalności i mieści się w przedziale (5–10)%. Wzorcowanie przyrządu jest wykonywane
za pomocą kilku wzorców materiałowych o różnej przenikalności. Wzorce materiałowe
mają postać pręta o przekroju poprzecznym w kształcie prostokąta lub kwadratu o
wymiarach np. (1010300) mm i są wykonane z tego samego gatunku stali co badany
materiał lub element. Taki kształt wzorca umożliwia wyznaczenie jego charakterystyki r =
f(H) metodą indukcyjną, zgodnie z normą [1]. Robocze natężenie pola magnetycznego
czujnika w powietrzu wynosi (0,5–1) kA/m, zależnie od typu przyrządu. Powierzchnia styku
magnetowodu czujnika z obiektem badanym mieści się w zarysie o wymiarach: (1–3)8
mm, zależnie od czujnika. Najmniejszą powierzchnię styku mają czujniki przeznaczone do
kontroli spawów stali niemagnetycznych. Małe wymiary czujnika umożliwiają kontrolę
rozkładu przenikalności obiektu badanego. Wadą czujnika reluktancyjnego o małych
wymiarach jest mała głębokość wnikania pola magnetycznego czujnika do obiektu badanego
oraz pewna zależność rozkładu przestrzennego pola magnetycznego od przenikalności
obiektu. Wady te są częściowo pomniejszane w procesie wzorcowania za pomocą wzorców
materiałowych. Możliwość zasilania bateryjnego przyrządu stwarza warunki wykonywania
pomiarów na składowiskach materiałów już u wytwórcy, a w konsekwencji wybór materiału
318
spełniającego wymagania nabywcy. Stosowanie kontroli międzyoperacyjnych umożliwia
eliminowanie z procesu produkcji elementy o przenikalności magnetycznej przekraczającej
dopuszczalne granice.
5. UWAGI I WNIOSKI KOŃCOWE
Stale austenityczne są wykorzystywane do produkcji materiałów i półwyrobów o
właściwościach specjalnych, takich jak np. odporność na korozję, odporność na wysokie
temperatury, niemagnetyczność itp. Jak wykazały badania stali austenitycznych odpornych
na korozję w gatunku 1H18N9T i 08H18N10T występują znaczne różnice właściwości
magnetycznych. Wartości przenikalności magnetycznej względnej 54 próbek badanych
mieszczą się w przedziale 1,003–3,8. Stwierdzono nieliniową zależność przenikalności
magnetycznej stali od natężenia pola magnetycznego, przy czym próbki o większej
przenikalności charakteryzuje większa nieliniowość. Kształt krzywej r = f (H) badanych
stali austenitycznych jest podobny do kształtu tej krzywej uzyskiwanej dla
ferromagnetyków. Im większa jest przenikalność badanego materiału, tym wyraźniej
zarysowuje się maksimum krzywej. Ponad 11% próbek badanych ma wartość przenikalności
magnetycznej względnej mniejszą niż 1,01, a ponad 35% – mniejszą niż 1,1. Można więc
wśród wyrobów ze stali odpornej na korozję znaleźć takie, których właściwości
magnetyczne spełniają wymagania stawiane stalom niemagnetycznym przeznaczonym do
budowy maszyn elektrycznych. Kontrolę właściwości magnetycznych i wybór odpowiednich
materiałów najlepiej wykonywać już u wytwórcy. W celu eliminacji z procesu produkcji
elementów, których przenikalność wzrosła ponad dopuszczalne granice, należy wykonywać
kontrolę międzyoperacyjną. Autorzy opracowali, wykonali i wdrożyli do praktyki
przemysłowej kilkanaście różnych modeli przyrządów, analogowych i cyfrowych,
umożliwiających kontrolę przenikalności magnetycznej materiałów i wyrobów ze stali
austenitycznej. Przyrządy te mają na ogół zakres przenikalności magnetycznej względnej od
1 do 3, rozdzielczość – 0,01, a błąd pomiaru – (4–10)%, zależnie od wartości
przenikalności. Pomiar jest wykonywany metodą nieniszczącą.
LITERATURA
[1] ASTM A342, Standards Methods of Test for Permeability of Feebly Magnetic Materials, 1995.
[2] BAJOREK J., KOLASA J., Cyfrowy miernik przenikalności magnetycznej względnej stali
niemagnetycznych, III Krajowe Sympozjum Pomiarów Magnetycznych, Zeszyty Naukowe Politechniki
Świętokrzyskiej, Elektryka E26, Kielce 1991, s. 15–18.
[3] BAJOREK J., KOLASA J., Miernik przenikalności magnetycznej względnej spawów stali
niemagnetycznych metodą nieniszczącą, V Krajowe Sympozjum Pomiarów Magnetycznych, Zeszyty
naukowe Politechniki Świętokrzyskiej, Elektryka, Kielce, 1997, s. 28–33.
[4] REINBOTH H., Technologie und Anwendung magnetischer Werkstoffe, VEB Verlag Technik, Berlin,
1970.
AUSTENITE STEELS IN BUILDING OF ELECTRICAL MASCHINES – PROPERTIES AND TESTING
319
The non-magnetic austenite steel with guaranteed paramagnetic properties, applied in building of
electrical machines, are expensive and barely accessible. The corrosion-resistant austenite steels are the
quantitatively prevailing among austenite steels. Their magnetic and electrical properties are not controlled.
The scope of presented work deals with these properties of the austenite steels with grades of 1H18N9T and
08H18N10T. The measurements were performed for the material samples according to the standard methods
and measurement procedures, determined by adequate standards. The obtained results of measurements of
several dozen of samples can be used to evaluate the usability of materials, made of steel grade mentioned
above, for building the electrical machines. The authors have made the set of the devices designed to measure
magnetic permeability of both materials and machine elements by means of non-destructive method.