Prace IMŻ 1 (2010)
250
Wacław WITTCHEN
Instytut Metalurgii Żelaza im. St. Staszica
WYKORZYSTANIE TECHNIKI TERMOWIZYJNEJ
W HUTNICTWIE ŻELAZA I STALI
Przedstawiono możliwości wykorzystania techniki termowizyjnej jako bezinwazyjnej metody pomiarowej służącej
do badania rozkładu temperatury. Metoda ta może być wykorzystana w wielu dziedzinach nauki i techniki w tym
również w hutnictwie żelaza i stali. Przedstawiono istotę działania termowizji oraz podstawowe kierunki jej wykorzystania. Zaprezentowano możliwości wykorzystania techniki termowizyjnej w hutnictwie żelaza i stali jako metody
badawczej służącej do kontroli procesów technologicznych, oceny stanu urządzeń oraz ostrzegania przed awariami.
Jako wybrane przykłady wykorzystania termowizji w hutnictwie można podać: ocenę stanu wyłożeń ogniotrwałych
urządzeń hutniczych, ocenę strat cieplnych z pieców grzewczych, ocenę stanu zanieczyszczeń w magistralach przepływu gazu, kontrolę procesów stalowniczych, kontrolę procesów przeróbki plastycznej, śledzenie procesów nagrzewania
i chłodzenia oraz wiele innych aplikacji. Ponadto, wykorzystywanie techniki termowizyjnej w hutnictwie może się
przyczynić do podniesienia jakości wyrobów finalnych. Podkreślono nieinwazyjny charakter badań umożliwiający
wykonanie pomiarów bez zakłócania cyklu produkcyjnego i podczas normalnej pracy urządzeń, co ma duże znaczenie
przy występowaniu wysokich temperatur oraz niebezpiecznych obszarów.
Słowa kluczowe: termowizja, termografia, podczerwień, badania nieniszczące
APPLICATION OF THERMOVISION TECHNIQUE IN THE IRON
AND STEEL INDUSTRY
The paper presents potential of thermovision technique as a non-invasive measurement method used for examination of the temperature distribution. This method can be applied in numerous branches of science as well as in the iron
and steel industry. Significance of infra-red technology and basic manners of application thereof has been presented.
Possibilities of thermovision technique application in iron and steel industry as a research method used for control of
the industrial processes, evaluation of the state of the devices and break-down warning have been presented. Selected
examples of application of thermovision in metallurgy include: assesment of the state of the furnace lining, estimation
of heat losses in the heating furnaces, assessment of pollution level in gas mains, control of the steelmaking processes,
control of the plastic working, tracking of the heating and cooling as well as many other applications. Additionally,
usage of thermovision technique in metallurgy can improve quality of the final products. Non-invasive character of
the research was emphasized facilitating measurement without disturbing the production cycle and during normal
operations of devices, which is significant in the case when high temperatures occur and when measurements are
performed in dangerous areas.
Keywords: thermovision, thermography, infrared, non-invasive research
1. WSTĘP
Do oceny procesów technologicznych oraz zjawisk zachodzących w urządzeniach bardzo ważnym parametrem jest temperatura, która decyduje o prawidłowości
przebiegu tych procesów oraz wpływa na cechy użytkowe wielu wyrobów. Klasycznie stosowane metody
pomiaru temperatury np. termometry, termoelementy,
pirometry dają jedynie punktowy pomiar temperatury,
który nie zawsze jest wystarczający dla prawidłowej
oceny badanych obiektów, zwłaszcza w warunkach wymiany ciepła. W wielu przypadkach konieczne są informacje o rozkładzie temperatury wzdłuż określonej linii
lub na całej powierzchni badanego obiektu. Możliwości
takie stwarza metoda termowizji, która jest oparta na
obserwacji i zapisie rozkładu mocy promieniowania
podczerwonego wysyłanego przez każde ciało, którego
temperatura jest wyższa od zera bezwzględnego i prze-
kształceniu tego promieniowania na światło widzialne.
Ponieważ każde ciało, nawet ochłodzone promieniuje
w podczerwieni metodą tą można badać obiekty o dowolnej temperaturze. Istotną zaletą metody termowizyjnej jest nieinwazyjny charakter badań, który
w przypadku pomiarów przemysłowych nie zakłóca cyklu produkcyjnego. Ponadto w wielu przypadkach wykonanie badań podczas normalnej pracy instalacji lub
urządzenia jest warunkiem koniecznym do wykrycia
wadliwych obszarów. Wykonanie takich badań innymi metodami w praktyce jest bardzo trudne a w wielu
przypadkach niemożliwe.
Pole zastosowań techniki termowizyjnej jest bardzo
szerokie, niemal we wszystkich dziedzinach nauki
i techniki. Jako przykłady można wyróżnić: zastosowania techniczno przemysłowe, budownictwo, energetyka,
elektronika, chemia, chłodnictwo, ekologia, medycyna,
badania naukowe, zastosowania specjalne i w wielu in-
Prace IMŻ 1 (2010)
Wykorzystanie techniki termowizyjnej ...
nych dziedzinach wszędzie tam, gdzie temperatura jest
ważnym parametrem diagnostycznym.
Ponieważ w hutnictwie żelaza i stali przeprowadza
się realizację wielu procesów polegających na wprowadzeniu i odprowadzeniu bardzo dużych ilości ciepła,
istotną rolę w kontroli stanu tych obiektów może odegrać termowizja [1–6].
2. FIZYCZNE PODSTAWY TERMOWIZJI
Kamera termowizyjna dokonuje pomiarów i zobrazowania promieniowania podczerwonego pochodzącego
z badanego obiektu. Ponieważ wartość tego promieniowania jest funkcją temperatury powierzchni obiektu
kamera termowizyjna dokonuje obliczeń i zobrazowań
temperatury. Promieniowanie mierzone przez kamerę
termowizyjną nie zależy jedynie od temperatury obiektu, ale również od szeregu innych czynników pochodzących z otoczenia. Aby dokonać dokładnego pomiaru
temperatury niezbędne jest skompensowanie wpływu
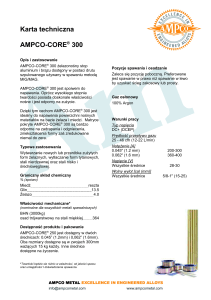
różnych źródeł promieniowania. Najważniejsze parametry, które trzeba uwzględnić przy badaniach termowizyjnych, to emisyjność obiektu, temperatura otoczenia, odległość pomiędzy kamerą termowizyjną a badanym obiektem, wilgotność względna oraz warunki środowiskowe. Schemat pomiaru temperatury przy użyciu
kamery termowizyjnej przedstawiono na rysunku 1.
Obiekty oznaczone numerami:
1 – otoczenie, 2 – badany obiekt,
3 – atmosfera, 4 – kamera
Poszczególne symbole oznaczają:
ε – emisyjność badanego obiektu
τ – przenikalność atmosfery
Wrefl., Wobj., Watm : moc poszczególnych źródeł promieniowania jaka dociera do kamery termowizyjnej.
Trefl., Tobj., Tatm : temperaturę poszczególnych źródeł
promieniowania jaka dociera do kamery termowizyjnej.
Przedstawiony na rysunku 1 schemat ilustruje, że
do kamery termowizyjnej dociera oprócz emisji własnej
badanego obiektu promieniowanie otoczenia.
Jak wspomniano, kamera termowizyjna określa natężenie promieniowania poszczególnych punktów obiektu. Najważniejsze zagadnienia dotyczące promieniowania cieplnego związane są z definicją ciała doskonale
czarnego oraz współczynnika emisyjności. Podstawowe
251
wyrażenia opisujące promieniowanie ciała czarnego to:
prawo Plancka, prawo przesunięć Wiena oraz prawo
Stefana Boltzmanna.
Wyniki badań w postaci obrazu rozkładu temperatury uzyskujemy na tzw. termogramie, który może być
podany dalszej analizie komputerowej.
3. KIERUNKI WYKORZYSTANIA
TERMOWIZJI W HUTNICTWIE ŻELAZA
I STALI
Do głównych kierunków wykorzystania techniki termowizyjnej w hutnictwie żelaza i stali możemy zaliczyć:
– określenie stanu technicznego urządzeń oraz ich diagnostyka,
– badanie procesów technologicznych oraz wspomaganie procedur badawczych.
3.1. OKREŚLENIE STANU TECHNICZNEGO
URZĄDZEŃ ORAZ ICH DIAGNOSTYKA
Wykorzystanie kamery termowizyjnej stwarza możliwość dokonania szybkiej oceny stanu termalnego
urządzenia w trakcie jego normalnej eksploatacji. Pozwala to na wczesne zapobieganie pogorszenia się stanu technicznego urządzeń oraz zapobieganie awariom,
jak również zwiększenie stopnia wykorzystania tych
urządzeń.
Jako przykłady zastosowań można wymienić:
– ocena stanu wyłożeń ogniotrwałych
– ocena strat cieplnych pieców grzewczych
– ocena stanu zanieczyszczeń w magistralach przepływu gazu.
Poniżej opisano kilka praktycznych przykładów.
W przemyśle hutniczym bardzo ważnym zagadnieniem jest stan wyłożenia ogniotrwałego podstawowych urządzeń takich jak piece hutnicze oraz kadzie.
Wyłożenie ogniotrwałe agregatów hutniczych narażone jest na niszczące działanie cieplne, chemiczne
oraz mechaniczne, co powoduje ich stopniowe zużycie.
W większości przypadków uszkodzenia tych wyłożeń
są niezauważalne z zewnątrz i ujawniają się dopiero
w fazie krytycznej. Znajomość grubości i stanu wyłożenia ogniotrwałego decyduje o możliwości zapobiegania
awariom oraz doborze optymalnego czasu pracy urządzeń pomiędzy poszczególnymi remontami.
Rys. 1. Schemat pomiaru temperatury kamerą termowizyjną [1]
Fig. 1. Scheme of measurement performed by infra-red camera [1]
Prace IMŻ 1 (2010)
Wacław Wittchen
252
A)
B)
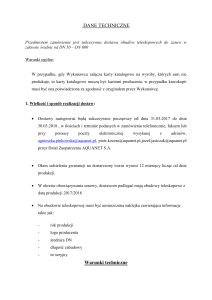
Rys. 2. Termogram obrazujący dennicę konwertora, A) na początku kampanii, B) na końcu kampanii
Fig. 2. Thermal image depicting converter bottom, A) at the beginning of the campaign, B) at the end of the campaign
Na rysunku 2A przedstawiono dennice konwertora
na początku kampanii kiedy grubość wymurówki jest
duża i brak jest miejscowych ubytków wyłożenia ogniotrwałego, co uwidacznia się niższą temperaturą i równomiernym jej rozkładem na analizowanej powierzchni
pancerza.
Na rysunku 2B przedstawiono dennice konwertora
pod koniec kampanii, kiedy zużycie wymurówki jest
znaczne, co uwidacznia się na termogramie w postaci
lokalnych przegrzewów i wyższą temperaturą pancerza.
Analiza taka wskazuje miejsca uzupełniania ubytków wyłożenia ogniotrwałego poprzez tzw. „torkretowanie”.
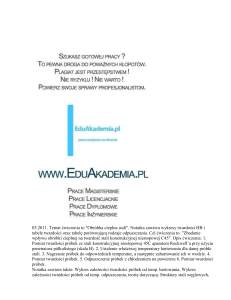
Na rysunkach 3A do 3C pokazano przykład aplikacji pieca hutniczego w trakcie nagłej awarii (przeciek
metalu), co objawiło sie bardzo wysoką temperaturą na
powierzchni pancerza (rys. 3B).
Podjęta natychmiastowa interwencja polegająca między innymi na chłodzeniu pancerza pieca sprężonym
A)
powietrzem, pozwoliła na opanowanie stanu krytycznego (rys. 3C).
Na rysunku 3A przedstawiono termogram pieca na
21 dni przed awarią.
Podobnie kamera termowizyjna może być wykorzystywana do oceny strat cieplnych z pieców grzewczych poprzez określenie miejsc najintensywniejszego
odprowadzenia ciepła. Na rysunku 4A przedstawiono
termogram klapy pieca w którym straty ciepła są dopuszczalne, natomiast na rysunku 4B przedstawiono
termogram pieca, gdzie występują nadmierne ubytki
ciepła.
Określenie tych miejsc może pozwolić na zmniejszenie strat ciepła z pieców grzewczych. Innym przykładem może być ocena stanu zanieczyszczeń w magistralach przepływu gazu. W przewodach odprowadzających
i doprowadzających gazy gromadzą się znaczne ilości
pyłów, które mogą stać się przyczyną poważnych problemów związanych ze zmniejszeniem przepływu, nadmiernym spadkiem ciśnienia lub przeciążeniem kon-
B)
C)
Rys. 3. Termogram obrazujący piec A) przed awarią, B) w trakcie awarii, C) po opanowaniu sytuacji awaryjnej
Fig. 3. Thermal image illustrating the furnace A) prior to a break-down, B) during a break-down, C) following a break-down,
situation brought under control
A)
B)
Rys. 4. Termogram klapy pieca, A) straty ciepła są nieznaczne, B) występują zbyt duże straty ciepła
Fig. 4. Thermal image of furnace cover, A) where insignificant heat losses occur, B) where extensive heat losses occur
Prace IMŻ 1 (2010)
Wykorzystanie techniki termowizyjnej ...
strukcji rurociągu, co w konsekwencji może doprowadzić do awarii. Zjawisko to występuję szczególnie silnie
we wszelkiego rodzaju rozgałęzieniach i na łukach w
pobliżu kołnierzy. Gazy przepływające rurociągiem są
zazwyczaj silnie podgrzane, wobec czego za pomocą kamery termowizyjnej można łatwo zlokalizować miejsca
gromadzenia się pyłów, które stanowią obszary o innej
temperaturze. Przykład podano na rysunku 5.
Rys. 5. Termogram rurociągu z zalęgającymi pyłami
Fig. 5. Thermal image of the pipeline with dust deposition
Prowadzenie stałych pomiarów termowizyjnych pozwala na ciągłą obserwacje zmian poziomu zalegania
pyłów, co umożliwia na wczesne zapobieganie awariom. Znany jest przypadek czasowego unieruchomienia spiekalni na skutek zawalenia się przewodów pod
wpływem nagromadzonego pyłu [2].
3.2. KONTROLA PROCESÓW
TECHNOLOGICZNYCH ORAZ PROCEDUR
BADAWCZYCH
Technika termowizyjna może być również wykorzystywana do badania prawidłowości hutniczych procesów technologicznych. Dotyczy to między innymi procesów, w których występuje problem wymiany ciepła
(nagrzewanie, schładzanie) a istotnym parametrem
jest równomierność rozkładu pola temperaturowego
wyrobów i półwyrobów.
Jako przykłady można wymienić:
A)
253
– kontrola procesu wielkopiecowego w tym: kontrola taśmy spiekalniczej, rozkład temperatury wsadu
w gardzieli wielkiego pieca;
– kontrola procesów stalowniczych w tym: zdalne wykrywanie żużla podczas spustu stali z pieca hutniczego do kadzi, badanie procesów zachodzących we
wlewkach i wlewnicach, badanie procesów ciągłego
odlewania stali;
– kontrola procesów przeróbki plastycznej w tym: procesy walcowania, procesy kucia, wytwarzanie rur,
gdzie dla zapewnienia prawidłowego procesu produkcyjnego wymagane jest utrzymanie temperatury
w ściśle zadanych z reguły wąskich granicach;
– optymalizacja procesów obróbki cieplnej, gdzie istotną rolę odgrywają takie parametry jak równomierność nagrzewania lub chłodzenia oraz ich szybkość.
W wielu przypadkach uważa się za celowe instalowanie stacjonarnych systemów termowizyjnych w warunkach przemysłowych (np. detekcja żużla podczas spustu stali) oraz na liniach produkcyjnych (np. procesy
walcowania).
Poniżej przedstawiono przykład wykorzystania kamery termowizyjnej do detekcji żużla podczas spustu
stali z pieca hutniczego do kadzi odlewniczej [3].
W procesie metalurgicznym istotną sprawą jest, aby
podczas spustu stali z pieca hutniczego do kadzi odlewniczej nie dopuścić do przedostawania się żużla piecowego do kadzi odlewniczej ze względu na jego szkodliwy
wpływ na własności stali. Wykorzystuje się do tego celu
różne metody głównie mechaniczne z których żadna
nie znalazła uniwersalnego zastosowania. W ostatnich
latach XX wieku została opracowana i wdrożona na rynek nowa metoda detekcji żużla oparta na termowizji.
Obecność żużla podczas spustu stali z pieca do kadzi
możemy zaobserwować w strumieniu ciekłego metalu poprzez pomiar energii wypromieniowanej ze stali
i żużla w zakresie promieniowania podczerwonego.
Wynika to z faktu, że w procesie metalurgicznym żużel i stal mają w przybliżeniu jednakowe temperatury
lecz różne charakterystyki promieniowania. Kamera
termowizyjna dostrzega wtedy żużel jako znacznie
cieplejszy. W praktyce na obrazie termalnym obserwujemy zmianę koloru wypływającej strugi w momencie
pojawienia się żużla w otworze spustowym, co wynika z
różnych współczynników emisyjności ciekłej stali i żużla. Stosowanie tej metody z odpowiednim systemem
zamykania otworu spustowego, może skutecznie unie-
B)
Rys. 6. Termogram obrazujący A) czysty metal wypływający z otworu spustowego, B) pojawienie się żużla w otworze spustowym
Fig. 6. Thermal image illustrating A) pure metal flowing out of the tapping hole, B) appearance of the slag in the tapping
hole
Wacław Wittchen
254
możliwić przedostawanie się żużla piecowego do kadzi.
Na rysunku 6A przedstawiono termogram ilustrujący
wypływający metal z otworu spustowego a na rysunku
6B pojawiający się żużel w otworze spustowym.
Systemy takie są wykorzystywane w wielu hutach
w USA oraz w Europie Zachodniej w tym również
w ArclorMittal S.A – Poland.
Ponadto, technika termowizyjna może być wykorzystywana w szeregu przypadkach pośrednio związanych z hutnictwem np. badania izolacyjności obiektów
budowlanych, ciepłownictwo, energetyka, medycyna
przemysłowa.
Instytut Metalurgii Żelaza w Gliwicach dysponuje
nowoczesnym sprzętem termowizyjnym, który był wykorzystywany w wielu pracach badawczych niemal we
wszystkich krajowych hutach jak również poza resortem hutnictwa. Wyniki tych badań w licznych przypadkach przyczyniły się do poprawy technologii oraz weryfikacji procedur technologicznych oraz w niektórych
przypadkach zapobiegły awariom.
Należy wspomnieć, że obserwujemy ciągły rozwój
termowizyjnych metod badawczych a zwłaszcza aparatury i pole zastosowań techniki termowizyjnej w tym
również w hutnictwie żelaza i stali będzie się poszerzać
[6].
4. PODSUMOWANIE
Technika termowizyjna znajduje szerokie zastosowanie w przemyśle hutniczym, gdzie na podstawie
Prace IMŻ 1 (2010)
uzyskanych wyników badań oraz ich analizy można
dokonać oceny stanu termalnego urządzenia, kontroli cyklu produkcyjnego oraz weryfikować procedury
technologiczne. Ponadto, bardzo często istotnym problemem występującym w hutnictwie żelaza i stali jest
określenie obszarów o nadmiernym przyroście temperatury lub obszarów gdzie występują znaczne gradienty temperatury. Wykorzystując kamerę termowizyjną
oraz odpowiednie oprogramowanie do analizy obrazów
termalnych mamy możliwość wykrycia na powierzchni badanego obiektu temperatury o najwyższej lub
najniższej temperaturze oraz wyznaczenie rozkładu
temperatury w czasie rzeczywistym. Wyniki badań
uzyskujemy w postaci termogramów z możliwością
dokonania specjalistycznej analizy jakościowej lub
ilościowej. W wielu przypadkach uważa się za celowe
instalowanie na liniach produkcyjnych stacjonarnych
kamer termowizyjnych lub skanerów na podczerwień
do monitorowania cyklu produkcyjnego. Przedstawione zagadnienia nie wyczerpują wszystkich możliwości
zastosowań techniki termowizyjnej w hutnictwie żelaza i stali, sygnalizują jedynie wybrane aspekty oraz
przykłady typowych zastosowań. Na podstawie przedstawionych przykładów można wnioskować, że przydatność techniki termowizyjnej w różnych dziedzinach
nauki w tym również w hutnictwie jest bardzo duża.
Należy podkreślić bezinwazyjny charakter badań bez
zakłócania cyklu produkcyjnego. W większości przypadków uzyskanie takich informacji innymi metodami
jest w praktyce bardzo trudne a często niemożliwe.
LITERATURA
1. Materiały firmy FLIR Systems
2. Wittchen W.: Zastosowanie badań termowizyjnych we współczesnej technice pomiarowej, Sprawozdanie IMŻ, Nr: S-00211/
BS,1998, niepublikowane
3. Wittchen W., Borecki M.: Wykonanie badań termowizyjnych
rozkładu temperatur strumienia stali podczas spustu wraz
z interpretacja wyników, Sprawozdanie IMŻ Nr: B-01141/
BS/2002, niepublikowane
4. Wittchen W., Marzec S.: Zastosowanie metody termowizyjnej
w badaniu zagrożeń skóry ludzkiej narażonej na działanie promieniowania podczerwonego w procesach przemysłowych, Ma-
teriały VII Konferencji Krajowej Termografia i Termometria
w Podczerwieni, Ustroń, 16-18.11. 2006, s. 147-150
5. Wittchen W., Niesler M., Borecki M., Zdonek B.: Application
of thermovision method in analysing metallurgical processes,
th
Publikacja referatów z 9 International Conference on Quantitative InfraRed Thermography, Kraków, 2-5 czerwca 2008,
s. 101-104
6. Więcek B., Świątczak T., Olbrycht R., Wittchen W., Borecki
M.: Badanie emisyjności żużla stalowniczego w zakresie podczerwieni MWIR I LWIR, Pomiary, Aparatura, Kontrola, 2009,
nr 11, s. 914-918
Recenzent: Prof. dr hab. inż. Zbigniew Malinowski