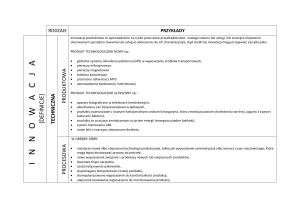
JUST IN TIME
Na podstawie tekstu
Prof. Jana Długosza
1
JIT
stockless production
– Hawlett Packard
material as needed
– Harley Davidson
continuous flow manufacturing
- IBM
2
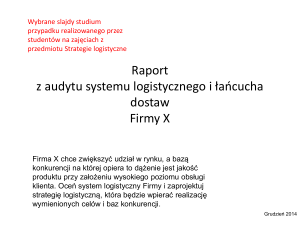
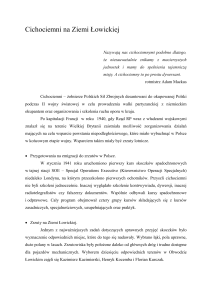
Zapasy ukrywają istnienie prawdziwych
problemów
A
Zapasy
B
Zmienność
popytu
Zawodność
dostawców
Niedokładność
prognoz
Wąskie
gardła
Problemy
z jakością
3
Powszechnie uważa się, że just in time jest koncepcją
wypracowaną przez Japończyków w koncernie Toyoty.
Trzeba jednak pamiętać, że już w latach dwudziestych
ubiegłego wieku rudę żelaza dostarczaną do zakładów
Forda w Detroit przetapiano jeszcze tego samego dnia,
a w ciągu kilku następnych stal była używana do
wyrobów samochodów. Oznaczało to bardzo efektywne
wykorzystanie dostaw i redukcję zapasów, jednak takie
podejście nie znalazło wielu naśladowców.
4
Dopiero po drugiej wojnie światowej podjęto
kolejne próby dostaw na czas w amerykańskich
supermarketach oraz japońskim przemyśle
stoczniowym.
5
Działania te zainspirowały wiceprezydenta
Toyoty Taichi Ohno, który rozpoczął starania
o wdrożenie idei dostaw na czas w montowniach
samochodów w postaci sprawnie funkcjonującego
systemu produkcyjnego.
6
W latach pięćdziesiątych Taichi Ohno wprowadził
w fabrykach Toyoty system kształtowania zapasów
oparty na małych dostawach inicjowanych przez
zgłaszany popyt, wykorzystując przy tym technikę
kanban i skracając czas przezbrajania maszyn i
urządzeń. Realizacja całego programu koncepcji
just in time we wszystkich montowniach Toyoty
dokonała się na początku lat sześćdziesiątych po czym
przez kolejne dziesięć lat wprowadzano ją u
najważniejszych dostawców Toyoty.
7
Amerykańskie
Towarzystwo
Produkcji
i Zaopatrzenia (APICS) określa just in time jako
filozofię organizacji wytwarzania opartą na planowo
prowadzonej eliminacji wszelkiego marnotrawstwa i
ciągłego doskonalenia wydajności. Na to składa się
właściwe wykonanie wszystkich działań niezbędnych do
wytworzenia ostatecznego produktu od zaprojektowania
organizacji, poprzez realizację dostaw potrzebnych
materiałów i wszystkie etapy produkcji aż do
zaoferowania klientowi finalnego wyrobu.
8
Stosowanie systemu just in time pojmuje się
niekiedy wręcz jako sposób eliminacji wszystkich
czynności i czasów nie podnoszących wartości
produktu.
9
Koncepcja just in time opiera się na czterech
założeniach:
zero zapasów,
małe i częste dostawy dóbr,
krótkie cykle realizacji zamówienia,
wysoka jakość.
10
Zadaniem szeroko rozumianego just in time jest
zwalczanie marnotrawstwa. Przyjmuje się, że koncepcja
ta może być skuteczna w stosunku do następujących
przypadków niegospodarności:
marnotrawstwo nadprodukcji,
marnotrawstwo czasu pracowników,
marnotrawstwo czasu zużywanego na
przemieszczania,
marnotrawstwo czasu przezbrajania maszyn
i urządzeń,
marnotrawstwo energii i kapitału z
rozmieszczeniem maszyn i urządzeń,
marnotrawstwo materiałów oraz straty związane z
obsługą zwrotów,
straty wynikające z niewłaściwych relacji z
dostawcami i odbiorcami.
11
7*0
braków,
zapasów,
opóźnień,
kolejek,
bezczynności,
zbędnych operacji,
zbędnych przemieszczeń.
12
Cele JIT
mniejsze zapasy,
wyższa jakość,
wyższa produktywność.
13
Pełna realizacja idei just-in-time musi więc
dotyczyć wszystkich dostawców i odbiorców
oraz obejmować:
działania eliminujące pośrednie punkty
składowania,
realizacją dostaw bezpośrednio na linię
produkcyjną,
lokalizację dostawców w pobliżu miejsca
odbiorcy,
wysoką częstotliwość dostaw,
usprawnienia przepływu informacji.
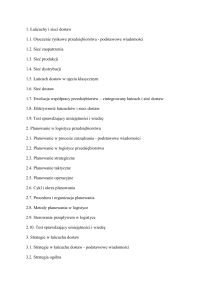
14
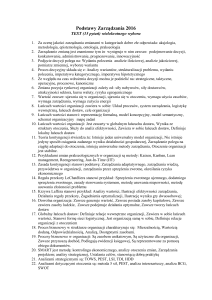
Porównanie tradycyjnego systemu wytwarzania
z systemem just-in-time
System tradycyjny (push system)
System just-in-time (pull system)
Popychanie produkcji przez zapasy
Ciągnienie produkcji przez popyt
Organizacja według faz technologicznych
Organizacja według linii produktów
Klasyczna struktura wydziałowa
Komórkowa struktura monoproduktywnych
centrów („fabryka w fabryce”)
Znaczny poziom zapasów
Znikomy poziom zapasów
Bardzo wyspecjalizowany personel
operacyjny
Personel operacyjny przygotowany do pracy
na wielu stanowiskach
Scentralizowana obsługa produkcji
Zdecentralizowana obsługa produkcji
Akceptowalny poziom jakości (pewna liczba
defektów jest tolerowana)
Globalne sterowanie jakością
Źródło: A.A. Jaruga, W.A. Nowak, A. Szychta, Rachunkowość zarządcza, koncepcje i zastosowania, Społeczna
Wyższa Szkoła Przedsiębiorczości i Zarządzania, Łódz 1999, s. 501.
15
W systemie produkcji należy dążyć przede
wszystkim do osiągnięcia następujących warunków:
zaprojektowanie produktu łatwego do wytwarzania
i wygodnego w obrocie logistycznym,
zapewnienie wysokiej jakości produktów,
zapewnienie określonego poziomu produkcji,
zapewnienie krótkiego czasu przestawiania maszyn,
zapewnienie zdolności eliminacji pojawiających się
zakłóceń,
dążenie do standaryzacji produkcji,
zapewnienie elastyczności systemu produkcji,
koncentracja produkcji na wąskim asortymencie
wyrobów.
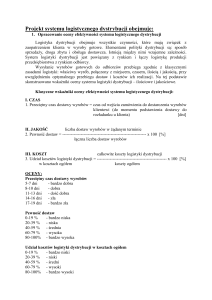
16
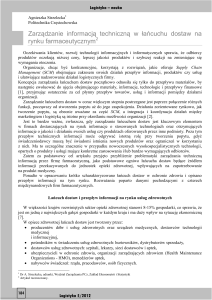
Porównanie nabywania zasobów w systemie
just-in-time oraz w systemie tradycyjnym
(wybrane czynniki)
Funkcja
Ustalanie
jednorazowych
dostaw
Just-in-time
Małe ilości, częste dostawy
System tradycyjny
Duże partie dostaw, mniejsza
liczba dostaw
Długookresowa współpraca,
pojedyncze źródło zakupu
Krótkookresowa współpraca,
wiele źródeł dostaw
Ocena dostawcy
Kryterium jakości i ceny, nie
są akceptowane żadne braki
jakościowe
Akceptowany poziom braków,
np. 2 %
Kontrola dostawcy
Stopniowo redukowana, do
całkowitej eliminacji
Pełna kontrola ilościowojakościowa każdej dostawy
Negocjacje
handlowe
Długookresowe z głównym
priorytetem jakości i ceny
Kryterium niskiej ceny
Dostawcy
Dokładania na czas, według
wyznaczonego
harmonogramu; możliwość
operatywnych zmian czasu i
wielkości dostawy
Dostawy według harmonogramu
z opcją minimalizowania
kosztów; operatywna zmiana
warunków dostaw wymaga
formalnych uzgodnień
Dokumentacja
dostaw
Maksymalnie możliwie
uproszczona
Rozbudowana (pełna)
Pakowanie
Małe standaryzowane
kontenery, które mieszczą
stałą, pożądana ilość dóbr
Opakowanie fabryczne i
standaryzowane opakowania
zbiorcze
Wybór dostawcy
Źródło: M. Chaberek, makro- i mikroekonomiczne aspekty wsparcia logistycznego, Uniwersytet Gdański, Gdańsk 2002, s. 62.
17
Najczęściej największym beneficientem
wprowadzonego systemu just in time jest odbiorca.
długookresowe korzystne kontrakty w obszarze
zaopatrzenia
krótsze stabilne cykle realizacji zamówień,
wysoka kontrola nad procesem zakupów,
poprawa jakości logistycznej obsługi,
współpraca z mniejszą liczbą dostawców,
gwarancje co do jakości otrzymywanych dóbr,
rezygnacja lub ograniczenie roli kontroli dostaw,
usprawnienie rozliczeń,
eliminacja wielkich, kłopotliwych dostaw,
zmniejszenie czasu potrzebnego do wykonania
produktu.
18
Natomiast spośród typowych korzyści dostawcy
należy wyróżnić przede wszystkim stabilność zbytu.
Bardzo często odbiorca stosujący zasadę just-in-time
ma bardzo duży udział w sprzedaży dostawcy, co
pozwala temu ostatniemu łatwiej dostosować plany
produkcji, ukierunkować działalność wytwórczą
i skoncentrować się na podnoszeniu jakości.
19
Słabą strona systemu just-in-time jest brak elastyczności.
Nie sprawdza się ona przy nieregularnych zamówieniach,
produkcji na małą skalę czy wykorzystaniu specjalnie
zamówionych materiałów. Firmy stosujące just-in-time
wskazują ponadto następujące problemy:
konieczność zainwestowania znacznych środków,
długi czas wdrażania i oczekiwania na korzyści,
utrzymanie perfekcyjnej jakości i zależność od niej,
niechęć dostawców do tej koncepcji,
zmiany zapotrzebowania klientów,
uwzględnienie wielu wariantów produkcji,
trudności w dziedzinie współpracy i budowania zaufania,
zawodność przepływu informacji,
zwiększenie stresu wśród załogi.
20
Związki JIT z TPS
z LM
z TQM
21
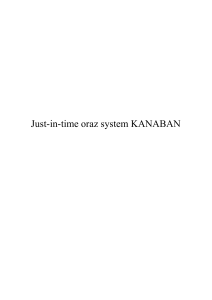
KANBAN
Prosty system kanban
Pełny pojemnik i karta Knban
Stanowisko 1
Pełne pojemniki
Pełne pojemniki
Puste pojemniki
Puste pojemniki
Stanowisko 2
Puste pojemniki i karta Kanban
Przepływ produktów
22
KANBAN
System kanban z użyciem dwóch kart
Pełne pojemniki z etykietą
Kanban-produkcja
Pełne pojemniki z etykietą
Kanban-transport
Pełne
Pełne
pojemniki
pojemniki
Stanowisko
1
Pełne
Puste
pojemniki
pojemniki
Magazyn
produkcji w toku
Puste
Puste
pojemniki
pojemniki
Puste pojemniki z etykietą
Kanban-produkcja
Stanowisko
2
Puste
Pełne
pojemniki
pojemniki
Puste pojemniki z etykietą
Kanban-transport
Przepływ produktów
23
P T(1 q )
N
C
gdzie:
N – liczba kart w obiegu
P – średnie dzienne zapotrzebowanie na dany
produkt,
T – średni czas przepływu danej karty
q – bufor bezpieczeństwa,
C – pojemność pojemnika transportowego
24