MODELOWANIE INŻYNIERSKIE nr 50, ISSN 1896-771X
MODELOWANIE STREFY WPŁYWU CIEPŁA
PODCZAS JEDNOŚCIEGOWEGO
NAPAWANIA Z WYKORZYSTANIEM
DWUROZKŁADOWEGO MODELU
ŹRÓDŁA CIEPŁA
Jerzy Winczek
Instytut Mechaniki i Podstaw Konstrukcji Maszyn, Politechnika Częstochowska
[email protected]
Streszczenie
Przyjmowane w opisach pola temperatury podczas napawania jednorozkładowe modele źródła nie pozwalają na
odtworzenia nieregularnych kształtów izoterm (w tym linii wtopienia), dlatego też zaproponowano model dwurozkładowy, znajdując uzasadnienie w sposobie przekazywania do napawanego przedmiotu ciepła wydzielonego przez
łuk elektryczny. Wykonano obliczenia pola temperatury dla przykładu jednościegowego napawania płyty ze stali
S235. Uzyskano potwierdzenie wymiarów i kształtu linii wtopienia uzyskanej doświadczalnie przez innych badaczy, używając w obliczeniach parametrów napawania przyjętych w eksperymencie. Wartości maksymalnej temperatury umożliwiły wyznaczenie charakterystycznych stref wpływu ciepła. Obliczono udziały objętościowe poszczególnych składników strukturalnych (ferrytu, perlitu i bainitu).
Słowa kluczowe: napawanie, pole temperatury, przemiany fazowe, modelowanie, strefa wpływu ciepła
THE MODELLING OF HEAT AFFECTED ZONE
DURING SINGLE-PASS SURFACING BY WELDING
USING A BIMODAL HEAT SOURCE MODEL
Summary
Single-distributed heat source models accepted in the descriptions of the temperature field during surfacing by
welding, do not allow for restoration of irregular isotherms shapes (including the fusion line), therefore a bimodal
model is proposed, finding justification in the way of transmitting heat generated by an electric arc to the surfaced object. Calculations of the temperature field were performed for a single-pass surfaced S235 steel plate. The
size and shape of the fusion line, experimentally obtained by other investigators, was confirmed, using in the calculations the welding parameters adopted in the experiment. The maximum temperature allowed for the determination of specific heat affected zones. The volume fractions of particular structural components (ferrite, pearlite
and bainite) were calculated.
Keywords: surfacing, temperature field, phase transformations, modelling, heat affected zone
1. WSTĘP
Powszechnie stosowanym modelem źródła ciepła
w opisach pola temperatury spawania jest zaproponowany na początku lat 80.ubiegłego wieku model Goldaka
[1]. Od tamtej pory wielu badaczy podejmuje próby
opisania źródła ciepła w celu uzyskania rozkładu temperatury jak najbliższego rzeczywistemu. Parametry geometryczne tych modeli nie są bezpośrednio związane
z parametrami technologicznymi procesu spawania.
69
MODELOWANIE STREFY WPŁYWU CIEPŁA PODCZAS JEDNOŚCIEGOWEGO NAPAWANIA
Zastosowanie źródła ciepła o pojedynczym rozkładzie
daje izotermy o regularnym kształcie. Analizując zgłady
metalograficzne połączeń spawanych czy napoin, w wielu
przypadkach obserwuje się nieregularne kształty linii
wtopienia czy strefy wpływu ciepła. Stąd też próby
opisania pola temperatury za pomocą dwurozkładowych
źródeł ciepła. Wu i Sun [2] dla dużych deformacji jeziorka spawalniczego i spoiny zaproponowali model bazujący
na dwumodalnym rozkładzie ciepła łuku elektrycznego
w spawaniu metodą GMAW. Podobnie Jeong i Cho [3]
zaproponowali uwzględnienie obszaru przetopionego
metalu w spawanym połączeniu pachwinowym przez
dwuwariantowe sumowanie rozkładu Gaussowskiego
źródła ciepła. Kang i Cho [4] przedstawili model pola
temperatury dla spawania metodą GTA z uwzględnieniem materiału dodatkowego. W rozwiązaniu całkowitą
ilość ciepła dostarczonego do spawanego materiału
określono, sumując ciepło łuku elektrycznego w postaci
płaskiego gaussowskiego źródła i punktowego źródła
ciepła stopionego materiału dodatkowego. Z kolei Azar
i in. [5] ze względu na nieregularny kształt jeziorka
spawalniczego zaproponowali źródło składające się
z dwóch wzajemnie prostopadłych płaskich źródeł
elipsoidalnych, nie uzasadniając takiego podejścia żadnymi warunkami technologicznymi. W pracy zaproponowano dwurozkładowy model źródła ciepła, uzasadniając takie podejście sposobem przekazywania ciepła do
napawanego przedmiotu.
gdzie Tw(x,y,z,t) i Ta(x,y,z,t) są polami temperatury
wywołanymi odpowiednio ciepłem nadlewu napoiny
(zużytego na stopienie elektrody) i bezpośredniego
oddziaływania łuku elektrycznego, a T0 temperaturą
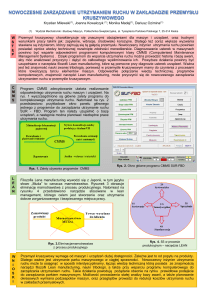
początkową. Przyjęto objętościowy model źródła ciepła
napoiny (rys. 1) opisany przez autora w pracy [6],
którego ograniczeniem dolnym jest kształt napawanej
powierzchni, natomiast ograniczenie górne stanowi lico
napoiny. Kształt lica napoiny determinowany jest
w głównej mierze siłami napięcia powierzchniowego. Na
podstawie badań doświadczalnych Hrabe i in. [7] przyjęto paraboliczny kształt lica.
Rys. 1. Geometria napoiny: hw - wysokość nadlewu,
ww - szerokość napoiny, dp - głębokość wypełnienia
2. POLE TEMPERATURY
W proponowanym modelu przyjęto fizycznie jedno
źródło ciepła – łuku elektrycznego. Natomiast pole
temperatury opisano, sumując przyrosty temperatury
wywołane przez ciepło przekazywane do napawanego
przedmiotu bezpośrednio łukiem elektrycznym oraz
poprzez stopiony materiał elektrody w postaci kropel,
które pod wpływem sił elektromagnetycznych ulegają
oderwaniu i przeniesieniu do powstającej napoiny.
Materiał ten, po wymieszaniu się w jeziorku spawalniczym, wraz z roztopionym materiałem napawanego
przedmiotu stanowi napoinę. Przyjęto, że objętość
nadlewu napoiny w przybliżeniu jest równa objętości
stopionego drutu elektrody, a ilość ciepła zużyta na
stopienie elektrody równa ilości ciepła skumulowanej
w nadlewie napoiny. Ilość ciepła przenoszona do napawanego przedmiotu została więc podzielona ze względu
na sposób przekazywania na część przenoszoną bezpośrednio promieniowaniem łuku elektrycznego i część
przenoszoną przez stopiony materiał elektrody. Podziału
dokonano w oparciu o bilans cieplny, czyli obliczenia
całkowitej ilości ciepła wydzielonej przez łuk elektryczny
oraz ilości ciepła potrzebnej na stopienie elektrody.
Powyższe założenia pozwoliły na sformułowanie pola
temperatury postaci:
T (x , y, z , t ) − T0 = Tw (x , y , z , t ) + Ta (x , y , z , t )
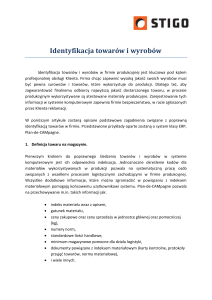
Rys. 2. Powierzchniowo gaussowski rozkład objętościowego
źródła ciepła
Rys. 3. Schemat jednościegowego napawania
Do opisu pola temperatury wywołanego łukiem elektrycznym przyjęto źródło objętościowe o rozkładzie
powierzchniowo-gaussowskim (rys. 2) i parabolicznej
zmianie po głębokości [8]. Wówczas składowe sumarycznego pola temperatury opisanego zależnością (1) podczas
jednościegowego napawania (rys. 3) wyraża się wzorami:
(1)
70
Jerzy Winczek
- dla czasu t ≤ tc , gdzie tc oznacza całkowity czas
wykonania napoiny:
Tw (x , y , z , t ) = Aw ∫ {H H (t'' )(F2 (y , z ) +
AC =
(2)
−1 dla z ∈< 0, z 0 )
Φ (z ) =
1 dla z ∈< z 0 ,−∞)
(3)
z 2 + 2a (t − t') z + z 0
erf
ΨC (t') = 1 −
2(a (t − t'))0.5 +
z 02
t
0
+ F3 (y , z ) − F4 (y , z ) − F1 (y, z ))}dt''
t
Ta (x , y , z , t ) = AH ∫ FH (t '' )dt''
0
z − z0
− Φ (z )erf Φ (z )
(
(t − t'))0.5
2
a
- dla czasu t > tc:
Tw (x , y, z , t ) = Aw ∫ {H C (t')(G 2 (y , z ) +
tc
0
+ G 3 (y, z ) − G 4 (y, z ) − G1 (y , z ))}dt'+
tc
Ta (x , y, z , t ) = AC ∫ FC (t' )dt '
3
q&
8 cρπ az 0
+
(4)
(z − z 0 )2
2a(t − t' ) z + z 0
−
+
+
exp
(πa (t − t'))0.5
z 02
4a (t − t')
(5)
−
0
Aw =
q&v
1 ∆l − 2(ξ + vt'')
+
erf
t''
4 at''
∆l + 2(ξ + vt'')
+ erf
4 at ''
H H (t'') =
HC (t') =
∆l − 2(x − vt'−x )
0
erf
(t − t') 4 a (t − t')
(7)
[9] (por. rys. 2).
Moc q& [W] bezpośredniego oddziaływania łuku elek-
(8)
trycznego określono z zależności:
vξ v 2t 0
3
q&
AH =
exp −
−
8 C p ρπaz 0
4a
2a
q& = ηUI − q&v
(9)
ξ 2 + (y − y 0 )2 v 2t''
1
Ψ (t'')
=
exp −
−
t''+t 0
4a (t''+t 0 )
4a
z 2 + 2at '' z + z 0
erf
Ψ(t'') = 1 −
2(at '' )0.5 +
z 02
z − z 0
+
− Φ(z )erf Φ(z )
2(at'' )0.5
(z − z 0 )2
2at '' z + z 0
−
+
+ 2
exp
z 0 (πat'')0.5
4at''
Ilość ciepła qv zawarta w materiale stopionej elektrody
wyrażona jest zależnością [10]:
(10)
q v = ∆q solid + ∆q f + ∆q liqiud
(11)
q&v = m& (c (TL − Te ) + L )
1
t + t 0 − t'
(x − v t'−x 0 ) + (y − y )
exp −
4a (t + t 0 − t')
2
ξ = x − v (t + t 0 ) − x 0
2
ΨC (t')
(19)
gdzie ∆qsolid oznacza ciepło potrzebne do nagrzania
elektrody od temperatury początkowej do temperatury
topnienia, ∆qf – ciepło zużyte na stopienie elektrody
(ciepło topnienia), ∆qliquid – ciepło zużyte na nagrzanie
stopionego materiału do temperatury, w którym kropla
metalu spada na powierzchnię napawanego przedmiotu.
Wartość początkowej temperatury elektrody wysuwanej
z głowicy określa się na 100 0C. W związku z powyższym:
(z + z 0 )2
z − z0
exp −
0 ,5
(at'')
4at''
FC (t ') =
(18)
gdzie: U [V] i I [A] oznaczają napięcie i natężenie prądu,
a η współczynnik sprawności.
FH (t'') =
−
(17)
uruchomienia źródła ciepła [s], t’’ = t – t’, z0 – głębokość
zalegania objętościowego źródła ciepła [m], x0, y0 –
współrzędne początku napoiny, t0 charakteryzuje powierzchniowy rozkład źródła ciepła, przy czym rB2 = 4at 0
1
∆l + 2(x − vt'−x 0 )
+ erf
4
−
'
a
(
t
t
)
(16)
gdzie funkcje F1(y,z) - F4(y,z) oraz G1(y,z) - G4(y,z) są
określone wzorami (30) - (37) (Załącznik), v oznacza
prędkość napawania [m/s], a - współczynnik wyrównywania temperatury [m2/s], c - ciepło właściwe [J/kg0C],
ρ - gęstość [kg/m3], t’ - czas, który upłynął od chwili
(6)
8cρ πa
(15)
(z + z 0 )2
z − z0
exp −
0 .5
(πa (t − t'))
4a (t − t')
tc = l / v
gdzie:
(14)
(12)
m& = ρe
πd 2
4
ve
(20)
(21)
gdzie L oznacza ciepło krzepnięcia [J/kg], TL - temperatura kropli ciekłego metalu w chwili odrywania się od
końca elektrody, d – oznacza średnicę elektrody [m], ρ e
(13)
71
MODELOWANIE STREFY WPŁYWU CIEPŁA PODCZAS JEDNOŚCIEGOWEGO NAPAWANIA
martenzyt (i≡M). Udział objętościowy ϕi powstającej
fazy wyrażono na wzór formuły (30), korzystając ze
zmiennej niezależnej, którą jest temperatura T [16, 17].
Ponadto, uwzględniając niepełną przemianę austenityczną, ułamek i-tego składnika podczas chłodzenia wyniesie:
gęstość jej materiału [kg/m3], a ve prędkość podawania
drutu elektrodowego [m/s].
3. MODELOWANIE KINETYKI
PRZEMIAN FAZOWYCH
W modelowaniu kinetyki dyfuzyjnych przemian fazowych nagrzewania i chłodzenia powszechnie korzysta
się
z
równania
Johnsona-Mehla-AvramiegoKołomogorova [11-13] postaci:
ϕ = 1 − exp(−bt )
ϕi = ϕAϕimax (1 − exp(− biT ni )) + ϕi0
gdzie:
(22)
ni =
gdzie: ϕ - ułamek objętościowy nowopowstałej fazy, t czas, b i n wspólczynniki wyznaczane doświadczalnie.
W przypadku przemian fazowych nagrzewania początek
i koniec przemiany limitują temperatury A1 i A3. Jeśli
temperatura maksymalnego nagrzania przekroczy temperaturę początku przemiany austenitycznej A1,,to
wówczas mamy do czynienia z niepełną przemianą
austenityczną, jeśli zaś przekroczy temperaturę A3, to
struktura pierwotna (wyjściowa) ulega całkowitej przemianie w austenit. Przemiany te opisuje się jak dla
procesu ciągłego. Do modelowania kinetyki nagrzewania
użyto równania JMAK (30), zastępując czas t nową
zmienną niezależną, którą jest temperatura T [14, 15].
Ilość austenitu ϕA powstałego podczas nagrzewania stali
ferrytyczno-perlitycznej jest określana według wzoru:
ϕA (T ) = ∑ ϕi0 (1 − exp(−b iT ni ))
(26)
ln (ln (1 − ϕ is ) / ln (1 − ϕ if ))
ln (Tis /Ti f )
(27)
ni (1 − ϕif )
Tis
(28)
bi =
ϕis
= 0.01
ϕimax
ϕif
= 0.99
ϕimax
(29)
ϕi0 jest ułamkiem i-tego składnika strukturalnego, który
nie
uległ
przemianie
podczas
austenityzacji
Tis = Tis(v8/5) i Tif = Tif(v8/5) są temperaturami odpowiedni początku i końca przemiany fazy i, a ϕimax maksymalnym udziałem fazy i który powstaje z przechłodzonego austenitu.
(23)
i
gdzie ϕi0 stanowią udziały początkowe ferrytu (i≡F) i
perlitu (i≡P) oraz
0.01ni
A1
(24)
ln (ln(0.99 ))
ln(A1 / A3 )
(25)
bi =
ni =
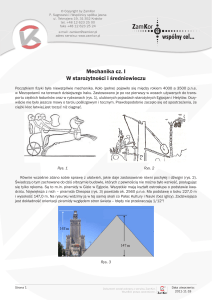
W celu ilościowego opisania zależności struktury
i własności materiału od temperatury i czasu przemiany
austenitu przechłodzonego korzysta się ze spawalniczych
wykresów czas-temperatura-przemiana przy chłodzeniu
ciągłym (CTPc-S). Wykresy sporządzone są przy założeniu, że chłodzenie w przedziale temperatur 800 - 500 0C
następuje ze stałą prędkością i w ujęciu ilościowym
postęp przemiany fazowej szacuje się w zależności od
czasu t8/5 (czasu przebywania materiału w tym zakresie
temperatury). Objętościowy udział składników strukturalnych w zależności od temperatury i czasu przemiany
austenitu w procesie chłodzenia określany jest na podstawie wykresów, które wiążą czas chłodzenia t8/5 (czas
przebywania w zakresie temperatury 800-500oC), bądź
Rys. 4. Schemat przemian fazowych austenitu przechłodzonego
w zależności od prędkości chłodzenia w przedziale 800-500 0C
4. SYMULACJE NUMERYCZNE
JEDNOŚCIEGOWEGO NAPAWANIA
Obliczenia zmiennego w czasie pola temperatury,
przemian fazowych i stanów naprężenie przeprowadzono
dla napawanej płyty w kształcie kwadratu o długości
boku 0,4 m i grubości 0,03 m wykonanej ze stali S235.
Symulowano nakładanie napoin o długości 0,1 m
w środkowej części płyty. Własności cieplne napawanego
materiału i elektrody zostały określone przez
a = 8·10-6 m2/s, c = 670 J/(kg K),
prędkość chłodzenia (v8/5 = (800-500)/t8/5) i temperaturę
z postępem przemiany fazowej (rys. 4). W ilościowym
ujęciu postęp przemiany fazowej szacuje się udziałem
objętościowym ϕi powstającej fazy, przy czym i będzie
oznaczać ferryt (i≡F), perlit (i≡P), bainit (i≡B) lub
ρ = ρe = 7800 kg/m3, (cρ = 5,2·106 J/Km3) i
L = 268 kJ/kg.
Numeryczne symulacje zostały wykonane dla spawalniczego źródła ciepła o mocy 3500 W, co odpowiada
72
Jerzy Winczek
mocy
napawania
uzyskanej
przy
parametrach
(U = 24,3 V, I = 232 A, η = 0.6) zastosowanych
w próbach napawania metodą GMA przeprowadzonych
przez Klimpla i in. [18]. Źródło związane z działaniem
łuku elektrycznego o gaussowskim rozkładzie gęstości
mocy zostało scharakteryzowane przez z0 = 0,0062 m
i t0 = 0,001 s. Podobnie jak w eksperymencie w obliczeniach przyjęto prędkość napawania v = 0,007 m/s,
średnicę drutu elektrodowego d = 1,2 mm, prędkość
podawania drutu elektrodowego ve = 0,013 m/s oraz
wymiary napoiny hw = 2,77 mm i ww = 11,93 mm.
Przyjęto początkową temperaturę elektrody Te = 100 0C
(temperaturę kontaktu drutu z głowicą spawalniczą).
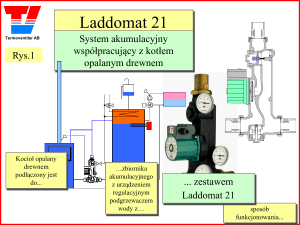
Obliczenia wykonano dla przekroju poprzecznego
w połowie długości napawanego elementu. Na rys. 5
Na rysunkach 8 – 12 przedstawiono historię zmian
temperatury i udziałów objętościowych faz dla wybranych punktów przekroju poprzecznego (por. rys. 6).
przedstawiono rozkład maksymalnej temperatury.
Rys. 7. Wykres CTPc-S dla stali S235
Rys. 8 ilustruje powyższe zmiany dla punktu 1 przekroju o współrzędnych (-0,003; 0,00154) [m] z obszaru
nałożonej napoiny, dlatego cykl cieplny i wykres udziałów objętościowych faz rozpoczyna się od momentu
narzucenia ciekłego metalu. Po zakrzepnięciu podczas
chłodzenia zachodzi przemiana austenitu w ferryt, perlit
i bainit. Pozostałe rysunki przedstawiają historie zmiany
temperatury i udziałów objętościowych poszczególnych
faz dla punktów z obszaru przetopienia (rys. 9), strefy
pełnej i niepełnej przemiany (rys. 10 i 11) oraz materiału rodzimego (rys. 12).
Rys. 5. Pole maksymalnej temperatury
Rys. 6. Strefy wpływu ciepła
Temperatury początku i końca przemiany austenitycznej przyjęto odpowiednio Ac1 = 720 0C
i Ac3 = 835 0C. Granice wyznaczone temperaturami A1
i A3 pozwalają na wyznaczenie stref wpływu ciepła
(rys. 6). Temperatura solidusu 1493 0C określa linię
wtopienia potwierdzoną eksperymentalnie w [18].
Na rysunku zaznaczono wybrane punkty przekroju, dla
których w dalszej części pracy dokonano analizy spawalniczych cykli cieplnych i przemian fazowych. Postęp
przemian fazowych podczas chłodzenia określono na
podstawie wykresu CTPc-S dla stali S235 przedstawionego na rys. 7 [19].
Rys. 8. Cykl cieplny i zmiany udziałów objętościowych faz
w punkcie 1 przekroju poprzecznego
W punktach przekroju 2 (0,001; -0,002) [m] i 3
(-0,007; -0,002) [m] - rys. 9 i 10, podczas nagrzewania
dochodzi do całkowitej przemiany austenitycznej,
a następnie wskutek przemian przechłodzonego austenitu
powstaje
struktura
bainityczno-ferytycznoperlityczna.
W punkcie 4 przekroju (0,009; -0,005) [m] (rys. 11)
zachodzi częściowa przemiana struktury wyjściowe
w austenit.
73
MODELOWANIE STREFY WPŁYWU CIEPŁA PODCZAS JEDNOŚCIEGOWEGO NAPAWANIA
Rys. 9. Cykl cieplny i zmiany udziałów objętościowych faz
w punkcie 2 przekroju poprzecznego
Rys. 11. Cykl cieplny i zmiany udziałów objętościowych faz
w punkcie 4 przekroju poprzecznego
Maksymalna temperatura w tym punkcie przekracza
temperaturę A1 początku austenityzacji, ale nie osiąga
temperatury
A3.
W
punkcie
5
przekroju
(-0.004, -0.009) [m] – rys. 12, maksymalna temperatura
nie przekroczyła temperatury A1 początku austenityzacji
i materiał zachował pierwotny skład fazowy.
Rys. 12. Cykl cieplny i zmiany udziałów objętościowych faz
w punkcie 5 przekroju poprzecznego
Rys. 10. Cykl cieplny i zmiany udziałów objętościowych faz
w punkcie 3 przekroju poprzecznego
Na rysunkach 13 – 15 przedstawiono udziały objętościowe bainitu, ferrytu i perlitu po napawaniu (ostygnięciu elementu). Maksymalny udział objętościowy bainitu
w obszarze napoiny i strefie przemiany całkowitej wynosi 100% na styku lica z powierzchnią płyty oraz ok. 66%,
ferrytu 24% i perlitu 10% w pozostałym obszarze.
W strefie przemiany częściowej udział bainitu maleje
i zanika w strefie materiału rodzimego, natomiast ferrytu i perlitu rośnie do początkowych wielkości materiału
rodzimego odpowiednio 70% i 30%.
Rys. 13. Udział objętościowy bainitu po napawaniu
74
Jerzy Winczek
5. WNIOSKI
Poprawność rozwiązania opartego na zastosowaniu
dwurozkładowego modelu źródła ciepła uwzględniającego ciepło przekazywane do napawanego przedmiotu
przez stopiony materiał elektrody oraz promieniowanie
cieplne od ruchomego łuku elektrycznego została potwierdzona doświadczalnie przez porównanie obliczonej
linii wtopienia z wynikami uzyskanymi eksperymentalnie
przez innych badaczy. Pozwala to na stwierdzenie, że
uwzględnienie ciepła roztopionego materiału elektrody w
modelowaniu pola temperatury umożliwia dokładniejsze
odwzorowanie kształtu linii wtopienia, a także kształty i
wymiary charakterystycznych stref wpływu ciepła.
Spawalnicze cykle cieplne umożliwiają analizę przemian
fazowych w dowolnym punkcie napawanego przedmiotu.
Kierunkiem dalszych badań będzie analiza i wyjaśnienie
największego udziału bainitu w miejscach styku napoiny
z materiałem napawanym.
Rys. 14. Udział objętościowy ferrytu po napawaniu
Rys. 15. Udział objętościowy perlitu po napawaniu
Literatura
1.
Goldak, J., Chakravarti, A., Bibby, M.: A double ellipsoidal finite element model for welding heat source. II W Doc., 1985, No
212-603-85.
2.
3.
Wu, C.S., Sun, J.S.: Modelling the arc heat flux distribution in GMA welding. “Computational Materials
Science” 1998, 9, p. 397 – 402.
Jeong, S.K., Cho, H.S.: An analytical solution for transient temperature distribution in fillet arc welding including the effect of molten metal. In: Proc. Inst.Mech. Egrs., 1997, 211, p. 63 – 72..
4.
Kang S.H., Cho H.S.: Analytical solution for transient temperature distribution in gas tungsten arc welding with
consideration of filler wire. In: Proc. Instsn. Engrs, 1999, 213B, p. 799 – 811.
5.
Azar A.S., Ås S.K., Akselsen O.M.: Determination of welding heat source parameters from actual bead shape.
“Computational Materials Science” 2102, 54, p. 176 – 182.
6.
Winczek J.: New approach to modeling of temperature field in surfaced steel elements. “International Journal of
Heat and Mass Transfer” 2011, 54, p. 4702 - 4709.
7.
Hrabe P., Choteborsky R., Navratilova M.: Influence of welding parameters on geometry of weld deposit bead,
W: International Conference on Economic Engineering and Manufacturing Systems, Brasov, 26 – 27 November
2009, Regent 10 3, 27, p. 291 - 294.
8.
Winczek J.: Analytical solution to transient temperature field in a half-infinite body caused by moving volumetric heat source. “Int. J. Heat Mass Transfer” 2010, 53, p. 5774 - 5781.
9.
Vishnu, P.R., Li W.B., Easterling, K.E.: Heat-flow model for pulsed welding. “ Mat. Sci. and Tech.” 1991, 7, p.
649 - 659.
10. Modenesi P.J., Reis R.I.: A model for melting rate phenomena in GMA welding. “Journal of Materials
Processing Technology” 2007, 189, p. 199 - 205.
11. Avrami M.: Kinetics of phase change. I. General theory. “Journal of Chemical Physics” 1939, 7, p. 1103 - 1112.
12. Johnson W.A., Mehl R.F.: Reaction kinetics in processes of nucleation and growth. “Trans. AIME” 1939, 135, p.
416 - 442.
75
MODELOWANIE STREFY WPŁYWU CIEPŁA PODCZAS JEDNOŚCIEGOWEGO NAPAWANIA
13. Kolmogorov A. N.: K statističeskoj teorii kristallizacii metallov. „Izvestia Akademii Nauk CCCP”. Serija matiematičeskaja, 1937, No 3, s. 355 -359.
14. Domański T., Bokota A.: Numerical models of hardening phenomena of tools steel base on the TTT and CCT
diagrams. “Archives of Metallurgy and Materials” 2011, 56, p. 325 - 344.
15. Piekarska W., Kubiak M., Saternus Z.: Numerical simulation of deformations in T-joint welded by the laser
beam. “Archives of Metallurgy and Materials” 2013, 58, p. 1391 - 1396.
16. Parkitny R., Winczek J.: Modelowanie przemian fazowych w spawanych elementach stalowych. W: XXXVI
Sympozjon “Modelowanie w mechanice”, Gliwice1997, s. 281 - 286.
17. Parkitny R., Winczek J.: Modelowanie przemian fazowych wielokrotnego napawania. XXXVIII Sympozjon
PTMTS “Modelowanie w mechanice, ZN Katedry Mechaniki Stosowanej, Politechnika Śląska, Gliwice 1999, 219
- 224.
18. Klimpel A., Balcer M., Klimpel A.S., Rzeźnikiewicz A.: Wpływ techniki napawania metodą GMA drutem litym
na jakość napoin i udziału materiału podłoża w napoinie. „Biuletyn Instytutu Spawalnictwa” 2006, 1, s. 53-58.
19. Brózda J., Pilarczyk J., Zeman M.: Spawalnicze wykresy przemian austenitu CTPc-S. Katowice: Wyd. "Śląsk",
1983.
ZAŁĄCZNIK
2
y − w w υi
ww
2
F1 (y , z ) =
∑ w i exp −
2 at''
2 i =1
1
erf
(z + d pυi 2 − d p − hw )
2
'
'
at
2
y − w w υi
w w n
2
G 2 (y, z ) =
∑ w i exp −
2 a(t − t')
2 i =1
n
2
w w
υ
y
−
i
w n
2
F2 (y , z ) = w ∑ w i exp −
2 at ''
2 i =1
1
(z − hwυi 2 )
erf
2 at ''
(30)
1
(z − hwυi 2 )
erf
2 a (t − t')
2
y − w w υi
ww
2
G 3 (y, z ) =
∑ w i exp −
2 a (t − t')
2 i =1
n
(31)
(36)
1
(z − d pυi 2 + d p + hw )
erf
2 a (t − t')
2
y − w w υi
ww
2
F3 (y , z ) =
∑ w i exp −
2 at''
2 i =1
1
(z − d pυi 2 + d p + hw )
erf
2 at ''
(32)
2
y − w w υi
ww
2
F4 (y , z ) =
∑ w i exp −
2 at''
2 i =1
1
(z + hwυi 2 )
erf
2
at
'
'
(33)
2
y − w w υi
ww n
2
G 4 (y, z ) =
∑ w i exp −
2 a (t − t')
2 i =1
n
1
(
erf
z − hwυi 2 )
2 a (t − t')
n
2
y − w w υi
ww n
2
G1 (y, z ) =
∑ w i exp −
2 a (t − t')
2 i =1
(35)
(34)
1
(
erf
z + d pυi 2 − d p − hw )
2 a (t − t')
76
(37)