Szczup∏e techniki w logistyce mi´dzyzak∏adowej
CHAIN
SUPPLY
■ Marek Eisler, dr in˝. Remigiusz Horbal • Lean Enterprise Institute Polska (www.lean.org.pl)
KURS
mleczarza
Coraz bardziej konkurencyjny rynek stawia firmom ciàgle
wy˝sze wymagania odnoÊnie do jakoÊci, kosztów i dost´pnoÊci towarów na czas. Jak pokazujà przyk∏ady, coraz wi´cej
firm w tym celu podejmuje prób´ przemodelowania swoich
procesów produkcyjnych oraz zarzàdczych zgodnie z koncepcjà Lean Manufacturing.
K
oncepcja Lean Manufacturing stosowana jest w europejskich przedsi´biorstwach od kilkunastu lat. Wiele
firm osiàgn´∏o ju˝ znaczàce sukcesy we wdra˝aniu rozmaitych technik, które sà elementami sk∏adowymi koncepcji Lean Manufacturing. Dotyczà one
g∏ównie poprawy produktywnoÊci (wzrost od 7 do 64 proc.),
optymalizacji przep∏ywu materia∏ów i informacji, co wielokrotnie powodowa∏o tak˝e obni˝enie poziomu zapasów wyrobów gotowych (spadek od 25 do 95 proc.), w toku produkcji, jak i surowców. Stosowane w tym celu techniki obejmujà
g∏ównie dzia∏ania w obszarze produkcji. Bardzo cz´sto sà
one zwiàzane z tworzeniem ciàg∏ego przep∏ywu, standaryzacjà pracy, skracaniem czasu przezbrojeƒ czy usprawnianiem
przep∏ywu materia∏ów wewnàtrz zak∏adu.
Przedsi´biorstwa, którym uda∏o si´ osiàgnàç sukces dzi´ki wykorzystaniu wspomnianych technik oraz, co jest o wiele
trudniejsze, utrzymaç je na zadowalajàcym poziomie, zaczynajà poszukiwaç kolejnych rozwiàzaƒ, które pozwolà
im staç si´ bardziej konkurencyjnymi. Nast´pnym logicznym
krokiem po dokonaniu usprawnieƒ wewnàtrz zak∏adu jest jego otoczenie. Wed∏ug badaƒ prowadzonych przez Lean Enterprise Institute Polska (LEIP) w chwili obecnej tego typu dzia∏ania koncentrowane sà g∏ównie w dwóch obszarach:
1. optymalizacja poziomów zapasów na surowce
i komponenty,
2. logistyka dostaw surowców i komponentów.
Koncepcja Lean Manufacturing obejmuje techniki umo˝liwiajàce usprawnienie obu tych obszarów. W celu optymalizacji
poziomu zapasów na komponenty i surowce mo˝na pos∏u˝yç
si´ metodà wyznaczania zapasu standardowego. OkreÊla si´
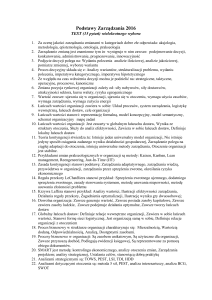
w niej maksymalny wymagany poziom zapasów na poszczególne komponenty lub surowce, okreÊlany jako zapas standardowy. Zapas ten sk∏ada si´ z trzech elementów:
• zapas rotujàcy, który pozwala na produkcj´ pomi´dzy
kolejnymi dostawami komponentów lub surowców,
• zapas buforowy, który zabezpiecza przed wahaniami
rys. 1
18 | EUROLOGISTICS
dostawca X
CHAIN
SUPPLY
dostawca Y
klient
rys. 2
w zamówieniach klienta (w przypadku obliczania
zapasu na komponenty i surowce klientem b´dzie
proces produkcyjny),
• zapas bezpieczeƒstwa, który chroni przed
niepe∏nymi dostawami oraz opóênieniami dostaw.
20 | EUROLOGISTICS
Do wyliczenia poszczególnych sk∏adowych zapasu standardowego mo˝na pos∏u˝yç si´ wzorami zamieszczonymi na rys.
1. Bardzo cz´sto koncepcja Lean Manufacturing oraz jej fundament – dostawy Just-In-Time, mylona jest z produkcjà z zerowymi zapasami. Natomiast faktem bezspornym jest to, ˝e
produkcja bez zapasów nie jest mo˝liwa. Zapasy umo˝liwiajà
kompensowanie problemów, jakie pojawiajà si´ w systemie
produkcyjnym. To w∏aÊnie redukcja niestabilnoÊci w procesie
produkcji i dostaw prowadzi do znacznego zmniejszenia wymaganego zapasu standardowego.
Posiadajàc wiedz´ na temat problemów, jakie sà kompensowane przez poszczególne sk∏adowe poziomu standardowego, osoby odpowiedzialne za zmniejszanie poziomu zapasów mogà dokonywaç zmian stopniowej i uzasadnionej redukcji zapasów, bez zwi´kszania ryzyka zatrzymania produkcji. Analizujàc wzory, które umo˝liwiajà wyliczenie poszczególnych sk∏adowych zapasu standardowego
(rys.1), mo˝na zauwa˝yç, ˝e jednym z kluczowych wspó∏czynników, na który firmy mogà mieç wp∏yw, jest cz´stotliwoÊç dostaw. Wp∏ywa ona bezpoÊrednio na wielkoÊç zapasu rotujàcego oraz poÊrednio na wielkoÊç zapasu bezpie-
czeƒstwa oraz zapasu buforowego. Mo˝e si´ jednak okazaç, ˝e zwi´kszanie cz´stotliwoÊci dostaw b´dzie sta∏o w konflikcie z politykà firmy. Wielokrotnie zdarza si´, ˝e jednym z celów dla menad˝erów odpowiedzialnych za dostawy komponentów jest minimalizacja kosztów transportu. Analizujàc jednak pozosta∏e koszty logistyczne, jakie wià˝à si´ dostarczaniem i magazynowaniem komponentów i surowców, mo˝e okazaç si´, ˝e oszcz´dnoÊci na kosztach transportu spowodujà wzrost pozosta∏ych sk∏adników
kosztów, takich jak: koszt sk∏adowania, koszt obs∏ugi magazynowej, koszt zamro˝onego kapita∏u, koszt ubezpieczeƒ,
uszkodzonych produktów oraz wielu innych.
Z drugiej jednak strony podejÊcie Lean Management oferuje metody pozwalajàce zwi´kszyç cz´stotliwoÊç dostaw bez zwi´kszania kosztów transportu.
Rozwiàzaniami tymi sà:
1. transport drobnicowy (czasami okreÊlane skrótem LTL,
od ang. Less Than Truckload),
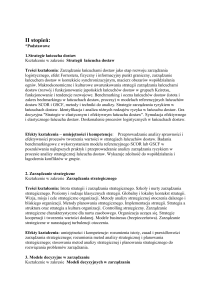
2. dostawy w kursach mleczarza.Transport drobnicowy
to rozwiàzania logistyczne powszechnie stosowane
przez du˝ych przewoêników.
Oferujà oni mo˝liwoÊç dostaw z wykorzystaniem poÊrednich punktów konsolidacyjnych. Dzi´ki temu udaje si´ w niektórych przypadkach rozwiàzaç wspomniane konflikty. Druga mo˝liwoÊç to dostawy w kursach mleczarza. Wykorzystuje si´ tu zasad´ odbierania dostaw od wielu dostawców z wykorzystaniem jednego Êrodka transportu (rys. 2).
CHAIN
SUPPLY
rys. 3
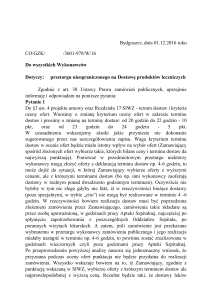
Jednak˝e aby takie rozwiàzanie by∏o efektywne, konieczne jest spe∏nienie nast´pujàcych warunków:
• dostawcy muszà byç skoncentrowani w wybranym obszarze geograficznym,
• wÊród dostawców w danym obszarze powinni znajdowaç
si´ tzw. „duzi” dostawcy, którzy dostarczajà du˝e wolumeny
komponentów lub surowców, oraz tzw. „mali” lub „Êredni”
dostawcy, dzi´ki którym wykorzystywany pojazd b´dzie wype∏niany do maksymalnej pojemnoÊci.
Niestety bardzo trudno jest jednoznacznie okreÊliç, jak
du˝y powinien byç obszar koncentracji dostawców oraz jaka
ich liczba jest wystarczajàca, by uruchomiç p´tle mleczarza.
Zale˝ne jest to od specyfiki ka˝dego przypadku. Konieczne
jest przeprowadzenie gruntownej analizy kosztów oraz czasami po∏àczenia koncepcji kursów mleczarza z transportem
drobnicowym. Przyk∏adowà analiz´ dla producenta cz´Êci samochodowych w USA, którego na potrzeby tego artyku∏u nazwano Producentem, przedstawiono poni˝ej. Przeanalizowano historyczne dane o dostawach do Producenta
za okres od stycznia 2007 do czerwca 2007 roku.
W tym okresie Producent by∏ zaopatrywany przez
48 firm, a dostawy by∏y realizowane z wykorzystaniem dostawcy us∏ug transportu drobnicowego.
Ze wzgl´du na znaczne zag´szcz´czenie firm zaopatrujàcych Producenta dok∏adnie przeanalizowano mo˝liwoÊç
wykorzystania koncepcji kursów mleczarza dla stanu Michigan. Analizujàc dane historyczne o wielkoÊci dostaw od poszczególnych firm, okaza∏o si´, ˝e w wybranym regionie spoÊród 14 firm mo˝na wyodr´bniç 2 firmy, które dostarczajà
du˝y wolumen towarów. Pozosta∏e firmy w analizowanym
okresie dostarcza∏y komponenty w ma∏ych wolumenach.
Na rys. 4 pokazano lokalizacj´ poszczególnych firm, któ-
rys. 4
22 | EUROLOGISTICS
re wybrano do analizy na potrzeby tego artyku∏u.
Po analizie odleg∏oÊci pomi´dzy poszczególnymi dostawcami okaza∏o si´, ˝e mo˝na zaprojektowaç kurs mleczarza z trzema sta∏ymi przystankami. Nast´pnie dok∏adnie przeanalizowano wielkoÊci kolejnych dostaw od poszczególnych firm. Przy za∏o˝onej pojemnoÊci ci´˝arówki starano si´ tak wype∏niaç ci´˝arówk´ towarami od dostawców du˝ego wolumenu oraz od dostawców ma∏ego wolumenu, by pierwsi byli odwiedzani jak najcz´Êciej. W zaprojektowanej trasie ci´˝arówka zatrzymywa∏aby si´ u dwóch dostawców du˝ego wolumenu oraz w punkcie prze∏adunkowym, gdzie trafia∏yby dostawy od firm dostarczajàcych ma∏y wolumen w ma∏ej cz´stotliwoÊci (realizowane przez lokalnego przewoênika). Ca∏à tras´ pokazano na rys. 5, zaznaczajàc 3 dodatkowe przystanki u dostawców zlokalizowanych przy zaprojektowanej trasie.
Zaprojektowana trasa ma d∏ugoÊç oko∏o 906 km.
W analizowanym okresie trasa ta obje˝d˝ana by∏a by przeci´tnie 3 razy w tygodniu. Wzrost cz´stotliwoÊci dostaw mia∏by najwi´kszy wp∏yw na dostawy z firm dostarczajàcych du˝y
wolumen. W ich przypadku Êrednia cz´stotliwoÊç dostaw
wzros∏aby nawet wi´cej ni˝ dwukrotnie (dla pierwszej firmy z
1,4 raza tygodniowo do 3 razy w tygodniu oraz dla drugiej
firmy z 1,5 raza tygodniowo do 3 razy tygodniowo). W przypadku firm dostarczajàcych ma∏y wolumen cz´stotliwoÊç dostaw wzros∏aby nawet szeÊciokrotnie. Dla obu firm dostarczajàcych du˝y wolumen sporzàdzono wykres cz´stotliwoÊci dostaw, porównujàc go z cz´stotliwoÊcià zaprojektowanej trasy.
Porównanie cz´stotliwoÊci dostaw w u˝ywanym modelu logistycznym z cz´stotliwoÊcià dostaw w zaprojektowanym modelu. Porównanie sporzàdzono tylko dla dwóch najwi´kszych dostawców z analizowanego regionuJak mo˝na zauwa˝yç, cz´stotliwoÊç obje˝d˝ania trasy zaprojektowa-
Nale˝y jednak podkreÊliç, ˝e spadek kosztów transportu nie by∏ g∏ównym celem. W niektórych przypadkach mo˝e zdarzyç si´, ˝e koszt rozwiàzania wykorzystujàcego koncepcj´ kursów mleczarza mo˝e byç nawet wy˝szy.
rys. 5
nej zgodnie z koncepcjà kursu mleczarza jest na ogó∏ wi´ksza ni˝ cz´stotliwoÊç dostaw oferowana w wykorzystywanym modelu dostaw. Wyjàtkiem jest jedynie tydzieƒ drugi, w którym liczba dostaw od firmy 1 by∏a wi´ksza ni˝ w zaprojektowanym rozwiàzaniu. Analizujàc jednak dok∏adnie dane, okaza∏o si´, ˝e w tym tygodniu skorzystano z priorytetowej dostawy, ponoszàc dodatkowo du˝e koszty. Analiza kosztów obu rozwiàzaƒ logistycznych
(u˝ywanego modelu dostaw z wykorzystaniem transportu drobnicowego oraz
koncepcji kursów mleczarza) wykaza∏a, ˝e nie ma znaczàcych ró˝nic w koszcie transportu. Koszt transportu zaprojektowanego rozwiàzania, z uwzgl´dnieniem kosztu lokalnego przewoênika w analizowanym regionie, wyniós∏by o ok.
8 proc. mniej ni˝ koszt wykorzystywanego modelu. Nale˝y jednak podkreÊliç, ˝e spadek kosztów transportu nie by∏ g∏ównym celem. W niektórych przypadkach mo˝e zdarzyç si´, ˝e koszt rozwiàzania wykorzystujàcego koncepcj´
kursów mleczarza mo˝e byç nawet wy˝szy. Nale˝y jednak zawsze t´ ró˝nic´
rozwa˝yç w kontekÊcie potencjalnych korzyÊci wynikajàcych ze wzrostu cz´stotliwoÊci dostaw. Kolejnà sprawà, którà warto si´ zainteresowaç, jest sama
zmiennoÊç cz´stotliwoÊci dostaw. W analizowanym przypadku jest ona efektem
braku poziomowania dostaw. Brak poziomowania wprowadza olbrzymi chaos i cz´sto doprowadza albo do braku komponentów lub surowców, albo do
ich nadmiernej iloÊci. Wp∏ywa on tak˝e na wzrost liczby osób koordynujàcych
codzienne dostawy. Osoby te muszà uporaç si´ ze zmiennoÊcià w zamówieniach i liczbie uruchamianych kursów. W przypadku wprowadzenia poziomowania dostaw osoby te mog∏yby poszukiwaç jeszcze lepszych rozwiàzaƒ logistycznych pozwalajàcych zwi´kszaç cz´stotliwoÊç dostaw oraz redukowaç koszty transportu.
Reklama
The more and more competitive market is getting more and more
demanding as far as quality, costs and availability of goods delivered
on time is concerned. As examples show more and more companies
are trying to re-model their producing and managing processes
according to the so-called lean manufacturing.
EUROLOGISTICS | 23