WSPÓŁCZESNE ZARZĄDZANIE 3/2011
CONTEMPORARY MANAGEMENT QUARTERLY 3/2011
147
Integracja narzędzi teorii ograniczeń jako
innowacyjny model zarządzania przedsiębiorstwem
z branży inżynierskiej – case study
Michał Adamczak*, Piotr Cyplik**, Łukasz Hadaś***
Słowa kluczowe: teoria ograniczeń, metoda Werbel – Bufor – Lina, Zarządzanie Łańcuchem Krytycznym Projektu, obsługa klienta, sterowanie produkcją
Keywords: theory of constraints, Drum – Buffer – Rope method, Critical Chain Project Management,
customer service process, shop floor control
Synopis: Artykuł prezentuje koncepcję integracji narzędzi teorii ograniczeń wykorzystywanych do
zarządzania projektami oraz planowania produkcji. Celem opisanego rozwiązania jest umożliwienie
przedsiębiorstwu z branży budowy maszyn działającemu zgodnie z modelem produkcji na zamówienie
konkurowania na rynku za pomocą krótkich terminów realizacji zleceń oraz akceptowalnej przez klienta ceny.
Wstęp
Celem niniejszego artykułu jest poznanie sposobów usprawniania systemu zarządzania
przedsiębiorstwem z branży budowy maszyn bazujących na znanych z teorii ograniczeń
metodach zarządzania projektami oraz planowania produkcji. We współczesnych warunkach
konkurencji przedsiębiorstwa kierujące swoje produkty na rynek inwestycyjny poddawane są
wymaganiom klientów zbliżonym do klientów indywidualnych. Rosną nie tylko oczekiwania
związane z wysokim stopniem kastomizacji ale również ze skracaniem czasu realizacji zamówienia. Ze względu na jednostkowy charakter procesu obsługi klienta może on być traktowany jako projekt. Obserwacja ta stała się podstawą do wykorzystania w opracowanej
koncepcji metody zarządzania projektami opartej na łańcuchu krytycznym. Ze względu na
zidentyfikowane w systemie produkcyjnym analizowanego przedsiębiorstwa ograniczenia
autorzy zdecydowali się na wykorzystanie metody Werbel-Bufor-Lina w celu usprawnienia
jego funkcjonowania. Poszukując rozwiązań mających wpłynąć na wzrost efektywności
organizacji konieczne jest zintegrowanie funkcjonowania obu przedstawionych narzędzi
zarządzania.
Autorem teorii ograniczeń (theory of constraints – TOC) jest Eliyahu Goldratt. TOC powstała jako filozofia ciągłego doskonalenia działalności biznesowej przedsiębiorstw [Schaefers, Aggoune, Becker, Fabbri, 2004, s.2639]. W usprawnieniu działalności przedsiębiorstwa
teoria ograniczeń skupia się na funkcjonujących w nim procesach oraz ograniczeniach systemu. Ograniczeniem nazywany jest zasób, który uniemożliwia osiąganie w lepszym stopniu
-
-
-
Charakterystyka teorii ograniczeń
-
*
Mgr inż. Michał Adamczak, Wyższa Szkoła Logistyki w Poznaniu
Dr inż. Piotr Cyplik, Wyższa Szkoła Logistyki w Poznaniu
***
Dr inż. Łukasz Hadaś, Wyższa Szkoła Logistyki w Poznaniu
-
**
148
M. Adamczak, P. Cyplik, Ł, Hadaś, Integracja narzędzi teorii ograniczeń…
M. Adamczak, P. Cyplik, Ł, Hadaś, Integrating the theory of constraints…
celu, do jakiego zaprojektowany został system [Simatupang, Wright, Sridharan, 2004, s.58].
Podstawowe założenia teorii ograniczeń brzmią następująco [Reid, 2007, s.21]:
- każdy system posiada cel;
- możliwości systemu są większe niż suma możliwości jego elementów;
- niewiele elementów (zwykle jeden) stanowi ograniczenie systemu.
Z zaprezentowanych powyżej założeń wynika pięć podstawowych kroków ciągłego doskonalenia organizacji [Goldratt, Cox, 2007, s.311]:
- Zidentyfikuj ograniczenie systemu;
- Zdecyduj jak wyzyskać ograniczenie systemu;
- Podporządkuj wszystko powyższej decyzji;
- Wywinduj ograniczenie systemu;
- Powróć do kroku 1.
Poprawa funkcjonowania przedsiębiorstwa może nastąpić na trzech poziomach. Najwyższy poziom obejmuje procesy zachodzące w całej organizacji oraz zależności pomiędzy nimi
[Gupta, Boyd, 2008, s.997]. Usprawnienie systemu na najwyższym poziomie możliwe jest
dzięki ciągłemu doskonaleniu opisanemu w pięciu krokach. Na poziomie operacyjnym (poziomie drugim) teoria ograniczeń zaleca wykorzystanie metody LPS (Logical Product Structure) oraz analizę V-A-T. Na poziomie szczegółowym (poziom trzeci) TOC proponuje w
celu usprawnienia przedsiębiorstwa wykorzystanie koncepcji zarządzania systemem produkcyjnym DBR (Werbel – Bufor – Lina - „Drum – Buffer – Rope”) (opisana w dalszej części
artykułu).
-
-
-
-
-
Teoria ograniczeń w zarządzaniu projektami
Rosnące oczekiwania klientów zarówno wobec spełniania ich indywidualnych oczekiwań
przez przedsiębiorstwa produkcyjne oraz czasu realizacji zamówień doprowadziły do zwiększenia zainteresowania tych firm przedsięwzięciami jako metodami realizacji postawionych
przed nimi zadań [Trocki, Grucza, Ogonek, 2003, s.14]. Projektem określane jest przedsięwzięcie zmierzające do realizacji wyznaczonego celu, wymagające wykorzystania zasobów i
ujęte w ramy ograniczeń czasowych, kosztowych i jakościowych [Kerzner, 2005, s.17]. Projekty są najczęściej odpowiedzią przedsiębiorstw na jednostkowe potrzeby ich klientów
[Strategor, 1995, s.365]. Dla zarządzania projektami szczególnie istotne znaczenie ma złożoność oraz niepowtarzalny charakter przedsięwzięć. W realizacji projektu uczestniczy zwykle
wielu wykonawców a wynika to ze złożoności zadań, które należy wykonać oraz z ich interdyscyplinarnego charakteru [Wysocki, McGary, 2005 , s.48].
Teoria ograniczeń podsuwa narzędzie zarządzania projektami dzięki, któremu możliwe
jest planowanie wykorzystania zasobów. Opisywana metoda opiera się o zastosowanie tzw.
łańcucha krytycznego (Critical Chain Project Management - CCPM). Łańcuch krytyczny to
zbiór zależnych od siebie zadań o najdłuższym czasie trwania uwzględniający ograniczenia
zasobów systemu. Ograniczanie systemu to min. Dostępność środków finansowych, funduszy czasu pracy, wielozadaniowość itp. W procesie planowania wykorzystania zasobów
poszczególne zadania w łańcuchu krytycznym pozbawione są buforów czasowych i zaplanowane wstecz (w ostatnim możliwym do zrealizowania terminie) w celu wyeliminowania
syndromu studenta (Student Syndorme – dedykowana rezerwa czasu wykorzystywana jest
przed rozpoczęciem wykonywania zadania [Robinson, Richards, 2009, p.1062]. Wprowadzenie najpóźniejszych terminów rozpoczęcia zadań oraz ograniczenie ich czasu trwania
poprzez usunięcie rezerwy czasu wymaga określenia wielkości i umieszczenia w harmonogramie projektu kompensujących odchylenia naturalne oraz przypadki wielozadaniowości
[Rahman, 1998, s.339]. Wyróżnia się dwa podstawowe rodzaje buforów czasu:
WSPÓŁCZESNE ZARZĄDZANIE 3/2011
CONTEMPORARY MANAGEMENT QUARTERLY 3/2011
-
-
149
bufor projektu (project buffer) – umieszczany na końcu projektu, zapewniający terminowe zakończenie realizacji całego projektu. Wielkość bufora określana jest często jako 50% długości łańcucha krytycznego [Stratton, Knight, 2010, p.488];
bufor zasilający (feeding buffer) – umieszczany na końcu sekwencji zadań nie wchodzących w skład łańcucha krytycznego, chroniący łańcuch krytyczny przed zakłóceniami płynącymi z zadań niekrytycznych [Herroelen, Leus, Demeulemeester, 2002,
p.49].
Teoria ograniczeń w zarządzaniu produkcją
W latach 80-tych ubiegłego wieku opracowana została metoda Werbel – Bufor – Lina
(„Drum – Buffer – Rope” - DBR) wdrażająca dorobek teorii ograniczeń do obszaru produkcyjnego przedsiębiorstwa. Zgodnie z przedstawioną koncepcją teorii ograniczeń skupia się
ona na odszukaniu ograniczenia systemu. Systemem produkcyjnym przedsiębiorstwa określany jest zorganizowany układ materialny i energetyczny wykorzystywany przez człowieka,
którego celem jest realizacja procesu produkcyjnego [Burchart-Korol, Furman, 2007, s.27].
Ograniczeniem w systemie produkcyjnym nazywany jest zasób pracujący najwolniej lub
o najmniejszej liczności [Sirikrai, Yenradee, 2006, s.3509]. Udoskonalanie system produkcyjnego w rozumieniu teorii ograniczeń związane jest z: zwiększeniem przerobu systemu
(ilości bądź wartości produktów systemu w określonej jednostce czasu), zmniejszeniem
zapasu robot w toku, skróceniem cykli produkcyjnych oraz poprawą terminowości realizacji
zleceń. W efekcie wszystkie wymienione korzyści mają dążyć do wzrostu zadowolenia
klienta i obniżenia kosztów prowadzonej działalności [Wu, Yeh, 2006, s.833].
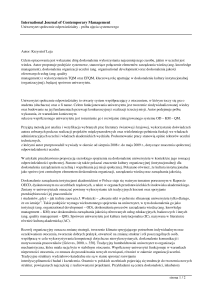
Koncepcja DBR wyróżnia trzy elementy, których wykorzystanie pozwala zwiększyć
przerób systemu produkcyjnego. Pierwszym elementem jest werbel („Drum”) - ograniczenie
systemu, które dyktuje tempo produkcji. Nadrzędna rola ograniczenia wynika z zasad teorii
ograniczeń a w szczególności z drugiego kroku usprawniania systemu - „wyzyskania” wąskiego gardła. Bufor („Buffer”) - zabezpieczenie (czasowe bądź materiałowe) ograniczenia
przed perturbacjami zaistiałymi we wcześniejszej fazie procesu. Lina („Rope”) - mechanizm kontrolującym aby wszystkie elementu systemu pracowały w tempie dyktowanym
przez wąskie gardło, co spowoduje ograniczenie zapasu robót w toku [Koh, Bulfin, 2004,
s.219]. Przepływ materiałów przez system produkcyjny zorganizowany według koncepcji
DBR jest rozwiązaniem hybrydowym stanowiącym połączenie logiki wyciągania (pull)
i przepychania (push).
pull
push
Materiał /
Material
Ograniczenie /
Constraint push
push
Stanowisko 1 /
Position 1
Stanowisko 2 /
Position 2
Bufor
Stanowisko 3 /
Position 3
Stanowisko 4 /
Position 4
-
-
-
-
-
Rys. 1. Przepływ materiałów i informacji w modelu DBR (DBR material flow)
Źródło: [Hadaś, Domański, 2008, s.8].
Pobór materiałów produkcyjnych do systemu produkcyjnego następuje w wyniku sygnału podanego przez ograniczenia systemu. Przepływ w tym przypadku realizowany jest na
zasadzie „wyciągania” a następnie materiały przepychane są przez kolejne stanowiska zgodnie z logiką „push” [Taylor, 1999, s.310-311].
150
M. Adamczak, P. Cyplik, Ł, Hadaś, Integracja narzędzi teorii ograniczeń…
M. Adamczak, P. Cyplik, Ł, Hadaś, Integrating the theory of constraints…
Rola integracji we współczesnej gospodarce
Przedsiębiorstwa przemysłowe również te kierujące swoje produkty na rynek inwestycyjny w dobie globalnej konkurencji są zobligowane do dostarczania klientom rozwiązań
o wysokim stopniu kastomizacji w terminach i po koszcie dawniej zarezerwowanym dla
rozwiązań standardowych. Działalność przedsiębiorstwa chcącego skutecznie konkurować
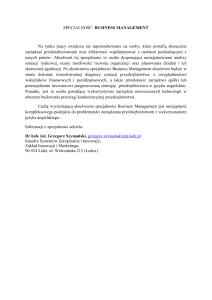
musi być nakierowana na racjonalizację przepływu materiałów i informacji w celu poszukiwania nowych źródeł zysku. Duże znaczenie w racjonalizacji przepływów mają działania
integrujące logistyki [Witkowski, 2002, s.11] przedstawione na rysunku 2.
Otoczenie rynkowe /
Market environment
Dostawcy /
Suppliers
Integracja
zewnętrzna /
External
integration
Przedsiębiorstwo / Company
Zaopatrzenie /
Supplies
Produkcja /
Production
Dystrybucja /
Distribution
Nabywcy /
Buyers
Strumienie / Flows of:
Integracja
zewnętrzna /
External
integration
Integracja wewnętrzna
- materiałowy / materials
- informacyjny / information
-
-
-
-
-
Rys. 2. Kierunki integracji (Directions of integrations)
Źródło: [Hadaś, 2003, s.71 na podstawie Christopher, 2000, s.13].
Integracja wewnętrzna opiera się o budowę ściślejszych związków międzyfunkcyjnych
w organizacji. Celem integracji wewnętrznej jest optymalizowanie przepływów wewnątrz
przedsiębiorstwa co ma prowadzić do lepszego wykorzystania posiadanych zasobów
i zmniejszenia kosztów prowadzonej działalności przedsiębiorstwa [Hadaś, 2003, s.70-71].
Należy zatem pamiętać, że samo obniżanie kosztów nie powinno stanowić o nadrzędnego
celu logistyki. Istotne są nie tylko koszt ale i przychody a te w dużej mierze zależą od efektywności [Tonndorf, 1998, s.15]. Oprócz aspektów kosztowych istotne znaczenie mają również: ujednolicenie celów procesów, możliwość zautomatyzowania zintegrowanych procesów oraz ich precyzyjniejsza kontrola [Kisperska – Moroń, 2000, s.44-45].To wszystko ma
umożliwić przedsiębiorstwu osiąganie założonych celów w sposób skuteczny, sprawny, wykorzystujący zasoby bez zbędnego marnotrawstwa [Griffin, 1996, s.38]. Budowanie efektywności organizacji odbywa się na trzech poziomach: organizacji, procesów oraz stanowisk
roboczych. Zarządzanie efektywnością tylko na niższych poziomach może dać rezultat stanowiący marginalną część możliwego do osiągnięcia. [Rummler, Brache, 2000, s.63] Szczególne znaczenie mają działania podejmowane w celu eliminacji strat powstających w procesach dodających wartość do produktu bądź usługi z punktu widzenia klienta. Pamiętać należy przy tym aby wyposażyć wszystkich zaangażowanych w realizację rozpatrywanego procesu w narzędzia wspierające poprawę efektywności. Bez tego nie można liczyć na realizację
celów organizacji.
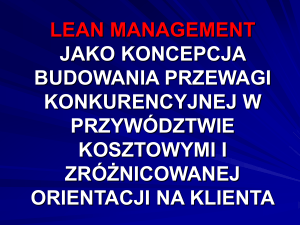
Analiza procesu obsługi klienta
Celem procesu obsługi klienta analizowanego przedsiębiorstwa jest dostarczanie klientowi produktów spełniających jego wymagania po akceptowalnym koszcie w terminie krótszym niż konkurencyjni dostawy. Obecnie proces obsługi klienta realizowany jest przez
sześć działów. Schematy procesu obsługi klienta opisywanego przedsiębiorstwa przedstawia
rysunek 3.
WSPÓŁCZESNE ZARZĄDZANIE 3/2011
CONTEMPORARY MANAGEMENT QUARTERLY 3/2011
151
Współpraca z klientem / Cooperation with the customer
Dział Sprzedaży /
Sales Department
Obróbka zamówienia / Processing the order
Projektowanie / Constructing
Dział Planowania Produkcji /
Production Planning Department
Planowanie produkcji / Production planning
Dział Zaopatrzenia / Supply
Department
Planowanie zaopatrzenia / Supply planning
Dział Realizacji Produkcji /
Production Department
Realizacja produkcji / Production realization
Dział Realizacji /
Realization Department
Dział Obsługi
Posprzedażnej /
Post-Sale Service
Department
Wysyłka / Realizacja usługi / Shipment / Service completion
Rozliczanie projektu / Project settlement
Obsługa posprzedażna / Post-sales servicies
Rys. 3. Przebieg procesu obsługi klienta w analizowanym przedsiębiorstwie (The customer
service process in the analysed company)
Źródło: [Adamczak, Cyplik, Hadaś, 2010, s.24]
Sprawna realizacja procesu przez oddzielne jednostki organizacyjne wymaga koordynacji
ich prac. Obecnie dział sprzedaży podpisując umowy z klientami na dostarczenie wymaganego urządzenia kieruje się tylko i wyłączenie wymaganiami nabywcy bez konsultacji
z pozostałymi realizatorami procesu. Zapisane w umowie terminy stają się podstawą do
planowania kolejnych działań. Dokumenty związane z ich realizacją są „przepychane” przez
system. Głównymi problemami w procesie obsługi klienta zdiagnozowanymi przez autorów
są:
- Brak standardów pracy na stanowisku;
- Błędy w dokumentacji;
- Niewłaściwy przepływ informacji.
Za najpoważniejszy problem autorzy uznali niewłaściwy przepływ informacji. Koordynacja działań jednostek odpowiedzialnych za realizację procesu wymaga pełnej przejrzystości procesu, stopnia oraz pilności jego realizacji dla każdego z zamówień klientów.
-
-
-
-
-
Analiza systemu produkcyjnego
Wiodącymi technologiami w procesie produkcyjnym analizowanego przedsiębiorstwa są
typowe dla branży budowy maszyn technologie: cięcie, szlifowanie, obróbka plastyczna,
spawanie, montaż końcowy. Struktura produkcyjna i składające się na nią park maszynowy
zorganizowany jest w układzie technologicznym. W ramach gniazd realizowane są zbliżone
technologicznie operacje. Pracownicy w ramach gniazd są wzajemnie zastępowali czemu
sprzyja nieskomplikowana technologia. Przyjęte przez dział sprzedaży zamówienia klientów
przekładane są na zlecenia produkcyjne poszczególnych części składowych oraz zlecenia
montażowe gotowego urządzenia. Terminy realizacji zleceń produkcyjnych wynikają z wymaganej daty wysyłki wyrobu do klienta oraz niezbędnego wyprzedzenia czasowego wynikającego z pracochłonności wykonania wyrobu gotowego, ilości aktualnie realizowanych
prac oraz czasów cyklu uzupełniania zapasów materiałów i części składowych. Przepływ
materiałów oraz półproduktów przez system produkcyjny odbywa się zgodnie z logiką push.
152
M. Adamczak, P. Cyplik, Ł, Hadaś, Integracja narzędzi teorii ograniczeń…
M. Adamczak, P. Cyplik, Ł, Hadaś, Integrating the theory of constraints…
Produkcja w toku „przepychana” jest pomiędzy stanowiskami a następnie pomiędzy gniazdami zgodnie z pilności wykonania. Brak zrównoważenia czasów operacji na poszczególnych stanowiskach powoduje gromadzenie zapasu robót w toku przed zasobami (stanowiskami bądź gniazdami) o niższej produktywności. W efekcie hala produkcyjna przypomina
magazyn, w którym prowadzona jest działalność wytwórcza.
W nawiązaniu do potrzeb rynkowych przeprowadzono analizę stanu obecnego systemu
produkcyjnego w celu identyfikacji najpoważniejszych problemów mających wpływ na jego
niską efektywność. Jako przyczyny nieefektywności uznano:
- Brak harmonogramów pracy;
- Ręczne sterowanie procesem produkcyjnym;
- Nierównomierne obciążenie wydziału produkcyjnego w ujęciu rocznym;
- Brak kontroli nad realizacją zleceń.
Celem cząstkowym wdrożenia opracowanej koncepcji zarządzania jest wyeliminowanie
przedstawionych powyżej przyczyn niskiej efektywności systemu co ma doprowadzić do
poprawienia pozycji konkurencyjnej przedsiębiorstwa na rynku poprzez możliwość dostarczania w krótkim czasie po akceptowalnym koszcie wyrobów zaspakajających indywidualne
potrzeby klientów.
-
-
-
-
-
Wdrożenie CCPM
Zaproponowane przez autorów narzędzie usprawniające proces obsługi klienta czerpie
z metody zarządzania projektami CCPM. Rozwiązanie opiera się na określeniu normatywów
czasowych dla każdego z zadań. Pod pojęciem normatyw rozumiany jest czas niezbędny na
realizację zadania w ujęciu kategorii produktowych z uwzględnieniem specyfiki wielozadaniowości zaokrąglony do pełnego dnia roboczego. Za moment zakończenia realizacji zadania
uznaje się datę zamieszczenia w zintegrowanym systemie informatycznym kompletu dokumentacji bądź dostarczanie w określone miejsce fizycznych wyrobów. W przypadku zamówienia, którego czas realizacji jest krótszy niż suma normatywów czasowych każdy z nich
zostaje proporcjonalnie skrócony. Jako moment rozpoczęcia procesu obsługi klienta uznaje
się zmieszczenie w systemie informatycznym podpisanej przez klienta umowy na zakup
urządzenia wraz z przekazaniem kompletnych wymagań niezbędnych do zaprojektowania
jego konstrukcji. Zgodnie z przyjętą datą przekazania produktu klientowi zasoby realizujące
projekt obciążane są wstecz. Powstaje łańcuch krytyczny projektu. Na końcu łańcucha krytycznego umieszczany jest bufor projektu o długości równej połowie czasu jego trwania. Na
podstawie określonych normatywów i terminu planowanego zakończenia procesu obliczane
są daty przekazywania kompletnej dokumentacji pomiędzy poszczególnymi etapami procesu. Realizacja poszczególnych etapów procesu rejestrowana jest w systemie informatycznym
i wyświetlana w układzie tabelarycznym. W nagłówkach kolumn umieszczone są poszczególne etapy procesu natomiast etykiety wierszy stanowią poszczególne urządzenia, które są
obecnie realizowane. W polach tabeli umieszczane zostają daty realizacji poszczególnych
etapów procesu wraz z sygnałem kolorystycznym zgodnym z metodą zarządzania buforami
Traffic Light Analogy. W metodzie tej wielkość bufora podzielona jest na 3 równe strefy
oznaczone kolorami: zielony (niska penetracja bufora), żółty (średni stopień penetracji bufora) oraz czerwony (głęboka penetracja bufora) [Cyplik, Hadaś, Domański, 2009, s.10].
W oparciu o datę i normatywy czasowe kolejnych zadań w procesie obliczony zostaje przewidywany termin zakończenia procesu i alokacja tego miejsca w buforze projektu, stopień
penetracji bufora oraz odpowiadający mu sygnał kolorystyczny.
WSPÓŁCZESNE ZARZĄDZANIE 3/2011
CONTEMPORARY MANAGEMENT QUARTERLY 3/2011
153
Wdrożenie DBR
Każdy system produkcyjny stanowi indywidualne rozwiązanie mające zagwarantować
ekonomicznie uzasadnione dostarczanie klientom wyrobów zgodnych z ich oczekiwaniami
Dlatego też usprawnienie stanowią często rozwiązanie „szyte na miarę”. Na rysunku 4 autorzy prezentują metodykę wdrożenia koncepcji werbel-bufor-lina do reorganizowanego systemu produkcyjnego.
Identyfikacja strumieni technologicznych / Technological stream identification
Rozmieszczenie stanowisk zgodne ze strumieniami technologicznymi /
Plant layout in line technological streams
Analiza obciążeń stanowisk roboczych / Position workload analysis
Identyfikacja „wąskiego gardła” systemu / „Bottleneck” identification
Określenie produktywności wąskiego gardła / „Bottleneck” productivity
identification
Budowa systemu sterowania opartego o rytm pracy wąskiego gardła /
Development of a control system based on the „bottleneck” capacity
Skracanie czasów przezbrojeń / SMED
Szkolenia pracowników / Staff training
Ciągłe doskonalenie systemu / Constant system improvement
Zwiększenie modułowości konstrukcji /
Increase in construction modularity
-
-
-
-
-
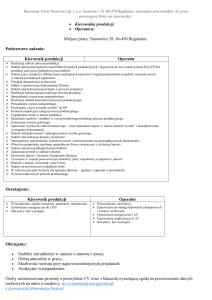
Rys. 4. Metodyka wdrożenia DBR (DBR implementation methodology)
Źródło: [Cyplik, Adamczak, Hadaś, 2010, s.48].
Zaprezentowana przez autorów metodyka składa się z dwóch części. Pierwsza z nich stanowi przygotowanie i wdrożenie metody DBR do reorganizowanego systemu produkcyjnego
a druga jego ciągłe doskonalenie. Przygotowanie systemu produkcyjnego do wdrożenia
narzędzi zaczerpniętych z teorii ograniczeń rozpoczyna się od identyfikacji strumieni technologicznych przepływających przez system. Jako kolejny krok postuluje się rozmieszczenie
stanowisk na hali produkcyjnej zgodne z przebiegiem zidentyfikowanych strumieni technologicznych. Umożliwi to nie tylko skrócenie dróg transportowych ale również ułatwi wizualną kontrolę procesu i umożliwi wprowadzenie buforów niezbędnych do stworzenia ciągłego
przepływu przez system. Po rozmieszczeniu stanowisk na hali i alokacji strumieni do poszczególnych stanowisk roboczych autorzy sugerują obliczenie obciążeń zarówno maszyn
jak i pracowników w celu identyfikacji „wąskich gardeł” systemu czyli stanowisk najbardziej obciążonych. W wyniku analizy jako „wąskie gardło” uznano spawalnię. W celu „wyzyskania” ograniczenia określona powinna zostać jego produktywność a na jej podstawie
zbudowany podsystem sterowania produkcją. Mechanizm sterowania produkcją pilnuje aby
do systemu produkcyjnego nie wpłynęło więcej materiałów niż jest w stanie przerobić jego
ograniczenie. Pobranie robót w toku z bufora przed spawalnią „zasysa” materiały do systemu
produkcyjnego, które następnie są „przepychane” (push) pomiędzy stanowiskami. Wielkości
buforów ustalane są w pierwszym okresie funkcjonowania systemu na podstawie przewidywanego wolumenu produkcji oraz prawdopodobieństwa zajścia zjawisk niepożądanych.
W kolejnych okresach istnieje możliwość sterowania wielkościami buforów na podstawie
analizy ich zużycia zgodnie z logiką Traffic light analogy.
154
M. Adamczak, P. Cyplik, Ł, Hadaś, Integracja narzędzi teorii ograniczeń…
M. Adamczak, P. Cyplik, Ł, Hadaś, Integrating the theory of constraints…
Równie ważne dla prawidłowego funkcjonowania systemu produkcyjnego jest jego ciągłe doskonalenie. Autorzy rozumieją ciągłe doskonalenie znaczenie szerzej niż tylko wykonywanie iteracji w ramach poszukiwania ograniczenia systemu. Szczególną uwagę w tej
części metodyki należy zwrócić na skracanie czasów przezbrojeń, wzrost modułowości konstrukcji oraz szkolenie personelu w celu przekonania ich do potrzeby ciągłego doskonalenia
procesu produkcyjnego.
Integracja narzędzi teorii ograniczeń
Budowanie efektywności organizacji powinno się odbywać na trzech poziomach. Rezultaty działań podejmowanych lokalnie są daleko gorsze od tych traktujących zagadnienie
całościowo. Realizacji założonego celu muszą być podporządkowane wszystkie procesy
a poprzez nie również ich wykonawcy wyposażani w niezbędne zasoby. Na poziomie organizacji efektywność budowana jest poprzez określenie jasnego celu do którego dąży przedsiębiorstwo. Przesłanką do opracowania innowacyjnego modelu zarządzania była chęć dostarczania klientom produktów o wysokim stopniu kastomizacji po akceptowalnym przez
nich koszcie i w czasie krótszym niż konkurencja.
Poziom organizacji /
Organization level
Analizowane przedsiębiorstwo /
Analyzed company
Poziom procesu /
Process level
Proces obsługi klienta
(narzędzie CCPM) /
Service process (CCPM tool)
Terminy
realizacji / Terms
Zasilenia materiałowe
i informacyjne /
Inputs : materials and
information
Procesy
sprzedaży /
Sales process
Proces produkcji /
Production process
Terminy
realizacji /
Terms
Poziom stanowisk roboczych /
Flow level
„pull”
Materiały,
części
składowe /
Rae materials
„push”
Wyroby gotowe /
Finished goods
Procesy realizacji /
Realization process
Spawalnia „wąskie gardło” /
Welding „bootlenecks”
„push”
Wyroby gotowe /
Finished goods
Na poziomie procesu szczególną uwagę zwrócono na proces obsługi klienta jako kluczowy dla budowania pozycji na rynku. Ze względu na jego charakterystykę do zarządzania
nim zdecydowano się na wykorzystanie narzędzia CCPM. Spodziewanym efektem wdrożenia zaproponowanego rozwiązania jest poprawa przepływu informacji oraz aktualizowane na
bieżąco wymagane terminy realizacji każdego z zadań. Informacje wyjściowe na temat
wymaganych terminów realizacji procesu produkcyjnego są niezwykle istotne dla prawidłowego sterownia nim. Ze względu na organizację produkcji zgodnie z metodą DBR informacja ta służy jako dana wejściowa do kolejkowania robót na „wąskim gardle”, które z kolei
steruje na poziomie stanowisk roboczych pobieraniem materiałów do systemu produkcyjnego według logii pull.
-
-
Rys. 5. Integracja narzędzi TOC na poziomie informacyjnym w analizowanym przedsiębiorstwie (TOC tools integration on information level in analyzed company)
Źródło: [Opracowanie własne na podstawie Rummler, Brache, 2000, s.44].
-
-
-
Uwagi końcowe
Opracowany model zarządzania ma w założeniu poprzez integrację narzędzi teorii ograniczeń umożliwić przedsiębiorstwu z branży budowy maszyn zdobycie przewagi konkurencyjnej na rynku. Kluczowe znaczenie ma w nim informacja. Wdrożenie narzędzi bez mechanizmu scalającego dążyłoby do usprawnienia jedynie na poziomie lokalnym. Działanie takie
WSPÓŁCZESNE ZARZĄDZANIE 3/2011
CONTEMPORARY MANAGEMENT QUARTERLY 3/2011
155
w efekcie nie przyniosłoby zakładanych korzyści dla klienta. Produkcja przebiegałaby
w oderwaniu od rzeczywistej pilności realizacji zleceń co doprowadziłoby do opóźnień dostaw. Zastosowanie modelu DBR pozwala na sterowanie procesem produkcyjnym w oparciu
o produktywność „wąskiego gardła” oraz zastosowanie buforów pomiędzy poszczególnymi
etapami produkcji (ze szczególnym uwzględnieniem buforu przed zasobem krytycznym).
Dzięki „wciąganiu” (na zasadzie pull) materiałów do systemu przez jego „ograniczenie”
system staje się reaktywny i dostosowuje poziom robót w toku do prowadzonej aktualnie
produkcji. Terminowość realizacji procesu zależy bezpośrednio od kolejkowania robót na
„wąskim gardle”, która wynika z terminów obliczonych przez zaproponowane narzędzie do
zarządzania procesem obsługi klienta.
Spodziewane rezultaty wdrożenia opracowanej koncepcji zarządzania dotyczą głównie
przyspieszenia realizacji zamówień klientów. Wynikają one nie tylko z realizacji produkcji
urządzeń o największym priorytecie ale również z przebiegu całego procesu obsługi klienta.
Dzięki posiadaniu aktualnej informacji na temat stopnia zaawansowania oraz penetracji
bufora projektu osoba odpowiedzialna za realizację procesu ma możliwość podejmowania
decyzji o wdrożeniu działań korygujących. Analiza penetracji buforów na każdym z etapów
procesu zarówno obsługi klienta jak i produkcji pozwala na identyfikację „ograniczeń systemu” co w konsekwencji może stać się podstawą do próby przeorganizowania w celu przeniesienia realizacji części zadań do innych działów bądź rozbudowanie zasobów „wąskiego
gardła”. Określenie normatywów czasowych na wykonanie poszczególnych zadań wymagać
będzie dostarczania realizującym je jednostkom kompletu informacji, co z kolei sprawi, że
pracownicy wymagać będą od wykonawców poprzednich zadań dokumentacji zawierającej
niezbędne dane w przystępnej formie i w określonym czasie, co zapewni samokontrolę systemu.
Perspektywą rozwoju dla opisanego modelu jest rozbudowanie logiki ustalania priorytetów realizacji zleceń produkcyjnych na podstawie informacji płynących z procesu obsługi
klienta. Uzyskiwanie w czasie rzeczywistym informacji zwrotnej z systemu produkcyjnego
mogłoby stać się jednym z podstawowych czynników branych pod uwagę przez dział sprzedaży w procesie podejmowania decyzji o podpisaniu umowy na realizację danego urządzenia.
Bibliografia
1.
2.
3.
-
5.
6.
-
-
4.
7.
-
-
8.
Adamczak M., Cyplik P., Hadaś Ł., (2010), Improving the customer service process in the mechanical engineering company by means of the theory of constraints project management tools –
case study, [w:] Pawłowski E. (red.), Operations and Logistics management, Wydawnictwo Politechniki Poznańskiej, Poznań.
Burchart-Korol D., Furman J., (2007), Zarządzanie produkcją i usługami, Wydawnictwo Politechniki Śląskiej, Gliwice.
Christopher M., (2000), Logistyka i zarządzanie łańcuchem dostaw, Polskie Centrum Doradztwa
Logistycznego, Warszawa.
Cyplik P., Adamczak M., Hadaś Ł., (2010), Re-organization of the production system in a mechanical engineering company with high degree of a product customization using the Drum-BufferRope method – case study, [w:] Pawłowski E. (red.), Operations and Logistics management, Wydawnictwo Politechniki Poznańskiej, Poznań.
Goldratt E.M., Cox J., (2007), Cel I, Doskonałość w produkcji, MINT Books, Warszawa.
Griffin R.W., (1996), Podstawy zarządzania organizacjami, Wydawnictwo Naukowe PWN,
Warszawa.
Gupta M.C., Boyd L.H., (2008), Theory of constraints: a theory for operations management,
“International Journal of Operations & Production Management”, Vol.28 No.10.
Hadaś Ł. (2003), Integracja obszarów zaopatrzenia i produkcji, [w:] Fertsch M. (red.), Logistyka
produkcji, Biblioteka Logistyka, Poznań.
156
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
M. Adamczak, P. Cyplik, Ł, Hadaś, Integracja narzędzi teorii ograniczeń…
M. Adamczak, P. Cyplik, Ł, Hadaś, Integrating the theory of constraints…
Herroelen W., Leus R., Demeulemeester E., (2002), Critical Chain Project Scheduling: Do not
Oversimplify, “Project Management Journal”, Vol.33 No.4.
Kerzner H., (2005), Advanced Project Management – Edycja Polska, Wydawnictwo Helion, Gliwice.
Kisperska – Moroń D., (2000), Wpływ tendencji integracyjnych na rozwój zarządzania logistycznego, Wydawnictwo Akademii Ekonomicznej w Katowicach, Katowice.
Koh S.-G., Bulfin R.L., (2004), Comparison of DBR with CONWIP In an unbalanced production
Line with three stations, “International Journal of Production Research”, Vol.42 No.2.
Rahman S., (1998), Theory of constraints, A review of the philosophy and its applications, “International Journal of Operations & Production Management” Vol.18 No.4.
Reid R.A., (2007), Applying the TOC five step focusing process in the service sector, “Managing
Service Quality”, Vol.17 No.2.
Robinson H., Richards R., (2009), An introduction to Critical Change Project Management,
AACE International Transactions.
Rummler G.A., Brache A.P., (2000), Podstawy efektywności organizacji, PWE, Warszawa.
Schaefers J., Aggoune R., Becker F., Fabbri R., (2004), TOC – based planning and scheduling
model, “International Journal of Production Research”, Vol.42 No.13.
Simatupang T.M., Wright A.C., Sridharan R., (2004), Applying the theory of constraints to supply
chain colaboration, “Supply Chain Management: An International Journal”, Vol.9 No.1.
Sirikrai V., Yenradee P., (2006), Modified drum-buffer-rope scheduling mechanizm for a nonidentical parallel machine flow shop with processing –time variation, “International Journal of
Production Research”, Vol.44 No.17.
Strategor, (1995), Zarządzanie firmą, PWE, Warszawa.
Stratton R., Knight A., (2010), Managing patient flow using time buffers, “Journal of Manufacturing Technology Management”, Vol.21 No.4.
Taylor L.J., (1999), A simulation study of WIP inventory drive systems and their effect on financial measurements, “Integrated Manufacturing Systems”, 10/5.
Tonndorf H.G., (1998), Logistyka w handlu i przemyśle, Wydawnictwo profesjonalnej szkoły
biznesu, Kraków.
Trocki M., Grucza B., Ogonek K., (2003), Zarządzanie projektami, PWE, Warszawa.
Witkowski J., (2002), Logistyka w zarządzaniu przedsiębiorstwem, Wydawnictwo Akademii Ekonomicznej im. Oskara Langego we Wrocławiu, Wrocław.
Wu H.-H., Yeh M.-L., (2006), A DBR scheduling method form manufacturing environments with
bottleneck re-entrant flow, “International Journal of production Research”, Vol.44 No.5.
Wysocki R.K., McGary R., (2005), Efektywne zarządzanie projektami, Wydanie III, Wydawnictwo
Helion, Gliwice.
Bibliografia elektroniczna
1.
-
Summary
-
-
Integrating the theory of constraints as an enterprise management
innovative model in engineering industry – case study
-
-
2.
Cyplik P., Hadaś Ł., Domański R., Implementation of the theory of constraints in the area of stock
management within the supply chain – a case study, [online]; LogForum Vol.5 Issue 3 No.5, WSL,
Poznań 2009, http://www.logforum.net/pdf/5_3_6_09.pdf, [24.11.2010]
Hadaś Ł., Domański R., Mechanizmy kontroli poziomu robót w toku w systemach produkcyjnych
wg koncepcji Lean Management i Theory Of Constraints, [CD-ROM]; Instytut Inżynierii
Zarządzania Politechniki Poznańskiej, Poznań, 2/2008.
The article presents the conception of using the theory of constraints in the reorganization
of company management system. The main assumption of the described solution is the innovative use of tools, theory of constraints project management and production management.
WSPÓŁCZESNE ZARZĄDZANIE 3/2011
CONTEMPORARY MANAGEMENT QUARTERLY 3/2011
157
-
-
-
-
-
The aim of this conception is acceleration in the customer service process by coordinating the activities of all departments involved in this process with particular emphasis on the
production area. In order to improve the customer service, the authors have proposed to use
time buffer management tools described in the theory of constraints.
The integration of production process with the other steps in the execution of the contract
requires the flexibility of the production system. According to the authors these objectives
can be achived due to drum-buffer-rope method.
One of the directions of developing described model is the logic of prioritizing the production orders based on the information derived from the customer servise process. Recieving the feedback information in real time could become on of the crucial factors in the
sales departament decision making procesess.