Biopaliwa
Rodzaje biopaliw
wodór
bioetanol
biogaz
estry kwasów rzepakowych (biodiesel)
Wodór
ważny nośnik energii
Zastosowanie wodoru
nośnik energetyczny,
w petrochemii - do uwodornienia olefin i związków aromatycznych,
izomeryzacji, krakingu, usuwania związków siarki i azotu,
w metalurgii i przemyśle jądrowym - do usuwania tlenu,
w przemyśle chemicznym - do produkcji amoniaku, metanolu, plastików,
w przemyśle elektronicznym - do produkcji włókien optycznych obwodów
scalonych.
Biologiczne metody otrzymywania wodoru
biofotoliza wody przy użyciu alg i cyjanobakterii,
fotofermentacja w obecności bakterii fotosyntetyzujących,
fermentacja anaerobowa (ciemna) w obecności bakterii
fermentujących,
systemy hybrydowe wykorzystujące bakterie fermentujące
i fotosyntetyzujące.
Ciemna fermentacja
Mikroorganizmy
bakterie anaerobowe (Clostridium pasteurianum, Enterobacter cloacae)
Enzym
Fe-hydrogenaza (dwukierunkowa hydrogenaza żelazowa) katalizujca
reakcję:
2H+ + 2 e- ↔ H2
Enzym podczas wytwarzania wodoru nie zużywa ATP, jednak jest bardzo
podatny na inhibicję tlenową.
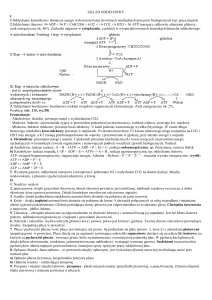
Enzym zawiera pięć klastrów (centrów) żelazowo-siarkowych połączonych
kowalencyjnie z białkiem. Jeden jest typu Fe2S2, trzy Fe4S4, a piąty, tzw.
centrum ‘H’, składa się z dwóch subcentrów i zawiera sześć atomów żelaza.
Cztery atomy znajdują się w konwencjonalnym centrum [4F-4S], które
poprzez siarkę z reszt cysteiny połączone jest z biologicznie unikalnym
subcentrum zwierającym dwa atomy żelaza skoordynowane ligandami CO
i CN.
Centrum Fe2S2
Centrum Fe4S4
H – klaster w Fe-hydrogenazie z Clostridium pasteurianum
D.Das, T.Dutta, K.Nath, S.M. Kotay, A.K.Das, T.N. Veziroglu, 2006, Current Science, 90, 1627
Warunki prowadzenia biologicznego procesu
otrzymywania wodoru
mieszana kultura otrzymana z naturalnych źródeł (kompost, osad
z fermentacji anaerobowej, gleba),
źródło węgla – glukoza, odpadowa biomasa,
pH około 5,5,
niskie ciśnienie cząstkowe wodoru,
(S0/X0) ~ 4 (stosunek stężenia substratu w pożywce do biomasy w
inokulum),
odpowiednie stężenie jonów żelaza (zbyt niskie stężenie żelaza
faworyzuje produkcję etanolu kosztem wydzielania wodoru),
krótki hydrauliczny czasu zatrzymania ścieków (stosunek objętości
czynnej reaktora do natężenia przepływu ścieków).
W czasie fermentacji, w obecności mieszanej kultury bakterii, oprócz reakcji
prowadzących do utworzenia wodoru, zachodzi także wiele reakcji
konkurencyjnych. Podczas tych reakcji zużywany jest substrat organiczny i
mogą one prowadzić do zanieczyszczenia gazu dodatkowymi produktami np.
metanem. Dlatego też konieczne jest zahamowanie tych procesów.
glukoza → pirogronian
pirogronian + CoA + 2 Fd(ox) → acetylo-CoA +2 Fd(red) + CO2
2 Fd(red) + 2 H+ → 2 Fd(ox) + H2
C6H12O6 + 2H2O ↔ 2CH3COOH + 4H2 + 2CO2
C6H12O6 ↔ CH3CH2CH2COOH + 2H2 + 2CO2
C6H12O6 ↔ 3CH4 + 3CO2
CH3COOH + 2H2 ↔ CH3CH2OH +H2O
CH3COOH ↔ CH4 + CO2
Zalety procesu:
bardzo duża szybkość wydzielania wodoru,
możliwość wytwarzania wodoru w dzień i w nocy,
możliwość stosowania różnych odpadowych substratów
organicznych.
Wada:
w trakcie fermentacji powstają kwasy i alkohole. Obniża to
opłacalność procesu, ponieważ zmniejsza się wydajność
przekształcenia związku organicznego do wodoru. Konieczne jest
ponadto dalsze oczyszczanie ścieku powstającego w czasie procesu.
Fotobiologiczne otrzymywanie
wodoru
Mikroorganizmy :
algi, Chlamydomonas reinhardtii)
cyjanobakterie (Anabaena, Nostoc)
bakterie fotosyntetyzujące (Rhodobacter sphaeroides, Rhodospirillum
rubrum)
Enzymy:
kompleks nitrogenazy (nitrogenaza)
hydrogenaza NiFe
Kompleks nitrogenazy
Dwuskładnikowy system metaloprotein składający się z reduktazy i
dinitrogenazy:
reduktaza (białko Fe) - przenosi elektrony z ferredoksyny na
dinitrogenazę,
dinitrogenaza (białko FeMo) katalizuje reakcję wiązania azotu
cząsteczkowego:
N2 + 8e- + 8H+ + 16 ATP +16 H2O → 2 NH3 + H2 + 16 ADP + 16Pi
gdy w środowisku brak jest azotu reakcja przebiega następująco:
2 H+ + 4ATP + 2 Fdrd H2 + 4 ADP + 4 Pi + 2 Fdox
Rodzaje nitrogenaz
molibdenowa – zawiera molibden i żelazo w centrum kofaktora, jest
najbardziej rozpowszechniona wśród mikroorganizmów,
wanadowa - syntetyzowana, gdy w układzie znajduje się wanad, a brak
jest molibdenu; charakteryzuje się największą szybkością wytwarzania
wodoru,
żelazowa - powstaje gdy w układzie brak jest molibdenu i wanadu.
Hydrogenaza NiFe (niklowo-żelazowa)
Katalizuje proces utleniania wodoru cząsteczkowego
(uzyskane elektrony użyte są do redukcji NAD+):
H2 → 2 H+
Hydrogenaza NiFe zbudowana jest z małej i dużej
podjednostki.
Mała podjednostka – to trzy centra żelazowo-siarkowe,
dwa typu [4Fe-4S] (patrz Fe hydrogenaza w ciemnej
fermentacji) i jedno [3Fe-4S]:
Biofotoliza wody z udziałem alg lub cyjanobakterii
Fotosynteza (warunki aerobowe)
O2
CO2
H2O → PSII → PSI → Fd → RUBISCO → [CHO]
Biofotoliza bezpośrednia (warunki anaerobowe)
2 H2 O 2 H 2 + O2
O2
H2O → PSII → PSI → Fd → H2asa → H2
Proces nie zawiera etapu wiązania CO2 lub magazynowania energii w
postaci metabolitów komórkowych - powstają tylko wodór i tlen, który
jest jednakże silnym inhibitorem.
Próba rozwiązania problemu inhibicji tlenem: rozdział
reakcji wydzielania tlenu i wodoru (algi Chlamydomonas
reinhardtii)
warunek konieczny – podłoże hodowlane pozbawione siarki
Hodowla w pożywce pozbawionej siarki powoduje obniżenie szybkości
fotosyntezy tlenowej natomiast nie zmienia szybkości respiracji. Po
pewnym czasie trwania procesu wytwarzają się warunki anaerobowe
bowiem cały tlen z fotosyntezy zostaje zużyty w respiracji.
Podczas naświetlania obserwuje się wydzielanie wodoru oraz zużycie
znacznych ilości wewnątrzkomórkowych substancji zapasowych:
skrobi i białek.
Czas wydzielania wodoru - około 100 godzin. Po tym okresie algi muszą
powrócić do normalnej fotosyntezy w celu uzupełnienia substratu
endogennego.
Fotofermentacja z udziałem bakterii
Rhodobacter sphaeroides
Enzymy:
nitrogenaza
hydrogenaza (NiFe hydrogenaza) - katalizuje proces utleniania
wodoru cząsteczkowego
Warunek konieczny wydzielania wodoru: atmosfera
anaerobowa i brak azotu:
2 H+ + 4 ATP + 2 e H2 + ADP + 4 Pi
W warunkach aerobowych natomiast zachodzi proces respiracji.
Obserwuje się wtedy wzrost biomasy, ale nie wytwarza się wodór.
Źródło energii – światło
Źródło węgla – związki organiczne (kwas jabłkowy, mleczan,
ścieki z produkcji kwasu mlekowego)
Schemat wytwarzania wodoru
przez bakterie Rhodobacter sphaeroides
światło
H+
na zewnątrz
membrany
H+, elektrony
H2
aparat
fotosyntetyczny
CO2
Hydrogenaza
ATP
synteza
ATP
substrat
cykl TCA
H+
Nitrogenaza
H
H
2
2
elektrony
Biosynteza ,
produkty wzrostu
Koku, H. et al.. Int. J. Hydrogen Energy 2002, 27, 1315-1329
Warunki procesu wydzielania wodoru przez bakterie
Rhodobacter sphaeroides O.U. 001
Podłoże
jabłczan lub ścieki,
makroelementy,
cytrynian żelaza,
witaminy lub ekstrakt drożdżowy,
mikroelementy
Warunki:
temperatura 28oC - 30 oC
pH 7
C/N: 15/2 [mmol/mmol]
natężenie oświetlenia: 5-13 klx
inokulum 5 – 30% obj.
konieczny jest etap aktywacji
Zalety procesu fotofermentacji
duża wydajność przekształcania związku organicznego w wodór,
brak tlenu - silnego inhibitora nitrogenazy,
zdolność do wykorzystania szerokiego spektrum światła,
możliwość wykorzystania związków organicznych pochodzących z
odpadów lub ścieków
Wady procesu
nitrogenaza wymaga dużych ilości energii (4 ATP/H2), co może
zmniejszać wydajność przekształcenia energii świetlnej,
niezbyt duża szybkość procesu.
Bioetanol
Roczna produkcja bioetanolu w USA (bilion galonów)
Źródło: Renewable Fuels Association
Zastosowanie etanolu
napój alkoholowy
rozpuszczalnik
paliwo
substrat w wielu syntezach organicznych
substancja dezynfekująca
składnik antyzamrażaczy
Otrzymywanie etanolu
Proces fermentacji etanolowej, polegający na przemianie
cukrów, w obecności mikroorganizmów, dostarczający
energii metabolicznej komórkom w warunkach
beztlenowych (2 mole ATP/mol heksozy).
Mikroorganizmy
Produkcja etanolu z udziałem drożdży
Saccharomyces cerevisiae
Dekarboksylaza
pirogronianowa
Dehydrogenaza
dehydrogenaza
alkoholowa
alkoholowa
Produkcja etanolu – jest ściśle powiązana ze wzrostem komórek
drożdży: ATP jest wykorzystane do biosyntezy masy drożdży
(biomasa jest ko-produktem).
Kontrola procesu:
wewnątrzkomórkowa akumulacja ATP inhibituje aktywność enzymu
fosfofruktokinazy, co w efekcie powoduje zahamowanie glikolizy.
Teoretycznie:
1 g glukozy 0.51 g etanolu + 0.49 g CO2
Praktycznie:
1 g glukozy około 0.46 g etanolu + 0.44 g CO2 (wydajność 91 – 93%)
Różnica: glukoza wykorzystana jest dodatkowo do syntezy biomasy
i produktów ubocznych np. gliceryny i wyższych alkoholi.
Etanol ma negatywne działanie na błony komórkowe powodując ich
dezintegrację i lizę. Drożdże mogą wzrastać w podłożu zawierającym do
120 g/l etanolu, a prowadzą fermentację aż do 200 g/l etanolu.
Otrzymany w wyniku fermentacji etanol jest 15%.
Niezbędne są ślady tlenu (0.05%) – do syntezy NAD, steroli
i nienasyconych kwasów tłuszczowych.
Bakterie Zymomonas mobilis
Bakterie anaerobowe, gramujemne, wyizolowane w procesie
produkcji napoju alkoholowego (pulque) otrzymanego
z fermentującego soku agawy maguey (Meksyk).
Fermentacja heksoz:
1 mol heksozy 2 mole etanolu + 2 mole CO2 + 1 mol ATP
Maksymalna wydajność procesu (97%) jest wyższa niż przy
zastosowaniu drożdży (93%) bowiem w przypadku bakterii
produkowana jest mniejsza ilość biomasy, a więc więcej węgla
wykorzystywane jest do tworzenia etanolu.
Ograniczenia:
wąskie spektrum substratów: D-glukoza, D-fruktoza, sacharoza
(w tym ostatnim przypadku tworzy się jednocześnie sorbitol, który
powoduje zmniejszenie wydajności powstawania etanolu).
A.Chmiel, Biotechnologia. Podstawy mikrobiologiczne i biochemiczne, PWN,
Warszawa, 1998.
Surowce stosowane w procesie produkcji etanolu
cukry proste
skrobia
produkty uboczne z przemysłu rolno-spożywczego (serwatka, melasa)
surowce ligninocelulozowe (biomasa roślinna zawierająca celulozę
i ligninę)
Skrobia - źródło cukrów prostych
Źródło skrobi
ryż
pszenica
jęczmień
owies
żyto
kukurydza
ziemniaki
zawartość [%]
70-75
58-70
56-66
50-60
51-53
50-68
12-22
Przemysłowe metody otrzymywania etanolu
Surowce: ziemniaki, żyto, buraki cukrowe
Procesy:
hydroliza skrobi za pomocą - i -amylaz zawartych w słodzie
gorzelnianym, 60 0C, pH 4.5 – 5.5,
fermentacja (drożdże), 15 – 18 0C, pH 4.5, 3 doby,
destylacja – zawartość alkoholu 92%, (produkty uboczne:
aldehydy, wyższe alkohole, estry, kwasy organiczne),
rektyfikacja – zawartość alkoholu - 96%,
odwodnienie: 99.5 % - środki odwadniające: CaO, Na2SO4.
Wydajność: 100 kg skrobi → 63 litry 100% etanolu.
Biokonwersja surowców ligninocelulozowych
Udział biomasy w źródłach energii
Produkcja etanolu z surowców ligninocelulozowych
Metody hydrolitycznego rozkładu związków homopolisacharydów
(celulozy) i heteropolisacharydów (ligniny):
fizyczne – mielenie, napromieniowanie, temperatura,
chemiczne – działanie zasadami, kwasami, utleniaczami, reduktorami,
rozpuszczalnikami organicznymi,
biologiczne – stosowanie grzybów z rodzaju Pleurotus, Phlebia,
Trichoderma reesei oraz ich mutantów.
Enzymy hydrolizujące celulozę:
endoglukanaza – rozcina wiązania wewnątrz łańcucha,
egzoglukanaza – odcina końcowe elementy łańcucha.
struktura celulozy
Produkcja etanolu metodą pośrednią
biosynteza celulaz
przygotowanie substratu
hydroliza enzymatyczna (scukrzanie)
fermentacja hydrolizatu
destylacja alkoholu
Zalety: łatwe sterowanie procesem i jego optymalizacja
Wady: wolna hydroliza, zwiększone stężenie celobiozy i glukozy
hamuje aktywność celulaz
Ulepszenie procesu: przyspieszenie hydrolizy celobiozy
i celodekstryny dzięki zastosowaniu dodatkowo -glukozydazy
z Aspergillus niger.
Produkcja etanolu metodą bezpośrednią
Enzymatyczna hydroliza celulozy i fermentacja sacharydów
prowadzona jest w jednym bioreaktorze.
Mikroorganizmy:
bakterie Clostridium thermocellum,
1 mol celulozy 1 mol etanolu,
grzyby strzępkowe: Fusarium oxysporum (hydroliza heksoz i pentoz)
mieszane kultury: Clostridium thermocellum i Clostridium
termosaccharolyticum
Zalety:
Wydajność etanolu wyższa o 25 – 40% niż w metodzie pośredniej
Trudności:
Różnica między optymalną temperaturą hydrolizy celulozy (45-50OC)
i fermentacji cukrów (28-35OC)
Biogaz
Bakterie metanogenne
bezwzględne beztlenowce ( dopuszczalne stężenie tlenu < 0.01 mg/l),
mała szybkość wzrostu (czas generacji 10 h),
temperatura fermentacji 0 – 100 oC (optymalna 45 – 60 oC),
pH 6.5 – 8.5
Surowce stosowane w fermentacji metanowej
odpady roślinne, fekalia, osady z oczyszczalni,
odpady przemysłu rolno-spożywczego,
ścieki mleczarskie, browarnicze, gorzelniane,
cukrownicze, z przemysłu papierniczego i rzeźni
Schemat metanogenezy
biomasa
hydroliza
aminokwasy
cukry
kwasy tłuszczowe
gliceryna
acidogeneza
alkohole
kwas propionowy
kwas masłowy
acetogeneza
kwas octowy
biogaz
H2, CO2
metanogeneza
acetogeneza
Reakcje metanogenezy
Skład biogazu
Teoretycznie:
65% metanu + 35% dwutlenku węgla
W praktyce:
55-75% metanu, 25-45% CO2, 0-0.3% N2,
1-5% H2,
0-3% H2S
Doczyszczanie biogazu:
absorpcja CO2 w wodzie ( 25 razy lepiej rozpuszczalny niż metan),
adsorpcja chloru na węglu aktywnym,
utlenianie siarkowodoru:
Fe2O3 + 3 H2S Fe2S3 + 3 H2 O
2 Fe2S3 + 3 O2 2Fe2O3 + 6S
Zalety i wady energii z biogazu
Zalety:
energia czysta i odnawialna,
zdecentralizowana produkcja energii (bez strat podczas przesyłania),
koszty zbliżone do kosztów uzyskania energii ze źródeł konwencjonalnych,
możliwość stosowania w krajach rozwijających się,
poprawa stanu sanitarno-epidemiologicznego.
Wady:
konieczność przestrzegania wymagających warunków technologicznych,
nakłady inwestycyjne (budowa fermentatorów).
Biodiesel
Kwasy tłuszczowe stosowane jako biopaliwo
olej słonecznikowy
olej rzepakowy
olej sojowy
olej arachidowy
olej z nasion bawełny
Zalety kwasów tłuszczowych jako paliwa:
płynny stan skupienia,
wysoka energetyczność (80% paliwa diesla),
dostępność surowca,
odnawialność.
Wady kwasów tłuszczowych jako paliwa:
duża lepkość,
niska lotność,
tworzenie koksów,
tworzenie gum w czasie magazynowania (utlenianie i polimeryzacja),
zabrudzenie oleju smarnego.
Metody otrzymywania biodiesla
(mieszaniny estrów metylowych kwasów tłuszczowych)
piroliza - powstaje mieszanina nienasyconych estrów metylowych,
1-olefin, n-parafin
alkoholiza (transestryfikacja) – w obecności alkoholu (metanol, etanol
butanol, propanol) tworzą się estry kwasów tłuszczowych i gliceryna
katalizatory
• alkalia – NaOH, KOH, węglany, alkoholany sodu lub potasu,
• kwasy – kwas siarkowy, kwas sulfonowy, kwas solny,
• enzymy – lipazy
Schemat transestryfikacji
katalizator
tłuszcz + alkohol
ester + gliceryna
triglicerydy diglicerydy monoglicerydy
W praktyce stosowana jest kataliza alkaliczna (najszybsza).
Proces zachodzi w trzech etapach, konieczny stosunek alkoholu do oleju
wynosi 6:1, a temperatura, zależnie od rodzaju surowca, 20- 60 oC.
Substraty muszą być bezwodne (0.06% w/w), o niskiej zawartości
wolnych kwasów tłuszczowych.
Produkt zawiera mieszaninę estrów, gliceryny, alkoholu, katalizatora oraz
tri-, di- i monoglicerynianów.
Optymalizacja procesu:
redukcja kosztów surowych materiałów (60 – 70%) i procesu,
zwiększenie dostępności surowców
Możliwości rozwiązań:
zastosowanie odpadowego, zużytego oleju po smażeniu,
zastosowanie procesu ciągłego,
zagospodarowanie produktu ubocznego - gliceryny.