")
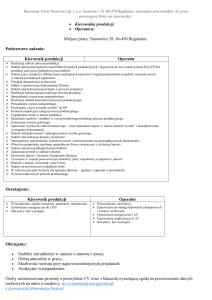
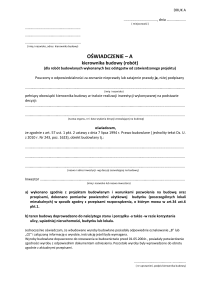
Pojęcie wyrobu, schemat podziału produktów (1)
PRODUKTY
Usługi
Wyroby
podstawowe
wg stopnia złożoności
Proste
Złożone
wg stopnia gotowości
Półwyroby
Wyroby
gotowe
Wyroby
finalne
Transport
Remonty
Magazynowani
Dostawa
energii
Opracowanie
dokumentacji
Próby i badania
wyrobów
Inne…
Wyrób prosty (detal lub część) - jednolity element konstrukcyjny
otrzymany z jednego materiału i nieposiadający żadnych powiązań z
innymi elementami. Rozróżnia się:
⋅ Części znormalizowane (ZN) – to części, których parametry
konstrukcyjne określa odpowiednia norma europejska (EN), polska
(PN), branżowa (BN) lub zakładowa.
⋅ Części zunifikowane (ZU) – to części, produkowane przez
kooperantów, w oparciu o ich własną dokumentację konstrukcyjnotechnologiczną, zakupywane do projektowanego wyrobu w ramach
odpowiednich umów o dostawę.
⋅ Części oryginalne (OR)- to części, charakterystyczne dla
konkretnego wyrobu wytwarzane we własnym zakresie. Do
wykonania tych części niezbędne jest wykonanie odpowiedniej
dokumentacji konstrukcyjno – technologicznej.
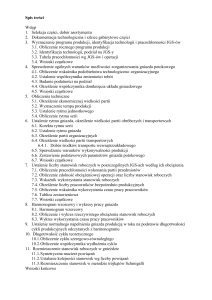
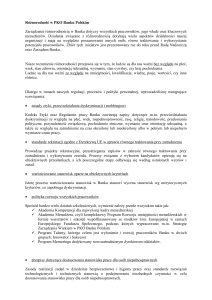
Pojęcie wyrobu, schemat podziału produktów(2)
PRODUKTY
Usługi
Wyroby
podstawowe
wg stopnia złożoności
Proste
Złożone
wg stopnia gotowości
Półwyroby
Wyroby
gotowe
Wyroby
finalne
Transport
Remonty
Magazynowani
Dostawa
energii
Opracowanie
dokumentacji
Próby i badania
wyrobów
Inne…
Wyrób złożony, zwany konwencjonalnie zespołem lub celowo
utworzonym zbiorem zespołów, rozumie się wyrób składający się
przynajmniej z dwóch elementów stanowiących wyroby proste,
połączonych ze sobą.
W zależności od liczby połączeń rozróżniane są zespoły (wyroby
złożone):
9 Proste,
9 złożone,
9 jednozłączne,
9 wielozłączne.
W zależności od rodzaju połączeń zespoły mogą być:
9 rozłączne,
9 częściowo rozłączne,
9 nierozłączne.
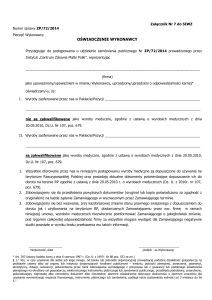
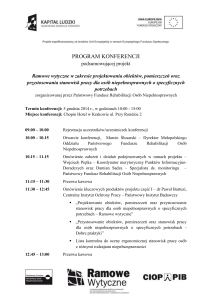
Pojęcie wyrobu, schemat podziału produktów(3)
PRODUKTY
Usługi
Wyroby
podstawowe
wg stopnia złożoności
Proste
Złożone
wg stopnia gotowości
Półwyroby
Wyroby
gotowe
Wyroby
finalne
Transport
Remonty
Magazynowani
Dostawa
energii
Opracowanie
dokumentacji
Próby i badania
wyrobów
Inne…
Półwyroby to wyroby proste celowo niewykończone jak np. odlew,
odkuwka, koła zębatego, wytłoczka, wałek przetoczony zgrubnie sworzeń
obrobiony z naddatkiem na szlifowanie.
Wyrobami gotowymi mogą być zarówno wyroby proste jak i wyroby
złożone niepodlegające dalszej obróbce lub montażowi w danym
zakładzie, który je produkuje. Wyroby gotowe, z punktu widzenia zakładu,
w którym są wytwarzane, mogą być jednocześnie półwyrobami z punktu
widzenia odbiorcy.
Wyrób finalny jest to produkt stanowiący końcowy wynik procesu
produkcyjnego przedsiębiorstwa. Może być dla innego zakładu:
9 Półwyrobem np. odkuwką odlewem, …
9 Wyrobem prostym wykonanym na gotowo – wyrób gotowy (np.
śruba, kołek, uszczelka, nakrętka, zawleczka, …)
9 Wyrobem złożonym (zespołem), np. silnik elektryczny, reduktor
prędkości obrotowej, przekładnia pasowa.
Pojęcie systemu produkcyjnego
„System produkcyjny stanowi celowo zaprojektowany i
zorganizowany układ materialny, energetyczny i informacyjny
eksploatowany przez człowieka i służący produkowaniu
określonych produktów (wyrobów lub usług) w celu
zaspokajania potrzeb konsumentów”.
Marek Brzeziński
„Zoptymalizowana struktura organizacyjna, której celem jest
wytwarzanie i dystrybucja wyrobów o wymaganych
właściwościach i uzyskanie odpowiedniego zysku”.
Tadeusz Karpiński
„System produkcyjny – jest to zbiór elementów rzeczowych,
stanowiący całość niezbędną do realizacji produkcji i służący do
przekształcania czynników wejścia, którymi są czynniki
produkcji (materiały, energia, informacje), na czynniki wyjścia,
którymi są produkty (wyroby lub usługi) a także odpady
produkcyjne”.
Tadeusz Sałaciński
Uogólniony model systemu produkcyjnego
Szczegółowy model systemu produkcyjnego
Proces produkcyjny i jego elementy składowe
Proces produkcyjny jest zorganizowanym zespołem działań
koordynujących przebiegi strumieni materiałów, informacji
środków i energii podczas realizacji procesu technologicznego.
Proces wytwórczy - jest to zespół działań występujących
podczas wytwarzania wyrobu finalnego, uwzględniających
pracę maszyn i ludzi.
Proces technologiczny - jest to główna część procesu
produkcyjnego, w ramach, którego następuje zmiana kształtów,
właściwości fizykochemicznych, wyglądu zewnętrznego
przetwarzanego materiału lub trwała zmiana wzajemnego
położenia poszczególnych części wchodzących w skład
produkowanego wyrobu, czyli montaż podzespołów i wyrobów.
Struktura procesu wytwarzania (1)
Zamocowanie
Operacja technologiczna, część procesu technologicznego obejmująca
całokształt czynności wykonywanych na jednym stanowisku roboczym
przez pracownika lub grupę pracowników na jednym przedmiocie lub
zespole przedmiotów bez przerw na inną pracę.
Operacja stanowi podstawę organizacji produkcji oraz normowania pracy.
Ustawienie (zamocowanie) – unieruchomienie w ustalonym położeniu części
z siłą potrzebną do wykonania danej operacji.
Zabieg – część operacji technologicznej realizowana za pomocą tych samych
środków technologicznych i przy niezmienionych parametrach obróbki,
zamocowaniu i pozycji.
Zabieg prosty – jedna powierzchnia, jedno narzędzie.
Zabieg złożony:
a) zespół powierzchni, jedno narzędzie (toczenie kopiowe, toczenie na OSN),
b) obróbka wielonarzędziowa zespołem narzędzi.
Przejścia polegają na zdjęciu kolejnych warstw materiału w ramach tego
samego zabiegu.
Czynność – część operacji, która odnosi się do jednych czynność i tych
samych elementów, na przykład: określonej obrabiarki, narzędzia,
sposobu pracy.
Ruchy elementarne – elementy czynności np.: czynność włączenia posuwu
składa się z ruchów: uchwycenie dźwigni, przestawienie dźwigni.
(Czynności oraz ruchy elementarne analizowane są w produkcji masowej)
Struktura procesu wytwarzania (2)
Operacje kontroli polegają na sprawdzeniu poprawności zmian
wywołanych w obrobionym przedmiocie podczas obróbki lub na skutek
procesów naturalnych np. składowania. Operacja ta nie zmienia
przedmiotu, zużywa jednak czas, energie, prace ludzka, narzędzia i
urządzenia.
Operacja transportu występuje wówczas, gdy materiał, półwyrób,
część lub cały wyrób zostaje w procesie wytwórczym przemieszczany
pomiędzy stanowiskami obróbkowymi w czasie ustalonym przez
program przepływu produkcji, ustalony z góry lub korygowany w trakcie
realizacji procesu wytwórczego. Operacja ta cechuje się brakiem zmiany
właściwości przedmiotu, zużywa natomiast czas oraz środki produkcji..
Operacja magazynowania występuje, gdy materiał, półwyrób lub
gotowy wyrób spoczywa w wyodrębnionych powierzchniach
magazynowych, składowych, lub wprost na urządzeniach
technologicznych, kontrolnych lub transportowych. Operacje te nie
powodują zmian wyrobu, zużywają jednak kapitał, czas i środki pracy,
czyli głównie powierzchnie magazynowe i urządzenia do
magazynowania.
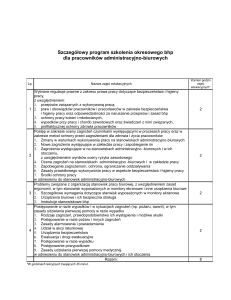
Sposoby przepływu produkcji w systemach produkcyjnych
• Forma skoncentrowana – wszystkie operacje niezbędne do pełnej
obróbki wyrobu są skoncentrowane na jednym stanowisku pracy,
może realizować obróbkę jednego lub wielu wyrobów.
Operacja 1
Operacja 2
Operacja 3
Produkt 1
Produkt 2
Produkt 3
• Gniazdowa – realizuje się obróbkę kilku wyrobów, które najczęściej
wykazują podobieństwo technologiczne, ale przepływ strumienia
materiałowego jest różny.
• Liniowa (przepływowa) – występuje jednokierunkowy strumień
materiałowy w odniesieniu do wszystkich przedmiotów.
Organizacja komórek produkcyjnych (Struktura
produkcyjna)
• KP0 – stanowisko produkcyjne,
• KP1 – gniazdo produkcyjne, linia produkcyjna,
• KP2 – dział obróbki skrawaniem, plastycznej, narzędziownia,
itd.,
• KP3 – wydział mechaniczny, montażu, wysyłki,
• KP4 – zakład produkcyjny,
• KP5 – przedsiębiorstwo.
Problemy związane z projektowaniem struktury
produkcyjnej
1)
2)
3)
4)
5)
6)
• Jak zorganizować produkcję n detali, które należy wykonać w m
operacjach na s różnych stanowiskach roboczych?
• W ilu i w jakich grupach rozmieścić s stanowisk roboczych i jak te
grupy wzajemnie powiązać?
• Jaką wybrać specjalizację projektowanych komórek
(technologiczną czy przedmiotową)?
• Jak powiązać poszczególne fazy technologiczne procesu
produkcyjnego?
Klasyfikacja stanowisk roboczych
wg typu produkcji na stanowisku roboczym:
⇒
do jednostkowego typu produkcji
⇒
do seryjnego typu produkcji
⇒
do masowego typu produkcji
wg specjalizacji stanowiska roboczego:
⇒
uniwersalne
⇒
specjalne
⇒
specjalizowane
wg poziomu mechanizacji:
⇒
ręczne
⇒
maszynowo-ręczne
⇒
zmechanizowane
⇒
zautomatyzowane
wg wyposażenia stanowiska
⇒
proste
⇒
wielowarsztatowe
⇒
brygadowe
⇒
złożone (brygadowo-wielowarstwowe)
wg funkcji spełnianej przez stanowisko:
⇒
stanowiska stosowane w procesie podstawowym
⇒
stanowiska stosowane w procesie pomocniczym
wg umiejscowienia:
⇒
stacjonarne
⇒
1)
2)
3)
4)
5)
6)
ruchome
Zasady organizacji stanowisk roboczych:
Wyposażenie niezbędne do wykonania zadania; stałe miejsce.
Wyposażenie dodatkowe (pojemniki, przenośniki, uchwyty).
Części (elementy) - wg rodzajów i wg kolejności ruchów.
Rozmieszczenie narzędzi.
Zakresy powierzchni roboczych
Ergonomii rozmieszczenia narzędzi i urządzeń pomocniczych
Obsługa wielowarsztatowa
Wskaźnik możliwości obsługi wielowarsztatowej:
W
= t zr =
ow
t
j
t +t
t +t
r
mr
+tp
r
mr
+ tm
tzr – czas zajęcia robotnika na pozycji produkcyjnej
tj - czas jednostkowy operacji technologicznej
tr - czas zajęcia robotnika na stanowisku roboczym
tmr - czas równoczesnego zajęcia robotnika i maszyn
tm - czas maszynowy
Obsługa wielowarsztatowa
¾ Operacje są możliwe do wykonania w ramach jednego zawodu
¾ Operacje są możliwe do wykonania przez pracownika
posiadającego wymagany zawód
¾ Operacje nie różnią się stopniem trudności wykonywanej pracy
¾ Operacje posiadają zbliżone do siebie czasy jednostkowe
¾ Suma wskaźników możliwości obsługi wielowarsztatowej dla
jednego stanowiska wielowarsztatowego <=1
Podstawowe warunki organizacji obsługi wielowarsztatowej:
¾ Rytmiczność procesu produkcyjnego wynikająca z przydziału
detalooperacji do stanowisk roboczych
¾ Uwolnienie pracownika bezpośrednio produkcyjnego od
konieczności wykonywania prac obsługi
¾ Mechanizacja pracy na stanowisku roboczym
¾ Automatyzacja wykonywania operacji pomocniczych
Sposoby grupowania stanowisk produkcyjnych (KP1)
Według zasady technologicznej (Grupy stanowisk produkcyjnych
jednorodnych specjalizowanych technologicznie) - Maszyny jednego
typu zgromadzone na jednym oddziale. Zastosowanie w produkcji
jednostkowej i małoseryjnej. Wady: krzyżujące się drogi transportu,
nawroty, duże zapasy w toku, długi cykl produkcyjny.
Według zasady przedmiotowej (Grupa stanowisk produkcyjnych
różnorodnych specjalizowanych przedmiotowo)- Stanowiska robocze
ustawione w kolejności przebiegu procesu technologicznego – produkcja
przepływowa. Zastosowanie w produkcji wielkoseryjnej i masowej. Na
ogół dotyczy to wydziałów produkujących określony zespół lub część
wyrobu. Zalety: krótkie drogi i niskie koszty transportu, ściśle określona
odpowiedzialność.
Typy organizacji systemu produkcyjnego
Typ organizacji produkcji – stopień specjalizacji stanowisk roboczych.
Średni wskaźnik liczby detalooperacji /liczby przezbrojeń/
przypadających na stanowisko robocze:
N
k=
∑d
i =1
i
io
gdzie:
di – liczba /suma/ wykonywanych detaloopercji /przezbrojeń/ w
analizowanej komórce produkcyjnej
io - liczba stanowisk roboczych analizowanej komórki produkcyjnej
jeżeli:
k=1 to występuje masowy typ organizacji produkcji
1<k<=10 to wielkoseryjny typ organizacji produkcji
10<k<=20 to występuje średnioseryjny typ organizacji produkcji
20<k<=30 to występuje małoseryjny typ organizacji produkcji
30<k to występuje jednostkowy typ organizacji produkcji
Wskaźnik obciążenia stanowiska roboczego jedną detalooperacją:
ς ij =
zg
mg
=
N j * tij
Fj * ϕ j
gdzie:
ς ij - wskaźniki obciążenia j-tego stanowiska roboczego i-tą operacją
zg - zadanie godzinowe i-tego detalu szt\godz
mg - możliwość godzinowa i-tej operacji szt\godz
Ni - program produkcyjny i-tego
Fi - fundusz czasu pracy j-tego stanowiska roboczego godz\rok
φj - współczynnik wykonania normy operacji "j" korygujący czas
jednostkowy do warunków rzeczywistych
jeżeli:
ςij = 1 - masowy typ organizacji produkcji
ςij = 0,5 - 0,2 - wielkoseryjny typ organizacji produkcji
ςij = 0,2 -0,05 - średnioseryjny typ organizacji produkcji
ςij = 0,05 - 0,03 - małoseryjny typ organizacji produkcji
ςij = 0,03 - jednostkowy typ organizacji produkcji
Charakterystyka typów organizacji produkcji:
Jednostkowy typ organizacji produkcji
•
różnorodny asortyment produkcji
•
uniwersalny park maszynowy
•
uniwersalne oprzyrządowanie, narzędzia robocze i kontrolne
•
uproszczona dokumentacja technologiczna
•
wysokie kwalifikacje wykonawców
•
normy czasu ustalone metodami sumarycznymi
•
technologiczna specjalizacja komórek produkcyjnych
•
niski stopień mechanizacji i automatyzacji
•
wielozawodowczość wykonawców
•
szeregowy przebieg produkcji
Małoseryjny typ organizacji produkcji :
•
niski stopień stabilizacji produkcji
•
różnorodność asortymentowa produkcji
•
bliżej nieokreślone odstępy czasu powtórzeń serii produkcyjnych
•
uniwersalne środki produkcji ze sporadycznym wykorzystaniem
specjalnego oprzyrządowania
Średnioseryjny typ organizacji produkcji:
•
zróżnicowany asortyment typów wyrobów w przeważającej części
jednakowej wielkości
•
produkcja tych samych wyrobów odbywa się w określonych
odstępach czasu
•
względnie ustabilizowany przebieg produkcji
•
środki produkcji uniwersalne i specjalne
•
spływ produkcji partiami w rytmicznie występujących okresach
powtarzalności
Wielkoseryjny typ organizacji produkcji:
•
jeden typ wyrobów o zróżnicowanych wielkościach
•
całkowita stabilizacja produkcji
•
powtarzalność partii wyrobów w odstępach ustalonych rytmem
•
wysoki stopień specjalizacji środków produkcji
•
niższe kwalifikacje wykonawców
•
wysoki podział pracy
szczegółowa dokumentacja technologiczna
•
pełna powtarzalność operacji na stanowiskach roboczych
•
szczegółowo-równoległy przebieg produkcji
•
grupowe rozmieszczenie maszyn częściowo zgodnie z
przebiegiem procesu technologicznego
Masowy typ organizacji produkcji:
•
stały asortyment produkcji w ciągu dłuższego okresu czasu
•
szczegółowa dokumentacja technologiczna (z uwzględnieniem
zabiegów)
•
stanowiska robocze rozmieszczone zgodnie z przebiegiem
procesu technologicznego o wysokim stopniu specjalizacji
•
pełna powtarzalność operacji na stanowisku roboczym
•
krótkie cykle produkcji i niskie koszty
•
szeregowo-równoległy lub równoległy przebieg produkcji
Dwie grupy form organizacji systemu produkcyjnego:
9 Nierytmiczne
9 Rytmiczne
•
Cechy form nierytmicznych:
•
brak ścisłego, systematycznego powiązań stanowisk roboczych
procesem produkcyjnym wykonujących kolejne operacje
•
brak powtarzalności produkcji w komórce produkcyjnej,
•
niski stopień oprzyrządowania
•
przypadkowy przebieg operacji technologicznych na stanowiskach
•
stanowiska robocze wykonują różne operacje
•
duże i zmienne zapasy produkcji w toku
•
przewaga technologicznej struktury produkcji
Cechy formy rytmicznej:
•
ścisłe
powiązanie
stanowisk
roboczych
operacjami
technologicznymi
•
ścisły przydział detalooperacji do poszczególnych stanowisk
roboczych
•
możliwość opracowania harmonogramu przebiegu produkcji
powtarzalnej
•
wysoki poziom oprzyrządowania
•
produkcja przebiega w komórkach produkcyjnych przedmiotowo
zamkniętych
•
nieznaczne zapasy międzyoperacyjne
•
mała elastyczność wynikająca ze ścisłego przydziału zadań do
określonych stanowisk roboczych
•
stały przydział operacji
Produkcja rytmiczna i jej obliczenia
Takt produkcji wyrobu
τ=
F
P
d
[h/szt.]
u
Fd - dysponowany w danym okresie fundusz czasu pracy w godzinach
Pu - zadany program produkcyjny w czasie Fd
Program uruchomienia wyrobów
Pu = Ps (1+ b) szt/rok
Ps - program spływu wyrobów w szt/rok
b - wskaźnik braków
Efektywny fundusz czasu pracy maszyn i urządzeń
Fem = (K-W)*8*z*ŋrem (h\rok)
K - liczba dni kalendarzowych w roku
W - liczba dni ustawowo wolnych od pracy
z - liczba zmian roboczych
ŋrem - współczynnik zmniejszający fundusz czasu na skutek planowanych
remontów
Zadanie godzinowe
Zg =
Pu
(szt/h)
Fem
Pu - program uruchomienia wyrobów szt\rok
Fem - efektywny fundusz czasu pracy
Możliwość godzinowa
mg =
1
ϕ
=
t jk / ϕ t jk
(szt/h)
mg - możliwość godzinowa
tjrz - czas jednostkowy rzeczywisty w h/szt
tjk - czas jednostkowy kalkulowany w h/szt
φ -współczynnik wykonania normy
Struktura normy czasu operacji technologicznej (1)
Czas przygotowawczo – zakończeniowy (Tpz) –zapoznanie się z
dokumentacja zadania roboczego, pobranie niezbędnych narzędzi.
Czas jednostkowy (tj) – czas przeznaczony na wykonanie jednej sztuki
wyrobu.
Czas główny to czas dokonywania zmian technologicznych na
elementach maszyn zgodnie z celem danego zabiegu obróbkowego.
Gdzie:
L – droga skrawania [mm],
n – prędkość obrotowa wrzeciona obrabiarki [obr/min],
f – posuw [mm/obr],
i – ilość przejść.
Struktura normy czasu operacji technologicznej (2)
Czas pomocniczy – to czas trwania czynności, które towarzysza
zmianom technologicznym i umożliwiają lub ułatwiają ich realizacje, ale
tych zmian nie dokonują.
Czas uzupełniający jest to uzasadniony czas na: obsługe techniczna,
obsługę organizacyjna, potrzeby naturalne.
Norma czasu wykonania operacji:
Norma czasu wykonania jednej sztuki:
Czas jednostkowy:
Przebieg szeregowy procesu wytwarzania(1)
Przebieg szeregowy polega na tym, że dana operacje technologiczna
rozpoczyna się realizować dopiero wtedy, gdy poprzedzająca ja
operacja została wykonana na wszystkich wyrobach wchodzących w
skład partii obróbkowej.
gdzie:
tji – czas jednostkowy i-tej operacji technologicznej,
Tpzi – czas przygotowawczo – zakończeniowy i-tej operacji
technologicznej,
ttri – czas kolejnych operacji transportu,
nobr – liczba sztuk w partii obróbkowej.
Realizacja czasu Tpz w cyklu wytwarzania
Przebieg szeregowy procesu wytwarzania(2)
Charakterystyka metody:
• Długi cykl wytwarzania,
• Najmniejsza ilość operacji transportowych,
• Duży stopień wykorzystania stanowisk produkcyjnych,
• Ciągłość produkcji,
• Krótkie czasy operacji technologicznych,
• Mała liczba operacji,
• Mała wielkości partii produkcyjnej,
Przebieg równoległy procesu wytwarzania
Przebieg równoległy procesu wytwarzania zakłada - przekazywanie
wyrobów lub partii transportowej pomiędzy operacjami natychmiast po
wykonaniu operacji poprzedzającej.
Długość cyklu wytwarzania:
gdzie:
tji – czas jednostkowy i-tej operacji technologicznej,
tjmax – najdłuższy czas jednostkowy operacji wchodzących w skład
procesu technologicznego,
Tpzi – czas przygotowawczo – zakończeniowy i-tej operacji
technologicznej,
ttri – czas kolejnych operacji transportu,
m – kolejna operacje w procesie technologicznym,
nobr – liczba sztuk w partii obróbkowej,
ntr – liczba sztuk w partii transportowej.
Cechy
• Skrócona długość cyklu wytwórczego,
• Zwiększona liczba operacji transportowych.
Przebieg szeregowo – równoległy
- kombinacja przebiegów szeregowego i równoległego.
Długość cyklu wytwarzania
gdzie:
tji – czas jednostkowy i-tej operacji technologicznej,
tjmin – czas jednostkowy mniejszy w każdej kolejnej parze porównywanych
operacji procesu technologicznego,
Tpzi – czas przygotowawczo – zakończeniowy i-tej operacji technologicznej,
ttri – czas i-tej operacji transportu,
nobr – liczba sztuk w partii obróbkowej,
ntr – liczba sztuk w partii transportowej.
Moment rozpoczęcia j-tej operacji:
• gdy tji > tji+1 to wykonanie ostatniego przedmiotu (lub partii
transportowej) powinno się rozpoczynać po zakończeniu ostatniej,
porzedzającej operacji na tym przedmiocie (lub partii transportowej);
• jeżeli tji < tji+1 to rozpoczęcie wykonania 1-ego przedmiotu (lub partii
transportowej) powinno się rozpocząć po zakończeniu 1-ej partii
transportowej poprzedzającej operacji
Charakterystyka metody:
• Skrócenie cyklu wytwarzania w porównaniu z metoda szeregową;
• Zwiększona częstotliwość operacji technologicznych;
• Wysoki stopień wykorzystania stanowisk produkcyjnych;
• Ciągłość produkcji;
• Duże programy produkcji;
• Długie czasy obróbki;
Struktura zapasów produkcyjnych
Zapasy produkcyjne - materiały niezbędne do zachowania
ciągłości wytwarzania.
¾ Faza przedprodukcyjna
¾ Faza produkcyjna
¾ Faza poprodukcyjna
")