1460
MECHANIK NR 10/2016
Badania stanowiskowe rozpływu ciepła w płytce
skrawającej
z powłoką
narzędziową
Badania stanowiskowe
rozpływu ciepła
w płytce
skrawaInvestigation of heat distribution injącej
indexable
tool insertnarzędziową
with tool coating
z powłoką
MECHANIK NR …/201… …
Investigation of heat distribution in indexable tool insert with tool coating
MARTA BOGDAN-CHUDY
PIOTR NIESŁONY *
MARTA BOGDAN-CHUDY
PIOTR NIESŁONY *
DOI: 10.17814/mechanik.2016.10.410
W artykule przedstawiono wyniki oceny zmian temperatury peratur w strefie skrawania dla wybranych warunków
DOI: 10.17814/mechanik.2016.numer
wydania.numer kolejny
obróbki [4].
w płytce wieloostrzowej z węglika spiekanego z powłoką TiAlN
Badania stanowiskowe prowadzono w temperaturze
dla przypadków źródła ciepła stykającego się z powłoką i bezW artykule przedstawiono wyniki oceny zmian temperaBadania20°C.
stanowiskowe prowadzono w temperaturze otootoczenia
pośrednio
z substratem płytki.
tury w płytce wieloostrzowej z węglika spiekanego z
czenia 20°C.
SŁOWA
KLUCZOWE: rozpływ ciepła, powłoka narzędziowa,
powłoką TiAlN dla przypadków źródła ciepła stykająceochrona
go się z ostrza
powłoką i bezpośrednio z substratem płytki.
SŁOWA KLUCZOWE: rozpływ ciepła, powłoka narzę-
The
articleochrona
presentsostrza
results of temperature changes in an indedziowa,
xable cemented carbide tool insert coated with TiAlN coating
The
article
presents
temperature
in
in
cases
where
the heatresults
source of
contact
with the changes
coating and
an indexable
cemented
directly
with substrate
plate.carbide tool insert coated with
TiAlN coating
indistribution,
cases where
heat tool
source
contact
KEYWORDS:
heat
toolthe
coating,
protection
with the coating and directly with substrate plate.
KEYWORDS: heat distribution, tool coating, tool protecWęgliki spiekane typu WC-Co są jednymi z najczęściej
tion
stosowanych materiałów na ostrza skrawające, zwłaszcza
w operacjach
toczenia
i frezowania.
że ok 80%
Węgliki spiekane
typu
WC-Co sąSzacuje
jednymisię,
z najczęściej
wszystkich
płytek
skrawających
jest
wykonanych
z pokrystosowanych materiałów na ostrza skrawające w szczególwanego
węglika spiekanego
[1]. Powszechne
zastosowaności w operacjach
toczenia i frezowania.
Szacuje
się, że ok
nie
korzystnym
właściwościom
skrawnymz
80%zawdzięczają
wszystkich płytek
skrawających
jest wykonanych
ipokrywanego
wytrzymałościowym
3].
węglika [2,
spiekanego
[1]. Powszechne zastoAktualnie
na większość
ostrzy właściwościom
skrawających skrawwykosowanie
zawdzięczają
korzystnym
nym i wytrzymałościowym
[2, 3]. nanoszone są powłoki
nanych
z węglików spiekanych
AktualnieNajczęściej
na większość
ostrzy skrawających
ochronne.
stosowaną
powłoką nawykonanych
narzędzia
z węglików przeznaczone
spiekanych nanoszone
są trudnoskrawalnych
powłoki ochronne.
skrawające
do obróbki
Najczęściej
stosowaną
powłoką TiAlN
na narzędzia
skrawające
stopów
lotniczych
jest powłoka
nakładana
metodą
przeznaczone
do
obróbki
trudnoskrawalnych
stopów
lotniPVD. Powłoka tego typu wpływa na zwiększenie trwałości
czych jest
powłoka
TiAlN ograniczenie
nakładana metodą
PVD. Powłoka
ostrza,
głównie
poprzez
intensywności
wnitego typu
wpływa
na zwiększenie
trwałości
głównie
kania
ciepła
do materiału
narzędzia
[3]. Jejostrza,
zastosowanie
poprzez ograniczenie intensywności wnikania ciepła do
może również przyczyniać się do zmniejszenia tarcia, a tym
materiału narzędzia [3]. Również jej zastosowanie może
samym
ograniczenia lub zminimalizowania tribologicznych
przyczyniać się do zmniejszenia tarcia, a tym samym ograefektów
podczastribologicznych
obróbki skrawaniem.
niczenia zachodzących
lub zminimalizowania
efektów zachodzących podczas obróbki skrawaniem.
Cel i metodyka badań
Cel i metodyka badań
Celem badań doświadczalnych było określenie zmian
temperatury
w stałych
punktach płytki
dla
Celem badań
doświadczalnych
byłowieloostrzowej
określenie zmian
temperatury w
stałych źródła
punktach
płytki
dla
przypadków
ustalenia
ciepła
nawieloostrzowej
styku z powłoką
przypadków
ustalenia
źródła czyli
ciepła
na styku zw powłoką
TiAlN
oraz z jej
pominięciem,
bezpośrednio
kontakTiAlN
oraz z jej pominięciem,
czyli bezpośrednio
w kontakcie
z substratem
węglikowym. Badania
przeprowadzono
na
cie z substratem
węglikowym.
Badania
przeprowadzono
na
autorskim
stanowisku
badawczym
umożliwiającym
pomiar
autorskim stanowisku
badawczym
umożliwiającym
pomiar
temperatury
za pomocą
termopar typu
K w tych samych
temperatury
pomocąpowierzchniach
termopar typu K
w tych
samych
punktach
na za
bocznych
płytki.
Usytuowapunktach
na bocznych
powierzchniach
płytki. Usytuowanie
nie
termopar
oraz źródła
ciepła przedstawiono
na rys. 1.
termopar oraz źródła ciepła przedstawiono na rys. 1. Do
Do
testów wykorzystano płytkę skrawającą typu CNMG
testów wykorzystano płytkę skrawającą typu CNMG
120412-UP KC5010 firmy Kennametal wykonaną z węglika
120412-UP KC5010 firmy KENNAMETAL wykonaną z węspiekanego
typutypu
WC-6%Co
pokrytego
w wprocesie
glika spiekanego
WC-6%Co
pokrytego
procesie PVD
PVD
powłoką
powłoką TiAlN
TiAlN oo średniej
średniej grubości
grubości 55 µm
µm przeznaczoną
przeznaczoną do
do
obróbki
m.in. stopów
obróbki między
innymitytanu.
stopów tytanu.
Przejęto,
Przejęto, że
że źródło
źródło ciepła
ciepła ma
ma stałą
stałątemperaturę
temperaturę 380°C,
380°C,
odpowiadającą
średniej
temperaturze
z zakresu
temodpowiadającą średniej
temperaturze
z zakresu
temperatur
w strefie skrawania dla wybranych warunków obróbki [4].
* Mgr inż. Marta Bogdan-Chudy ([email protected]), dr hab.
inż. Piotr Niesłony prof. PO ([email protected]) – Katedra Technologii
* Mgr inż.
Marta Bogdan-Chudy
dr hab.
Maszyn
i Automatyzacji
Produkcji([email protected]),
Politechniki Opolskiej
inż. Piotr Niesłony, prof. PO ([email protected]) – Katedra Technologii Maszyn i Automatyzacji Produkcji Politechniki Opolskiej.
Rys. 1. Schemat punktów pomiarowych na płytce skrawającej
Rys. 1. Schemat punktów pomiarowych na płytce skrawającej
Testy
Testy przeprowadzono
przeprowadzono dla
dla dwóch
dwóch przypadków
przypadków kontaktu
kontaktu
źródła
ciepła zz płytką.
płytką.W
Wpierwszym
pierwszymprzypadku
przypadkuźródło
źródło
cieźródła ciepła
ciepła
pła
styka
się
z
powłoką
TiAlN
(rys.
2a),
a
w
drugim
–
ciepło
styka się z powłoką TiAlN (rys. 2a), a w drugim ciepło dodostarczane
bezpośrednio
substratu
płytki
starczane jestjest
bezpośrednio
do do
substratu
płytki
(rys.(rys.
2b)
2b),
pomijając
barierę
termiczną,
jaką stanowi
powłoka
pomijając
barierę
termiczną
jaką stanowi
powłoka
narzęnarzędziowa.
dziowa.
a)
b)
Rys. 2.
2.Schemat
Schematkontaktu
kontaktu
źródła
ciepła
z powłoką
TiAlN
(a) oraz
Rys.
źródła
ciepła
Q zQpowłoką
TiAlN
(a) oraz
bezbezpośrednio
z substratem
pośrednio
z substratem
płytki płytki
(b) (b)
Obliczone
nanapodstawie
oraz
Obliczone
podstawie[5]
[5] przewodności
przewodności cieplne
cieplne 𝝀𝝀λ oraz
właściwe 𝒄𝒄c𝒑𝒑p materiału
materiału substratu
substratudla
dlatemperatury
temperatury20
20i
ciepła właściwe
ww
tabl.
I. Właściwości
cieplne
powłoki
i380°C
380°Cprzedstawiono
przedstawiono
tabl.
I. Właściwości
cieplne
poTiAlNTiAlN
ustalono
jedynie
dla T=20°C
na podstawie
[6]. [6].
Nie
włoki
ustalono
jedynie
dla T = 20°C
na podstawie
znaleziono
w w
literaturze
odnośnie
Nie
znaleziono
literaturzeadekwatnych
adekwatnych danych
danych odnośnie
zmian 𝝀𝝀λ oraz
oraz 𝒄𝒄c𝒑𝒑p dla
dla tej
tej powłoki.
powłoki.
zmian
TABLICAI. I.Przewodność
Przewodność
cieplna
i ciepło
właściwe
maTABLICA
cieplna
i ciepło
właściwe
materiału
teriału powłoki
węglikowego
powłoki
substratusubstratu
węglikowego
Materiał Lit.Lit. T, °C
T, °C
Materiał
WCWC-6%Co
6%Co
TiAlN
TiAlN
[5]
[6]
[5]
[6]
2020
380
380
20
20
Ciepło
Przewodność
Przewodność
Ciepło właściwe
właściwe
cieplna
W/m KK
J/kg
𝒄𝒄𝒑𝒑c,p, J/
kgK K
cieplna
𝝀𝝀,λ,W/m
33,7
33,7
180,1
180,1
39,6
237,7
14
129
39,6
14
237,7
129
Można zauważyć, że TiAlN charakteryzuje się małą warMożnaprzewodności
zauważyć, że cieplnej,
TiAlN charakteryzuje
małą
wartotością
przeszło dwasię
razy
mniejszą
ścią
przewodności
cieplnej,
przeszło
dwa
razy
mniejszą
w
w porównaniu do materiału substratu. Dodatkowo wraz
porównaniu
materiału przewodność
substratu. Dodatkowo
ze
ze
wzrostemdo
temperatury
substratuwraz
rośnie.
wzrostem
temperatury
substratu
rośnie.
Może
Może
to mieć
wpływ naprzewodność
transport i wnikanie
ciepła
do ostrza
to mieć wpływ na transport i wnikanie ciepła do ostrza w
w zakresie jego wysokich temperatur pracy.
zakresie jego wysokich temperatur pracy.
Wyniki badań
MECHANIK NR 10/2016
1461
Wyniki badań
TABLICA II. Zarejestrowane wartości temperatury podczas nagrzania płytki dla czasu t = 260 s
Przebieg zmian temperatury podczas nagrzewania płytki
skrawającej z powłoką TiAlN dla dwóch przypadków kontaktu źródła ciepła Q z próbką przedstawiono na rys. 3.
Charakter zmian temperatury w czasie jest dla obu przypadków podobny. Jednoznacznie od samego początku testu szybciej wnikało ciepło do materiału ostrza, podnosząc
wartość temperatury w miejscu pomiaru, dla źródła ciepła
Q stykającego się bezpośrednio z substratem (rys. 3).
Obszar I
Obszar II
Styk źródła Q
z substratem
Styk źródła Q
z powłoką
Rys. 3. Przebieg zmian temperatury podczas nagrzewania płytki dla dwóch
przypadków kontaktu źródła ciepła Q z próbką dla pary termopar T1-T4
W celu oceny intensywności zmian temperatury w ustalonych punktach pomiaru wyliczono gradient temperatury
dla kroku czasu 0,5 s. Przykładowe wykresy zmian gradientów temperatury dla Q stykającego się z powłoką TiAlN
przedstawiono na rys. 4.
Źródło ciepła Q stykające się z:
powłoką
substratem
T1-T4
54,7 °C
60,0 °C
T2-T5
52,2 °C
56,1 °C
T3-T6
49,1 °C
55,9 °C
wyższe temperatury na powierzchni płytki skrawającej uzyskano dla źródła ciepła Q stykającego się z substratem.
W tym przypadku strumień ciepła, wnikając do węglika
spiekanego, nie musiał przenikać przez powłokę narzędziową i pokonywać obszaru styku TiAlN z WC. Dla Q
stykającego się z powłoką strumień musi dwa razy pokonać
barierę termiczną związaną z powłoką TiAlN. To spowodowało, że wartości temperatury w punktach pomiaru są
średnio o 5° niższe.
W większości publikacji [7÷8] ocenie właściwości cieplnych podlega jedynie sama powłoka lub substrat. Jednak
dla przypadku związków chemicznych nanoszonych metodami PVD lub CVD, gdzie zachodzi chemiczna interakcja
powłoki z materiałem substratu, istotnego znaczenia może
nabierać zjawisko synergii. Wydaje się więc racjonalne
podejście naukowe, w którym ocena funkcjonowania takiej
powłoki będzie dokonywana w skojarzeniu z materiałem
substratu, na którym została naniesiona, wraz z zachowaniem warunków jej wytworzenia.
Podsumowanie
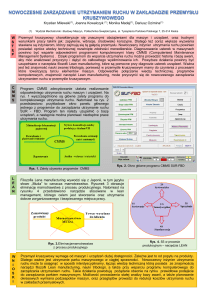
Przeprowadzone badania stanowiskowe rozpływu ciepła
w węglikowej płytce skrawającej z powłoką narzędziową
potwierdziły istnienie bariery cieplnej na styku powłoka–
–substrat. Zbudowane stanowisko badawcze, o znanej
konfiguracji elementów pomiarowych, pozwala na uzyskanie danych eksperymentalnych do wyznaczenia właściwości termofizycznych powłoki narzędziowej. Wstępnie ustalono, że na podstawie tych testów będzie można
wyliczyć metodą inżynierii odwrotnej, korzystając z klasycznych zależności termofizycznych, właściwości cieplne
powłoki z uwzględnieniem efektu synergetycznego. Dane
te pozwolą na lepsze określenie oddziaływań cieplnych
w strefie skrawania podczas modelowania tego procesu
metodami numerycznymi.
LITERATURA
Rys. 4. Przykładowa charakterystyka zmian gradientu temperatury dla
źródła ciepła stykającego się z powłoką TiAlN
Zaobserwowano, że niezależnie od miejsca pomiaru
termoparami (T1-T4 czy np. T3-T6) do czasu 110÷117 s
gradienty rosły, osiągając maksymalne wartości średnio
0,18°/s. Na rys. 3 oznaczono ten okres jako Obszar I.
Następnie nastąpił monotoniczny spadek gradientów do
czasu pomiaru 257÷267 s – Obszar II na rys. 3. W tym przypadku skrajną wartością gradientu jest 0,07°/s. W podobny
sposób układają się charakterystyki gradientu dla kontaktu
Q bezpośrednio z substratem. W celu porównania wartości
temperatur w punktach kontrolnych postanowiono dokonać
oceny dla czasu odpowiadającego końcowi Obszaru II
(t=260 s), gdzie osiągnięto najniższe wartości gradientu.
Odpowiednie dane zebrano w tabl. II. Na podstawie wyników zebranych w tabl. II można ocenić, że generalnie
1.Kupczyk M.J. „Inżynieria powierzchni. Powłoki przeciwzużyciowe na
ostrza skrawające”. Poznań: Wyd. Polit. Poznańskiej, 2008.
2.Siwak P., Garbiec D., Chwalczuk T. „Badania własności technologicznych płytek skrawających z węglików spiekanych typu WC-6CO wytwarzanych metodą impulsowo-plazmową”. Mechanik. Nr 8–9 (2015):
s. 113÷122.
3.Cichosz P. „Narzędzia skrawające”. Warszawa: WNT, 2006.
4.Niesłony P., Grzesik W., Habrat W. “Experimental and simulation investigations of face milling process of Ti-6Al-4V titanium alloy”. Adv. Manuf.
Sci. Technol. No. 39 (2015): pp. 39÷52.
5.Niesłony P. „Modelowanie przepływu ciepła i rozkładu temperatury w strefie skrawania dla ostrzy z twardymi powłokami ochronnymi”. Opole: Oficyna Wyd. Politechniki Opolskiej, 2008.
6.Ding X.Z., Samani M.K., Chen G. “Thermal conductivity of PVD TiAlN
films using pulsed photothermal reflectance technique”. Applied Physics
A: Materials Science and Processing. No. 101 (2010): pp. 573÷577.
7.Garcia-Gonzáles L., Granica-Romo M.G., Hernándes-Torres J., Espinoza-Beltrán F.J. “A study of TiAlN coatings prepared by rf co-sputtering”. Brazilian Journal of Chemical Engineering. Vol. 24, No. 2 (2007):
pp. 249÷257.
8.Samani M.K., Ding X.Z., Khosravian N., Amin-Ahmadi B., Yang Yi,
Chene G., Neyts E.C., Bogaerts A., Tay B.K. “Thermal conductivity of
titanium nitride/titanium aluminum nitride multilayer coatings deposited
by lateral rotating cathode arc”. Thin Solid Films. No. 578 (2015): pp.
133÷138.
■