1. Wymień 2 grupy zastosowań kompozytów polimerowych. Jakie materiały składowe i
technologie wykorzystuje się w tych grupach?
*CCM- commercial composite materials- powszechnego użytku
Materiały: żywica poliestrowa, epoksydowa, winyloestrowa, włókna szklane,
*HP- high performance- zaawansowane technologicznie
Materiały: żywica epoksydowa, winyloestrowa; włókna węglowe, grafitowe, aramidowe, szklane
Włókna występują w postaci np. włókien ciętych, mat, tkanin, rovingu, przędzy
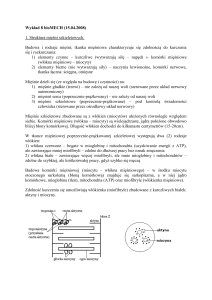
2.Na czym polega degradacja mechaniczna kompozytu polimerowego
(z wykładu) Degradacja mechaniczna- stopniowe, nieodwracalne zmiany właściwości dla
długotrwałego działania określonych czynników tzn. obciążeń: stałych , zmęczeniowych, udarowych.
Konkretnie są to zmiany w budowie (mikropęknięcia) i spadek własności E, Rm (10-50%) oraz wzrost
rozrzutu własności materiału (odchylenia standardowego).
(z neta) Degradacja mechaniczna dotyczy efektów makroskopowych zachodzących w polimerach
pod wpływem działania naprężeń. Powodem zmniejszenia wytrzymałości jest niejednorodność
materiału, czyli występowanie w nim miejsc osłabionych, które są początkiem niszczenia materiału.
Miejsca osłabione to: zakończenie łańcuchów, agregaty małocząsteczkowych frakcji polimeru,
wtrącenia ciał obcych, resztki monomeru, rozpuszczalnika itp. W tych miejscach koncentrują się
naprężenia w postaci mikrokarbów. Makroskopowe zachowanie się kompozytu zależy w wyraźny
sposób od jego budowy mikroskopowej, a w szczególności od orientacji włókien, ich rozmieszczenia
w przekroju kompozytu i jednorodności własności włókna. Budowa mikroskopowa zależy z kolei
bezpośrednio od procesu technologicznego, a w zasadzie od zachowania ścisłych rygorów
produkcyjnych. Jednak w praktyce produkcyjnej kompozytów (szczególnie przy produkcji metodą
kontaktową) trudno zachować powtarzalne warunki przetwórstwa, w efekcie czego występuje w
laminacie nierównomierny rozkład włókien wzmacniających, istotnie wpływający na własności
wytrzymałościowe kompozytu.
3. Zaznacz na wykresie rozciągania laminatu co oznacza EFPF.
Pojedyncze rozproszone pęknięcia, z reguły nie wywołują skutków w postaci widocznych zaburzeń
przebiegu wykresu rozciągania lub zginania próbek. Dopiero kumulacja rozproszonych mikropęknięć,
prowadząca do powstawania pęknięć naruszających grubość poszczególnych warstw kompozytu
(około 0,1-1,0 mm w kierunku grubości próbki lub elementu konstrukcyjnego), może uwidocznić się
na wykresie obciążania w postaci zmiany jego pochylenia lub uskoku. Jeżeli takie zaburzenie
liniowości pojawi się na wykresie, to odpowiadającą jemu wartość naprężenia traktuje się jako
początek powstawania nieodwracalnych uszkodzeń materiału. W przypadku laminatów o złożonej,
różnowarstwowej strukturze często mówi się o pęknięciu pierwszej warstwy, określanym jako
osiągnięcie w materiale tzw. stanu FPF (First Ply Failure).
4. Co to jest parametr uszkodzeń laminatu?
Parametr uszkodzeń jest miarą uszkodzeń zaproponowaną przez Kaczanowa w 1958 roku, stanowi
bezpośrednie odzwierciedlenie utworzonych pustek, pęknięć w materiale na wyróżnionej
powierzchni krytycznej. Zgodnie z definicją Kaczanowa uszkodzenie określone było jak stosunek sumy
powierzchni pustek i pęknięć leżących na wyróżnionej powierzchni krytycznej.
𝛿𝑆𝐷
𝐷=
𝛿𝑆
Miara ta była bardzo przydatna w rozważaniach teoretycznych. Wartość D=0 oznaczała materiał bez
uszkodzeń, a D=1 materiał kompletnie uszkodzony (powierzchnia pęknięć była taka sama jak
powierzchnia przekroju powierzchni odniesienia). Parametr ten można wyznaczyć tylko na podstawie
niszczących pomiarów metalograficznych, ale pomiary są trudne, pracochłonne i zasadne jest
stwierdzenie, że jest to wielkość praktycznie niemierzalna. Trudność pomiaru wynika nie tylko z
trudności uwidocznienia pustek i pęknięć na powierzchni odniesienia, ale również na wyznaczeniu tej
powierzchni odniesienia.
5. Skomentuj w kilku zdaniach zagadnienie obliczania naprężeńdopuszczalnych w rurach
ciśnieniowych
Parametr MRS (MinimumRequiredStrength) służy do klasyfikacji polietylenu pod względem
jegowytrzymałości. Parametr ten jest istotny dlawyznaczenia naprężenia obliczeniowego
(projektowego), potrzebnegodo obliczenia grubości ścianki rurociągu e odpornego na
określoneciśnienie robocze. Zależności pomiędzy poszczegolnymi wielkościami sązawarte w
poniższych wzorach:
𝑀𝑅𝑆
𝑆𝑑 =
𝐶𝑚𝑖𝑛
Gdzie: Cmin – minimalny współczynnik bezpieczeństwa dla rurociągów z PE (wg ISO 12126)
𝑝 ∙ 𝑑𝑛
𝑒=
2𝑆𝑑 + 𝑝
Gdzie: p – nominalne ciśnienie rurociągu, dn – nominalna średnica rurociągu
Minimalna wymagana wytrzymałość (MRS): służy jako miara odporności na ciśnienie materiału rury.
Odpowiednik naprężeńσ (w N/mm2=MPa) dla materiału w temperaturze 20° C (woda) na okres 50
lat, można odczytać z krzywych pełzania (patrz pełzanie próbę ciśnieniową).
6. Co obejmuje pojęcie struktura wewnętrzna laminatu?
Struktura wewnętrzna laminatu obejmuje:
- rodzaj zbrojenia i osnowy
- sposób ułożenia zbrojenia
- udział objętościowy poszczególnych składników
7. Wymień rodzaje a/ wad b/ zniszczeń laminatu.
a) Wady (defekty laminatu):
1.) Pęcherze powietrza i substancji lotnych;
2.) Pustki (obszary między włóknami, których żywica nie wypełniła - niekompletna impregnacja
włókien);
3.) Nierównomierne rozłożenie włókien w osnowie;
4.) Pęknięcia spowodowane skurczem w trakcie utwardzania;
b) Uszkodzenia eksploatacyjne laminatu na poziomie mikrostruktury (rząd kilkunastu mikronów):
1.) Debondingi - pęknięcia adhezyjne połączenia włókna z osnową (pęknięcia w warstwie granicznej);
2.) Pęknięcia osnowy;
Uszkodzenia eksploatacyjne laminatu na poziomie mezostruktury (rząd kilkuset mikronów):
1.) Zerwanie warstw włókien;
2.) "Splitting" - rozszczepienie pasm włókien równolegle do kierunku działania obciążenia
rozciągającego;
3.) Delaminacje (pęknięcia międzywarstwowe równoległe do powierzchni zewnętrznych);
4.) "Kinking" - wyboczenie lokalne (prowadzące do zniszczenia pojedynczej warstwy wskutek ścięcia);
8. Wymień metody a/wykrywania, b/ monitoringu zniszczeń w laminacie. Na czym polega różnica?
a)Metody Wykrywania:
1.) Metoda ultradźwiękowa;
2.) Termografia w podczerwieni;
3.) Metoda Rentgenowska;
4.) Impulsowa technika echa: "Pulse Echo Mode";
5.) Metoda techniki transmisyjnej: "Trough transmission mode";
6. ) C-scan - skanwanie powierzchni;
b) Metody Monitorowania:
1.) Konstrukcje z wbudowanymi czujnikami z włókien optycznych;
2.) Czujniki tensometryczne odkształceń;
3.) Piezoelektryczne czujniki ceramiczne na powierzchni laminatu;
4.) Znaczniki magnetostrykcyjne;
5.) Czujniki rezystancji ( wskutek pękania następuje zmiana rezystancji);
Kontrola jakości :
- dla produkcji elementów wykonanych z laminatów;
- bieżąca kontrola;
- wykrywanie uszkodzeń eksploatacyjnych;
Monitorowanie uszkodzeń w konstrukcji w czasie eksploatacji. Monitoring wykorzystuje czujniki z
włókien optycznych lub inteligentnych materiałów reagujących na zmianę odkształcenia, które
umożliwiają ostrzeżenie o powstałym uszkodzeniu trudnodostępnych elementów konstrukcji, np.
monitoring zanurzonego kadłuba łodzi.
9. Wymień i scharakteryzuj półwyroby stosowane w produkcji wyrobów z laminatów
polimerowych a/ termoutwardzalnych b/ termoplastycznych.
a) półwyroby stosowane w produkcji wyrobów z laminatów termoutwardzalnych:
1.) Tłoczywo BMC - (Bulk Moulding Compounsds): żywica (utwardzalna w wysokiej temperaturze) +
cięte włókna + napełniacze wymieszane w mikserze; BMC dostarczane jest w postaci masy
opakowanej w folię PE; Zalety: Materiał gotowy do użycia - prasowanie przetłoczne profili; Wady:
ograniczony czas przechowywania.
2.) Tłoczywa SMC arkuszowe (półfabrykaty do prasowania - tłoczenia)- cięte włókna nasypane na
folię (nośnik) i maszynowo przesycone żywicą z napełniaczem, przykryte folią
b) półwyroby stosowane w produkcji wyrobów z laminatów termoplastycznych (TP):
1.) Tabletki z krótkimi włóknami - krótkie włókna (0,2mm) miesza się z granulatem TP, a następnie
przetapia, otrzymaną masę wyciska się, a następnie tnie się na niewielkie kawałki (tabletki fi2x2);
charakteryzują się niskimi własnościami wytrzymałościowymi w porównaniu z kompozytami z długimi
włóknami;
2.) Pałeczki z długimi włóknami LFT - w celu wytworzenia tego półwyrobu przetapia się sam granulat,
a następnie wyciska; w dyszy urządzenia biegną włókna, które są powlekane stopionym polimerem
TP. Tak otrzymany kompozyt tnie się na kawałki (pałeczki fi 2 x co najmniej 10mm), półwyroby te
charakteryzują się dobrymi własnościami wytrzymałościowymi;
3.) Sandwicz: polimer TP/ mata (30-40% włókien wag.)/ polimer - półprodukt do prasowania,
tłoczenia;
4.) Roving - łączenie włókien polimeru TP TWINTEX z włóknami szklanymi (20% - 50%);
10. Scharakteryzuj formowanie: kontaktowe, natryskowe, przeponowe (worka próżniowego),
infuzji, RTM, autoklawowe. Podaj wady i zalety każdej z metod.
kontaktowe -metoda ręczna; kolejne warstwy maty/tkaniny odpowiednio przycięte układa się we
wcześniej przygotowanej formie (powleczonej woskiem i wypolerowanej - ułatwia oddzielenie
elementu od formy, zapobiega wyciekaniu żywicy; kolejno żelkotem - chroni przed wilgocią, nadaje
kolor) i przesyca się żywicą epkosydową/ poliestrową/ fenolową za pomocą pędzla lub wałka; po
nałożeniu warstwy żywicy należy odprowadzić jej nadmiar używając wałka
ZAST konstrukcje powszechnego użytku
formy patrycja [na jej powierzchni] lub matryca [w jej wnętrzu]
zalety prostota, tanie nieskomplikowanie oprzyrządowanie, szeroki wybór materiałów, niska cena,
wady jakość laminatu zależy od laminarza, stosunkowo niski udział zbrojenia 30-45%, przeciętna
wytrzymałość, szkodliwość pracy-wydzielanie styrenu, mała powtarzalność i jakość wyrobów,
zróżnicowana grubość, czasochłonność
natryskowe - metoda półautomatyczna; użycie pistoletu który natryskuje element ( można pokryć
żelkotem element ) jednocześnie włóknem ciętym oraz żywicą głównie poliestrową doprowadzonymi
do urządzenia w formie rovingu i mieszaniny żywicy z utwardzaczem; włókna są cięte w pistolecie i
jednocześnie mieszane z żywicą; następnie odprowadzenie nadmiaru żywicy i wyciśnięcie pęcherzy za
pomocą wałka
zalety mniejszy koszt produkcji ( roving tańszy od maty/tkaniny), odpowiednia proporcja włókien i
żywicy, zwiększenie szybkości produkcji, możliwość automatyzacji - użycie robota do natryskiwania
wady ręczne usuwanie pęcherzy, wzmocnieniem mogą być tylko włókna cięte, wydzielanie styrenu,
żywica musi mieć niską lepkość aby łatwo nią było natryskiwać element, co ponosi za sobą
zmniejszoną wytrzymałość mech
przeponowe ( worka próżniowego ) - rozwinięcie podstawowej metody ręcznej; formę pokrywa się
środkiem antyadhezyjnym (np wosk), układa się zbrojenie (mata, tkanina) i ręcznie przesyca żywicą;
kolejno warstwy - antyadhezyjną folię porowatą (ułatwia przepływ żywicy), tkaninę chłonną
(pochłania nadmiar żywicy) i folię(worek próżniowy); folię mocuje się na brzegach formy uszczelką
silikonową, otworem w folii wprowadza się rurkę podłączoną do pompy próżniowej, wypompowuje
się powietrze dzięki czemu pod próżnią następuje dociśnięcie warstw
zalety - dociśnięcie warstw włókien, usunięcie nadmiaru żywicy, większy udział zbrojenia, usunięcie
pęcherzy, większa wytrzymałość kompozytu, mniejsza emisja szkodliwych związków
wady - koszt materiałów dodatkowych, wyszkolenie personelu
infuzja - formę pokrywa się środkiem antyadhezyjnym, układa się zbrojenie (mata, tkanina) i ręcznie
przesyca żywicą; kolejno warstwy - antyadhezyjną folię porowatą (ułatwia przepływ żywicy), tkaninę
chłonną (pochłania nadmiar żywicy) i folię(worek próżniowy); krawędzie formy zabezpiecza się
dwustronną taśmą silikonową i przymocowuje się wzdłuż nich rurkę rozprowadzającą żywicę (ze
specjalnymi nacięciami), folię zamocowuje się do taśmy, otworem w folii wprowadza się rurki
podłączone do pompy próżniowej oraz zbiornika z żywicą; folia nie może mieć żadnych
nieszczelności; dzięki próżni żywica jest samorzutnie rozprowadzana w formie, następuje
wypompowanie powietrza
zalety duża szybość wykonania , ograniczenie emisji szkodliwych substancji, mała pracochłonność,
zmniejszenie kosztów, jednakowa jakość laminatu, możliwość wykonania dużych elementów
wady mozliwość powstawania obszarów nieprzesyconych przy nieprawidłowym rozmieszcz.
przewodów rozprowadz żywicę, wymagany wysoki poziom wiedzy laminarzy
RTM - zbrojenie umieszcza się pomiędzy patrycę i matrycę (forma górna i dolna które są pokryte
woskiem i żelkotem); zbrojenia są wstępnie sprasowane i dociśnięte do powierzchni formy, drugą
górną częścią formy; następuje wtrysk żywicy, gdy całe włókno jest przesycone, wloty żywicy są
zamykane, i laminat utwardza się pod wpływem ciepła i ciśnienia;
zalety wysoka jakość powierzchni, duży udział zbrojenia 25-50 %, duża dokładność i szybkość,
możliwość automatyzacji, dobra powtarzalność
wady wysoki koszt form
autoklawowe - zastosowanie pieca - autoklawu- grzanie i wywieranie ciśnienia na materiał; wycięte
według wzorca preimpregnaty układa się warstwami w formie pokrytej środkiem antyadhezyjnym
wraz ze specjalnymi tkaninami ułatwiającymi przesycanie żywicy przykrywa folią odporną na wysoką
temperaturę, uszczelnia się i podłącza do przewodów próżniowych; warstwy preimpregnatu
kosolidują się, dzięki podwyższonej temperaturze i nadciśnieniu nadmiar żywicy wypływa i laminat
się utwardza
zalety wysoka jakość laminatu, wysoka wytrzymałość
wada koszt pieca, wykwalifikowanie personelu
11. Czym różni się metoda RIM od RRIM i SRIM. Jakich materiałów dotyczy?
RIM- technologia wtrysku reaktywnego, wtrysk żywicy wraz z utwardzaczem (wtryskiwane osobno)
bezpośrednio do formy (patryca i matryca) pod ciśnieniem; reakacja egzotermiczna powoduje
rozprzestrzenianie się żywicy w formie,
materiały - poliuretany, epoksydy, poliadmidy
R.RIM- wtrysk reaktywny ze wzmocnieniem, włókna mielone 0,1-0,2 mm, wzmocnienie zmieszane z
żywicą lub utwardzaczem w komorze mieszania
S.RIM – w formie ułożone warstwy maty lub preforma z włókien ciągłych, składniki (żywica i
utwardzacz) wtryskiwane osobno, reakcja w formie
12. W jaki sposób formuje się rury z laminatu?
metodą nawijania ciągłego - na obracającym się rdzeniu pokrytym środkiem antyadhezyjnym i
powłoką ochronną np matą nasyconą wysokojakościową żywicą epoksydową nawija się warstwy
włókien ciągłych ( roving nasycony żywicą) lub taśmy z preimpregnatu włókien ciągłych; utwardza się
na powietrzu lub w podwyższonej temperaturze za pomocą lamp na podczerwień; gdy jeden
fragment rury zostanie uformowany rdzeń jest wycofywany umożliwiając nawijanie dalszych
odcinków. Uformowany fragment rury przechodzi do strefy ogrzewanej, gdzie następuje
utwardzenie;
13. Scharakteryzuj prasowanie ciągłe . Do jakich wyrobów się stosuje?
Prasowanie ciągłe (pultruzacja) jest sposobem wytwarzania materiałów kompozytowych o stałym
przekroju. W procesie tym wzmocnione włókna są ciągnione przez osnowę żywiczną w ogrzewanej
formie, która następnie ulega polimeryzacji.
Technologia pultruzji (ang. pultrusion) to metoda wytwarzania profili z kompozytu
polimerowego polegająca na wyciąganiu – ciągnięciu (ang. pull) już spolimeryzowanego wyrobu.
Potocznie pultruzja, – technologię wykorzystywaną przy produkcji termoplastów (tworzyw
sztucznych np. PCV) np. profili okiennych, W pultruzji rowing bazaltowy, szklany, aramidowy,
węglowy lub ostatnio coraz bardziej popularne włókna naturalne (len czy konopia indyjska)
ustawione w babinach na specjalnych regałach podawany jest wiązką do wanny z żywicą, gdzie jest
przesycany i odciskany nadmiar żywicy, następnie wiązka podawana jest przez specjalny ekran
formujący – nadający zarys kształtu, następnie wstępnie uformowana wiązka rowingu przesyconego
żywicą trafia do głowicy wykonanej ze stali chromowanej – kutej w której nadaje się wiązce rowingu
ostateczny kształt oraz gdzie zachodzi ostatecznie nieodwracalny proces utwardzania – polimeryzacji
chemicznej i termicznej, po wyjściu z głowicy otrzymujemy wyrób kompozytowy o zadanym kształcie.
Właśnie ten utwardzony już profil jest ciągnięty przez uchwytu hydrauliczne lub gąsienicowe
wprawiając cały proces w ruch. Ostatnim etapem produkcji (przed pakowaniem) jest cięcie wyrobu
na zadane odcinki z pomocą automatycznie sterowanej piły.
14. Podaj przykłady rodzajów i technologii konstrukcji przekładkowych.
Przekładkowa konstrukcja, "sandwicz", rodzaj powłoki konstrukcji skorupowej, złożonej z dwóch
cienkich okładek blaszanych, sklejkowych lub plastikowych, rozdzielonych warstwą piankowego lub
ulowego wypełniacza, połączonych w jedną całość w warunkach wysokiego ciśnienia i temperatury w
specjalnym autoklawie. Popularna w lotnictwie i konstrukcji lekkich łodzi.
Kompozyty wielowarstwowe (sandwich panels)
Są to kompozyty strukturalne zbudowane w ten sposób, ze zewnetrzne warstwy stanowia o
wytrzymałosci kompozytu, a we wnętrzu znajdują sie warstwy o mniejszej sztywności i wytrzymałości
i mniejszej w stosunku do warstw zewnętrznych gęstości. Przykładem kompozytu wielowarstwowego
jest kompozyt z rdzeniem w postaci „plastra miodu”.
Typowymi materiałami na warstwy zewnętrzne są kompozyty na osnowie aluminium, kompozyty na
osnowie polimerowej umacniane włóknami, sklejka lub stal.
Rdzeń spełnia dwie podstawowe funkcje oddziela warstwy wierzchnie oraz przeciwstawia sie obciążeniom prostopadłym (nadaje lekkość,
wytrzymałość na zginanie,
ściskanie , ścinanie, Izolator ciepła, dźwięku). Jako rdzen stosuje sie
często drzewo balsa, pianki polimerowe, guma syntetyczna. Kompozyty takie znajdują zastosowanie
na pokrycia dachowe, drzwi, ściany budynków, na skrzydła, kadłuby i stateczniki poziome lekkich
samolotów
15. Wymień technologie typowe dla kompozytów o osnowie polimerów termoplastycznych. Jakie
są perspektywy ich wykorzystania?
Termoplastyczne
Polipropylen PP (kruchy , palny)
Konstrukcyjne: PA, PC PET
Stabilne termicznie PAI (poliamid imid)
PES polietersulfon, PEEK , polietereter keton
tradycyjne kompozyty o osnowie termoplastycznej,
- termoplasty formowane metodą wtrysku,
- wzmocnienie krótkim włóknem szklanym,
- wzmocnienie cząstkami napełniaczy mineralnych (np. kulki szklane),
- wzmocnienie mieszane,
zaawansowane technologie kompozytów o osnowie termoplastycznej,
- CFRTP, LFT o osnowie termoplastycznej (łatwy i przyjazny recykling),
- wzmocnienie ciętym włóknem węglowym, szklanym lub mieszane,
- wzmocnienie wielowarstwowe ciągłym włóknem węglowym, szklanym lub mieszane,
- technologia „tailored blanks” (wielowarstwowa o zmiennej grubości i strukturze)
- wzmacnianych włóknami ciągłymi (węglowe, szklane oraz mieszane)
Największe perspektywy na przyszłość osnowy TP termoplastyczne
•Operacje kształtowania są odwracalne
• Recykling
• Szybkie formowanie: nagrzewanie, obciążenie, chłodzenie
•nieszkodliwe dla zdrowia pracowników
Możliwość b. długiego przechowywania surowca
• Dobra odporność udarowa
• włókna trudnoprzesycalne