Wykład 1
Metody bottom-up i top-down wytwarzania mikro- i nanomateriałów
Mikromateriałami nazywamy materiały o rozmiarach rzędu kilku mikrometrów (1 m
= 10-6 m). Przypomnijmy, że włos człowieka ma grubość około 0,05 mm (50 m). Natomiast
nanomateriałami nazywamy materiały, u których przynajmniej jeden wymiar mieści w
zakresie od 1 do 100 nm (1 nm = 10-9 m) (rys.1.1).
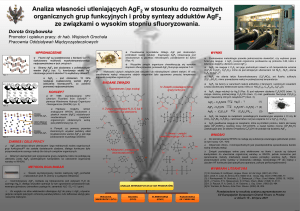
Rys.1.1. Mikro- i nanomateriały. 1) – mikromateriały we wszystkich trzech kierunkach mają
rozmiary rzędu kilku mikrometrów; 2) - dwuwymiarowe nanomateriały (warstwy kwantowe)
mają nanometrowy rozmiar w jednym kierunku; 3) – jednowymiarowe nanomateriały (druty
kwantowe) posiadają nanometrowe rozmiary w dwóch wzajemnie prostopadłych kierunkach;
4) – zerowymiarowe nanomateriały (kropki kwantowe) mają nanometrowe rozmiary w trzech
kierunkach
Mikro- i nanomateriały (nanostruktury) wytwarzają różnymi sposobami. Rozróżniają
dwie podstawowe metody otrzymania tych materiałów: (1) atom po atomie (w języku
angielskim bottom-up, co oznacza z dołu do góry), czyli budowanie od podstaw, tak jak
budujemy dom i (2) rozdrobnienie materiału (w jeżyku angielskim top-down, co oznacza z
góry na dół), czyli redukowanie wymiarów wykonujemy za pomocą różnych urządzeń albo
metod trawienia. Schematyczne przedstawienie obu metod jest pokazano na rys.1.2.
Rys.1.2.Schematyczne przedstawienie metod top-down i bottom-up
3
W metodach bottom-up budulcem struktur mogą być atomy, molekuły, czy nawet
nanocząstki – w zależności od tego, jakie właściwości musi mieć budowany materiał. Każdy
krok takiego wytwarzania może zawierać różne cegiełki (atomy, molekuły), a zatem metodę
bottom-up możemy uważać za skomplikowaną i wyrafinowaną syntezę fizykochemiczną.
Metody top-down z tego punktu widzenia są najprostszymi, gdyż opierają się one na
podziale materiału makroskopowego na mniejsze części lub też na minimalizacji procesu
tworzenia się ciała stałego.
Metody top - down
Jednym z najważniejszych metod top-down w przemysłowej syntezie mikro- i
nanomateriałów jest proces mielenia. Proces ten jest pokazany schematycznie na rys.1.3.
Gruboziarnisty materiał (najczęściej to jest metal, ale używa się też ceramik i polimerów) w
postaci proszku zostaje rozdrobniony pomiędzy dwoma obracającymi się żarnami
wykonywanymi ze stali bądź węglika wolframu. Proces ten odbywa się zazwyczaj w próżni
(bez dostępu powietrza), żeby przeciwdziałać utlenianiu materiału. Cykliczne odkształcenia,
którym poddawany jest materiał w młynie powodują zmniejszenie się rozmiarów ziarna
proszku.
Rys.1.3. Schematyczne przedstawienie procesu wysokoenergetycznego mielenia
Mielenie może być wykorzystane to mechanicznego wytworzenia stopu dwóch albo
więcej materiałów poprzez wymieszanie na zimno, dzięki czemu otrzymuje się
nanostrukturalne stopy. Tym samy sposobem można też rozdrobnić i rozproszyć nanocząstki
jednej fazy w drugiej. Struktury i fazy otrzymane przez mielenie są często metastabilne
termodynamiczne (tj. są nietrwałe).
4
W ogólności każde odpowiednio duże odkształcenie plastyczne w warunkach ścinania
i dużych szybkości odkształcenia może prowadzić do powstania mikro- i nanostruktury.
Przykładami procesów, w których w wyniku dużego odkształcenia plastycznego tworzone są
materiały o nanorozmiarach są: skrawanie (krajanie), walcowanie na zimno itd.
Litografia optyczna
Do tworzenia mikro- i nanostruktur metodą top-down często stosują się techniki
litograficzne, wykazujące podobieństwo do procesów fotograficznych. Ich wspólną cechą jest
wykorzystanie selektywności trawienia różnych materiałów w celu otrzymywania
pożądanych wzorów na zadanej powierzchni.
Na pierwszym etapie takiego procesu na podłoże pokrytym substancją nazywaną
rezystem, którym jest zazwyczaj emulsja z polimeru, halogenku lub tlenku metalu, kładzie
się tzw. fotomaska, która ma „okna” o kształcie, jaki ma mieć mikro- albo nanostruktura. W
metodzie fotolitograficznej na maskę pada promieniowanie elektromagnetyczne (UV,
promieni X), które przechodzi tylko w miejscach („oknach”), gdzie ma powstać struktura.
Podczas napromieniowania obszary „otwarte” na promieniowania zmieniają swoje
właściwości fizyczne. W przypadku, tak zwanej emulsji pozytywnej, napromieniowane
obszary łatwiej rozpuszczają się niż te, które nie zostały naświetlone. Odwrotna sytuacja
obserwuje się dla tak zwanej emulsji negatywnej. Po działaniu rozpuszczalnika na
napromieniowaną próbkę otrzymujemy rezyst, który może zostać wykorzystany jako szablon,
na którym zostanie osadzony potrzebny materiał (na przykład półprzewodnik, lub metal) albo
też jako maska w procesie trawienia (rys.1.4).
Rys.1.4. Schematyczne przedstawienie różnych typów procesów fotolitograficznych
5
Procesy wytworzenia wzoru w rezystrze można podzielić na procedury trawienia
chemicznego, trawienia plazmowego, domieszkowanie z użyciem implantacji jonów oraz
osadzania cienkich błon. Trawienie plazmowe jest określeniem stosowanym dla całej grupy
technik, wśród których można wyróżnić reaktywne trawienie jonowe (w języku angielskim
reactive ion etching - RIE) oraz chemicznie wspomagane trawienie jonowe (w języku
angielskim chemicalled assisted ion beam etching - CAIBE). Te dwa sposoby bazują się na
reakcjach jonów z atomami, które znajdują się w emulsji (rezystrze), w wyniku których
tworzą się lotne związki łatwo usuwane w próżnie.
Rys.1.5. Schematyczne przedstawienie
kolejnych faz procesu fotolitografii
Metody
litograficzne
są
Rys.1.6. Fazy procesu wytwarzania tranzystora
szeroko
stosowane
w
mikro-
i
nanoelektronice
półprzewodnikowej do wytwarzania tranzystorów (rys.1.5 i rys.1.6), układów scalonych
6
(rys.1.7), elementów urządzeń optoelektrycznych, wyświetlaczy i układów służących do
zapisu danych itd.
Przypomnijmy, że nazwa tranzystor wywodzi się z języka angielskiego: TRANSfer
resISTOR i po polsku oznacza element transformujący rezystancję (opór elektryczny).
Tranzystory są to urządzenia półprzewodnikowe wzmacniające i są one funkcjonalnymi
odpowiednikami lamp elektronowych (triod) wzmacniających.
W procesie wytwarzania tranzystora głównie stosuje się metoda fotolitografii
(rys.1.5). Ta metoda daje możliwość wytwarzania okien (trawienia lokalnego) w dowolnym
podłożu i zawiera pięć głównych procesów (rys.1.5). Najpierw nakłada się ciekłą emulsję
światłoczułą na powierzchni utlenionej płytki podłożowej (rys.1.5a). Po wysuszeniu emulsji
w temperaturze około 150 0C na emulsję nakłada się maskę fotolitograficzną z okienkiem
żądanego kształtu (rys.1.5b). Naświetlenie płytki promieniowaniem nadfioletowym powoduje
polimeryzację emulsji światłoczułej w odsłoniętym dla promieniowania okienku. Po
wywołaniu i utrwaleniu otrzymujemy w warstwie emulsji światłoczułej okienko (rys.1.5c). W
następnej fazie płytka jest poddawana działaniu różnych kwasów w celu wytwarzania okna w
odsłoniętej części utlenionej płytki (rys.1.5d). W ten sposób otrzymuje się na powierzchni
podłoża lokalną strukturę (rys.1.5e), gotową do osadzenia na niej odpowiedniego materiału,
stosując metody epitaksji (epitaksja – technika wytwarzania warstw krystalicznych na
podłożu; zwykle dla tego stosuje się wiązka molekularna) lokalnej, napylenia itd. Ważniejsze
fazy procesu wytwarzania tak zwanego tranzystora epiplanarnego są przedstawione na
rys.1.6.
Od czasu wynalezienia tranzystora, zaczął się szybki rozwój techniki układów
scalonych. Układem scalonym (ang. integrated circiut, chip) nazywamy mikrominiaturowy
układ elektroniczny, charakteryzujący się tym, że wszystkie lub część jego elementów wraz z
połączeniami są wykonane w jednym cyklu technologicznym wewnątrz lub na powierzchni
jednego podłoża (zwykle to jest płytka krzemowa) (rys.1.7). Główne metody wykorzystywane
w produkcji układów scalonych są różne nowoczesne metody litografii i epitaksji. Pierwszy
układ scalony powstał w roku 1961 i zawierał jedynie kilkanaście tranzystorów. W 10 lat
później firma Intel zaprezentowała pierwszy mikroprocesor zawierający już 2250
tranzystorów. Pojedynczy tranzystor miał rozmiary około 10 m . Po kolejnych dziesięciu
latach powstał mikroprocesor firmy Intel zawierający 29 000 tranzystorów o rozmiarach
tranzystora 3 m (albo, jak mówią „wykonany w technologii 3 m ”) oraz pierwszy
personalny komputer (ang. Personal Computer - PC), wyprodukowany przez firmę IBM.
7
Obecnie mikroprocesor zawiera kilku set milionów tranzystorów wykonanych w technologii
30 nm.
Układ scalony ma obudowę hermetyczną i nie
może być demontowany (rys.1.7). Układ
scalony zawiera w swym wnętrzu od kilku do
setek milionów podstawowych elementów
elektronicznych, takich jak tranzystory, diody,
rezystory,
kondensatory.
W
procesie
produkcji układu scalonego wykonują więcej
Rys.1.7. Wygląd układów scalonych
niż 350 operacji technologicznych.
Ważnym aspektem w procesie produkcyjnym litograficznym jest nie tylko
jednorodność i odtwarzalność poszczególnych elementów ale również czas potrzebny na
wyprodukowanie wzoru na danej wielkości powierzchni. Wielkość tę mierzy się za pomocą
wydajności powierzchniowej której jednostką są mikrony kwadratowe powierzchni ma
godzinę. Kolejnym problemem związanym z produkcją mikro- i nanostruktur, w
szczególności układów scalonych oraz układów elektromechanicznych budowanych w skali
mikro (w języku angielskim microelectromechanical systems - MEMS) jest zdolność
rozdzielcza techniki litograficznej. Jest ona ograniczona przez długość fali promieniowania
użytego w fotolitografii. Typowa rozdzielczość metod litograficznych mieści się w przedziale
od
kilkuset
nanometrów
elektromagnetycznego)
do
(w
przypadku
kilkudziesięciu
wykorzystywania
nanometrów
(w
promieniowania
przypadku
metod
wykorzystujących wiązkę elektronów). Empirycznie ustalono, że zwiększenie wydajności
powierzchniowej
powoduje
zwiększenie
rozdzielczości
technik
litograficznych.
Rozdzielczość submikronową osiągają wykorzystując promieni UV, światło z zakresu
widzialnego, albo promieniowanie rentgena (X-promieniowanie). Te techniki są dość
szybkimi technikami, dzięki temu, że oświetla się na raz dużą powierzchnię próbki.
Litografia elektronowa
Drugą metodą wytwarzania wzoru (bez maski) na emulsji jest metoda wykorzystująca
skolimowane wiązki elektronów albo jonów. Metody oparte na wiązkach elektronów lub
jonów są zdecydowanie wolniejsze, gdyś stosuje się w nich skanowanie naświetlanych
obszarów. Jednak ta metoda pozwala na uzyskiwanie obiektów mniejszych niż 10 nm. W
litografii elektronowej w kolumnie próżniowej wytwarza się wiązka elektronów o energii 20
÷ 100 keV, która potem ogniskuje się w piętno o rozmiarze 1 ÷ 1,5 nm. Ten promień skanuje
8
powierzchnię pokrytą rezystem. Za pomocą układu elektrostatycznego sterowania
promieniem, elektrony padają tylko w miejscach zgodnych z geometrią wytwarzanego
rysunku. Jako rezyst często wykorzystują polimer - polymethyl methacrelate PMMA. W
obszarach tego polimeru, na które pada wiązka elektronów, polimer zostaje rozerwany na
krótkie „kawałki”, co powoduje, że taki polimer można łatwo rozpuszczać w odpowiednich
rozpuszczalnikach. Próg czułości PMMA ku napromieniowaniu elektronami wynosi około
5 10 4 C / cm 2 .
Oprócz organicznych rezystów wykorzystują się również nieorganiczne materiały
takie jak SiO 2 , AlF3 i inne. W tym przypadku w obszarach rezystu, na które pada promień
elektronów powstaje rozpad cząstek nieorganicznego materiału na jony, które wyparują przy
następnej termoobróbce w próżnie przy temperaturze 720 ÷ 750 0C. Takie formowanie
nanostruktur ma przewagę nad innymi metodami, ponieważ cały proces zachodzi w komorze
przy wysokiej próżnie beż usunięcia podłoża z komory.
Rys.1.8. Schemat metody „wybuchowej” wytwarzania rysunku
Wymagana konfiguracja elementów może być wytworzona za pomocą trawienia
materiału w oknach maski rezystu albo za pomocą osadzenia materiału na sformowany
rysunek maski rezystywnej. Pierwsze podejście szeroko jest stosowane w tradycyjnej
technologii półprzewodnikowej. Natomiast w technologii nanoelektronicznej metali zwykle
stosuje się druga metoda tak zwanej litografii wybuchowej (lift-off process). Główne etapy
tego procesu są przedstawione na rys.1.8. Na etapie początkowej jest wytwarzane okno (górna
część rys.1.8). Zatem wykonuje osadzenie metalu (dolna część rys.1.8 z lewej części). Po tym
za pomocą chemicznych rozpuszczalników zostają zlikwidowane nie napromieniowane
obszary podłożą. Wskutek tego pozostały na powierzchni podłoża kawałek metalu powtarza
9
wykres napromieniowanego rysunku podłoża. Wytwarzane w taki sposób obszary metaliczne
mogą być wykorzystywane jako elementy urządzeń nanoelektroniki, albo jako maski dla
kolejnego wytworzenia leżących niżej dielektrycznych i półprzewodnikowych warstw.
Miękka litografia
Tak zwana miękka litografia (rys.1.9) wykorzystuje inny sposób odwzorowania
danego kształtu. W tej metodzie rezyst jest deformowany za pomocą przygotowanej
wcześniej formy (stempla). Ten drugi może być dodatkowo pokryty związkiem chemicznym,
który reaguje z rezystem.
Miękka
litografia
pozwala
pokonać
ograniczenia
rozdzielczości
metod
fotolitograficznych, które wynikają z dyfrakcji promieniowania, optyki odpowiedzialnej za
rzutowanie lub skanowanie, procesów rozpraszania, czy też wskutek reakcji chemicznych
jakim ulega warstwa ochronna (rezyst).
Rys.1.9. Schematyczne przedstawienie procesu miękkiej litografii, w której na rezystrze
(emulsji) tworzy się wzór za pomocą stempla, po czym może następować trawienie
Inną metodą miękkiej litografii jest tzw. nanowydrukowanie (w języku angielskim nanoimprinting), które jest procesem znacznie tańszym niż fotolitografia. W tej metodzie na
powierzchnię stempla nanosi się pożądane cząsteczki (chociażby przecierając powierzchnię
pałeczką wcześniej zanurzoną w danym związku), które następnie przenosi się na podłoże.
Metodami nanodrukowania obecnie osiąga się rozdzielczość rzędu 10 nm. Jednym z
jej ograniczeń jest płynięcie plastyczne polimeru, z którego zbudowany jest stempel.
Wyjściowe formy są produkowane poprzez zwykłe techniki litograficzne lub mikroobróbkę.
Gdy forma jest gotowa, wlewa się do niej prepolimer (półprodukt do otrzymania wyrobu) o
małej masie cząsteczkowej, który następnie jest utwardzany, w wyniku czego otrzymuje się
10
polidimetylsiloksanowe
(w
języku
angielskim
polydimethylsiloxane
-
CH 3 Si(CH 3 ) 2 On SiCH 3 3 -PDMS) stemple, które mogą zostać łatwo oddzielone od formy.
Kształt powierzchni stempla jest odwróconym obrazem powierzchni formy.
Rys.1.10. Schemat nanowydrukowania. Z lewej strony – powierzchnia stempla pokryta
„atramentem” z pożądanego materiału; z prawej strony – rysunek na powierzchni podłoża po
usunięciu stempla
Molekuły „wydrukowane” organizują się na powierzchni rezystu w sposób, który
odwzoruje charakter powierzchni stempla. Kanały wytworzone w stemplach z PDMS służą
również jako formy w procesie tworzenia trójwymiarowych struktur, czyli tzw.
mikroformowaniu w kapilarach (w języku angielskim – micromoulding in capillaries MIMIC).
Możliwe jest również „drukowanie” na podłożu samoorganizujących się monowarst
(w języku angielskim – self-assembled monolayers - SAMs). Osiąga się to poprzez
przeniesienie „tuszu” złożonego z SAM na powierzchnie podłoża za pomocą elastycznego
stempla, na którym wytrawiony jest odpowiedni wzór. Szybko rozwijającą się techniką,
związana z tym procesem nanodrukowania, jest bezpośrednie drukowanie struktur na
powierzchni za pomocą drukarek atramentowych (dostępnie na razie tylko w skali
mikrometronowej). Czasami metodę SAM odnoszą do metod bottom-up („z dołu do góry”).
Obróbka
Metody litograficzne, mimo, że się sprawdzają w seryjnej produkcji, dają możliwość
tworzenia na powierzchni materiału obiektów dwuwymiarowych. Wytwarzanie bardziej
skomplikowanych, trójwymiarowych obiektów jest możliwe dzięki technikom podobnych do
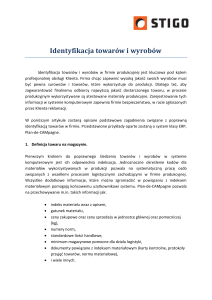
technik stosowanych w konwencjonalnej obróbce materiałów. Obecnie maksymalna zdolność
rozdzielcza tych metod sięga 5 m. W ostatnich latach dokonał się jednak znaczny postęp w
technikach wykorzystujących zogniskowaną wiązkę jonów (w języku angielskim – focused
ion beam - FIB) oraz lasery dużej mocy, dzięki którym można formować materiały w skali
submikronowej. Przykład układu, wytworzonego dzięki techniki FIB pokazano na rys.1.11.
11
Rozdzielczość osiągana w tego typu metodach zależy nie tylko od wielkości wiązki i jej
mocy, ale również od charakterystyki danego materiału i procesu usuwania jego „skrawków”.
Współczesne urządzenia FIB mają układy umożliwiające bardzo dokładną obróbkę
materiału. Pozwalają one nie tylko usunąć atomy z powierzchni podłoża za pomocą
rozpylania przez jony (których źródłem jest najczęściej gal), lecz również osadzić na nim inny
materiał.
Rys.1.11. Obraz wielopoziomowej przekładni stworzonej przez rozpylanie krzemu
wiązką jonów
Można to osiągnąć, przez oddziaływanie wiązki jonów z gazami, które są
wstrzykiwane do środowiska reakcji. Współczesne dwuwiązkowe urządzenia FIB pozwalają
również na obrazowanie procesów trawienia lub osadzania za pomocą wmontowanego
skaningowego mikroskopu elektronowego.
12