674
MECHANIK NR 10/2010
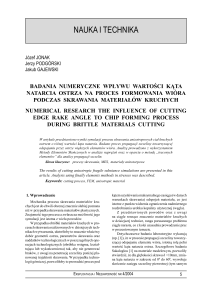
Wpływ materiału obrabianego
na kryteria doboru gwintowników
Obróbka gwintów gwintownikiem lub wygniatakiem wymaga dobrej znajomości cech obrabianego materiału. Optymalny dobór narzędzia warunkowany jest różnymi cechami obrabianego materiału, takimi jak: wydłużenie względne A5, sprężystość (opisana modułem Younga E), zdolność do umacniania (przez zgniot na zimno), właściwości ścierne (zależne przede wszystkim od zawartości
w materiałach pierwiastków węglikotwórczych i krzemu),
podatność na ścieranie, termiczna niestabilność (właściwości mechanicznych) i oporność cieplna. Uznaje się,
że im więcej czynników występuje jednocześnie, tym więcej
trudności napotkamy podczas obróbki.
Na przykład duże wydłużenie względne obrabianego materiału wymaga ostrego ostrza. Duża sprężystość wymaga narzędzi o dużej sztywności i wytrzymałości ostrza. Właściwości
ścierne powodują ścieranie powierzchni i wymagają narzędzia
odpornego na ścieranie. Zdolność do umacniania, czy termiczna niestabilność, oprócz narzędzia o właściwej konstrukcji, wymagają obróbki na sztywnych maszynach z zastosowaniem sztywnych oprawek oraz intensywnego chłodzenia
w strefie formowania wióra. W tablicy przedstawiono cechy,
mające duży wpływ na obrabialność materiału.
TABLICA. Czynniki wpływające na obrabialność
Charakterystyczne formy zużycia
i zniszczenia gwintowników
Oprócz znajomości cech obrabianego materiału, należy
również wiedzieć, jaki wpływ mają one na pracę, zużycie
i żywotność gwintownika.
Odkształcenia plastyczne
Podczas kontaktu narzędzia
z materiałem obrabianym
ostrze jest silnie obciążone.
Wysokie obciążenie i wysoka temperatura na krawędzi
ostrza wywołują odkształcenia plastyczne.
Złuszczenia i pęknięcia
Narzędzie zazwyczaj bez
uszczerbku przenosi naprężenia ściskające, jednak
w połączeniu z siłami rozciągającymi powstają obciążenia zmienne prowadzące do
zmęczenia materiału. Efektem są złuszczenia i pęknięcia narzędzia.
Zużycie adhezyjne
W sytuacjach, gdy obciążone powierzchnie nie wykazują odkształceń plastycznych ani pęknięć, najczęstszymi przyczynami zużycia
są adhezja i ścieranie. Stopniowa, powolna deformacja,
wykruszenia i zimne nalepianie są istotą zużycia adhezyjnego. Siły występujące
w procesie oddziałują nie tylko na powierzchnię kontaktu, lecz także wpływają na
warstwy podpowierzchniowe
narzędzia, zwiekszając efekt
zużycia adhezyjnego.
Ścieranie / abrazja
Parametry skrawania mają bardzo ograniczony wpływ na
nacinanie gwintów gwintownikiem. Jedynym parametrem,
za pomocą którego możemy wpływać na proces, jest prędkość skrawania. Tłumaczy to konieczność stosowania różnych geometrii, mikrogeometrii oraz powłok. Znajomość
cech materiału pozwala optymalnie dobrać wszystkie te
zmienne.
Abrazja jest często powolnym, ale nieuniknionym procesem zużycia, w którym na
powierzchnię narzędzia oddziałują twarde, niemetaliczne wtrącenia materiału obrabianego lub inne twarde cząstki. Gołym okiem dostrzega
się zużycie powierzchni, która jest wypolerowana i gładka. Przyczyną zużycia są jednak twarde cząstki, które
tworzą mikroskopijnie małe
ubytki na powierzchni narzędzia w sposób ciągły i długotrwały.
MECHANIK NR 10/2010
675
Rozwiązywanie problemów występujących
podczas gwintowania gwintownikiem i wygniatakiem
Podczas produkcji gwintowników można skutecznie zapobiec problemom, jakie występują przy gwintowaniu. Największy wpływ na jakość gwintowania mają:
Materiał. Do produkcji gwintowników stosuje się takie materiały, jak: HSS, HSSE, HSSE-PM, VHM. Każdy z nich ma inne
właściwości (np. twardość, odporność na ścieranie, ciągliwość
czy wytrzymałość temperaturową).
Geometria ostrza. Jest najważniejsza i decyduje o tym,
czy gwintowanie danego materiału będzie możliwe i jakie
problemy mogą wystąpić podczas gwintowania. Przykładem
mogą być ostrza gwintownika stosowane do materiałów
twardych i materiałów miękkich.
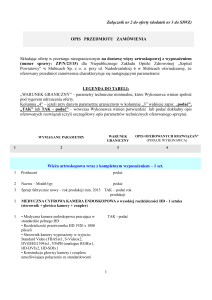
Geometria ostrza gwintownika do materiałów
bardzo twardych
Geometria ostrza gwintownika do materiałów
miękkich
Obróbka powierzchni: pasywowanie, azotowanie,
powłoki PVD Oerlikon-Balzers.
Płyny chłodząco-smarujące. Ważne jest obfite, właściwie
dobrane i doprowadzone w strefę obróbki chłodziwo, co służy
efektywnemu przejmowaniu ciepła, redukowaniu sił skrawania,
wypłukiwaniu wiórów, a także zwiększeniu trwałości narzędzi.
Przykłady nowych konstrukcji gwintowników
dobranych do cech obrabianego materiału
Gwintownik 500
Wygniatak WGA
Do miękkich stali
Cechy obrabianego materiału: materiał St37-3 o małej wytrzymałości, duża plastyczność oraz skłonność do nalepiania.
Cechy gwintownika: specjalnie przeznaczony do obróbki materiałów miękkich o dużym kącie natarcia i bardzo małych kątach
przyłożenia. Rowki skrętne R45 i powłoka OX umożliwiają wykonanie gwintów do 3 × D.
Nowością w ofercie jest wygniatak WGA cechujący się mniejszą
liczbą garbów i dużymi promieniami zaokrągleń oraz powłoką
BALINIT ALCRONA.
Gwintownik GAL IKR
Do materiałów ścierających
Cechy obrabianego materiału: stopy aluminium o zawartości Si >10%.
Cechy gwintownika: wykonany ze stali proszkowej, która wraz
z powłoką BALINIT FUTURA NANO zapewnia maksymalną
odporność na ścieranie. Rowki proste i bardzo małe kąty natarcia oraz boczne otwory chłodzące umożliwiają obróbkę zarówno
otworów przelotowych, jak i nieprzelotowych do 2,5 × D.
Gwintownik INOX-PL R40
Do materiałów ze skłonnością do zimnego napawania
oraz do umacniania na zimno
Powłoki stosowane na narzędzia gwintowe
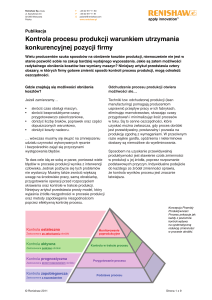
Mikrogeometria. Bardzo istotnym czynnikiem wpływającym na narzędzia jest mikrogeometria. Krawędź tnąca o kontrolowanym promieniu zaokrąglenia oraz mała chropowatość
powierzchni znacznie poprawiają jakość oraz żywotność
gwintowników.
Cechy obrabianego materiału: stal nierdzewna austenityczna
1.4301 (X5CrNi18-10).
Cechy gwintownika: duże kąty natarcia i przyłożenia, specjalna
mikroobróbka krawędzi i powierzchni wraz ze specjalną powłoką
PVD, które cechują wysoka odporność na temperaturę oraz dobre
właściwości smarne.
Gwintownik HRC50
Do materiałów zahartowanych do 50 HRC
Krawędź tnąca przed mikroobróbką
Krawędź tnąca po mikroobróbce
Obrabiarka. Efektywna obróbka niektórych materiałów,
oprócz zastosowania dobrze dobranego gwintownika, zależna
jest również od:
metody gwintowania (na sztywno, w oprawce z kompensacją),
parametrów obróbki (prędkość skrawania),
sztywności układu (obrabiarka, przedmiot, oprawka, narzędzie).
Sztywność obrabiarki i przedmiotu oraz zamocowanie narzędzia z krótkim wysięgiem gwarantują korzystny przebieg
procesu obróbkowego.
Cechy obrabianego materiału: ARMOX 500T (twardość 50 HRC,
A5 – 10%, Rm – 1400 MPa.
Cechy gwintownika: nowy gwintownik DIN-352-C HRC50 do obróbki materiałów w stanie zahartowanym – do 50 HRC z powłoką
specjalną PVD. Wykonany ze stali proszkowej. Ma specjalną
konstrukcję z ujemnymi kątami natarcia; przeznaczony do obróbki
maszynowej z małymi prędkościami skrawania.
Fabryka Narzędzi FANAR Spółka Akcyjna
ul. Płocka 11, 06-400 Ciechanów
tel. 23 672 44 44 fax 23 672 23 31
e-mail: [email protected]
www.fanar.pl
Zbigniew Kołodziej
Dariusz Ptaszkiewicz