Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
………………….……..
1. Cel ćwiczenia
Celem ćwiczenia jest wykonanie praktycznego pomiaru temperatury w obszarze
skrawania podczas operacji toczenia wzdłużnego wałka z wykorzystaniem termopary oraz
kamery termowizyjnej.
2. Wyposażenie stanowiska
Tokarka kłowa uniwersalna TUR 50,
Oprawka tokarska,
Płytki skrawające o tradycyjnym zarysie naroża ostrza.
Miernik temperatury z termoparą.
Kamera termowizyjna.
Instrukcja do ćwiczenia.
3. Przebieg ćwiczenia
Przeprowadzenie zabiegu toczenia wzdłużnego wałka z różnymi posuwami f i
głębokościami skrawania ap oraz wykonanie pomiarów temperatury w obszarze
skrawania z wykorzystaniem termopary i kamery termowizyjnej.
WYBRANE ZAGADNIENIA TEORETYCZNE
Temperatura skrawania
Ciepło wydzielające się przy skrawaniu metali ma bardzo ważne znaczenie ze względu na
trwałość narzędzi, dokładność obróbki, właściwości warstwy wierzchniej itp. Procesy
cieplne zachodzące podczas skrawania są jednym z czynników powodujących zużycie
ostrza narzędzia na skutek zmian zachodzących w strukturze materiału. Uszkodzenie
ostrza spowodowane oddziaływaniem termicznym są wynikiem zmniejszenia się jego
twardości
wraz
ze
wzrostem
temperatury.
Ponadto
wskutek
nierównomiernego
nagrzewania lub chłodzenia ostrza mogą powstać mikropęknięcia naprężeniowe, na które
szczególnie wrażliwe są materiały o małej odporności na szoki termiczne [1].
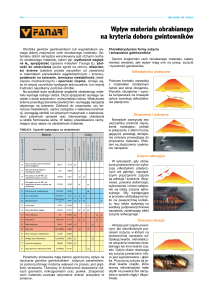
Na rys.
1. Przedstawiono wpływ temperatury na trwałość
narzędziowych.
różnych materiałów
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
………………….……..
Rys. 1. Wpływ temperatury skrawania na twardość różnych materiałów narzędziowych [1].
Źródłem ciepła w procesie skrawania jest praca skrawania niezbędna do przekształcenia
warstwy metalu w wiór.
Pracę skrawania można przedstawić jako sumę prac cząstkowych [2]:
L = LP + LT + LS + LD + LZ
gdzie: L - całkowita praca skrawania
LP - praca odkształceń plastycznych
LT - praca tarcia wióra i materiału obrabianego
LS - praca odkształceń sprężystych
LD -praca niezbędna do rozdrobnienia kryształów
LZ - praca zwijania wióra.
Ciepło wydzielane w strefie skrawania rozchodzi się trzema sposobami: drogą
przewodnictwa, konwekcji
i
promieniowania
Ciepło
obrabiany, narzędzie i atmosferę otoczenia [2]:
Q = Ql + Q2 + Q3 + Q4
przenika,
w
wiór, materiał
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
………………….……..
gdzie:
Q - całkowita ilość wydzielonego ciepła,
Q1 - ilość ciepła unoszonego przez wiór,
Q2 - ilość ciepła przechodzącego w narzędzie,
Q3 - ilość ciepła pozostającego w materiale obrabianym,
Q4 - ilość ciepła przechodzącego w atmosferę otoczenia.
Ilość ciepła wydzielanego w procesie skrawania zależy w głównej mierze od
parametrów
skrawania , a w szczególności od szybkości skrawania oraz od geometrii ostrza i własności
materiału obrabianego i materiału narzędzia.
Największy wpływ na ilość wydzielanego-ciepła w procesie skrawania ma praca
odkształceń plastycznych LP i praca tarcia LT.
Przy obróbce materiałów. miękkich podstawową rolę odgrywa praca odkształceń
plastycznych w warstwie skrawanej, dlatego też największa ilość ciepła wydziela się i
zostaje unoszona przez wiór. Można przyjąć średnio, że około 50-80% całkowitej ilości
wydzielonego ciepła unoszone jest przez wiór, 20-30% przechodzi w narzędzie, 10-40% w
materiał obrabiany i mniej niż 1% przenika w atmosferę otoczenia [2].
Przy
przez
obróbce
materiałów
kruchych
(np.
żeliwo)
ilość
ciepła
prze
noszonego
materiał obrabiany jest znacznie większa. Np. podczas obróbki aluminium przy
szybkości skrawania 100 m/min ilość ciepła pozostającego w materiale wynosi ponad 70%,
a unoszonego przez wiór około 20% [2].
Pomiar temperatury skrawania
Do najbardziej popularnych metod pomiaru temperatury skrawania zaliczamy:
Metody bezstykowe:
o Pirometry,
o Kamery termowizyjne,
Termoelementu wkładanego,
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
………………….……..
Termoelementu obcego,
Termoelementu naturalnego,
o Jednonarzędziowa,
o Dwunarzędziowa
Pirometry i kamery termowizyjne należą do grupy przyrządów bezstykowych do
pomiaru temperatury. Umożliwiają pomiar temperatury powierzchni ciał wykorzystując ich
promieniowanie temperaturowe. Ponieważ pomiar odbywa się w sposób bezstykowy, pole
temperaturowe nie ulega zakłóceniu.
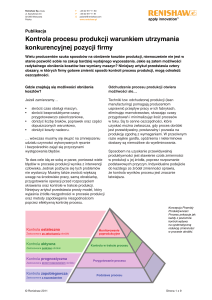
Zakres promieniowania temperaturowego mającego największe znaczenie w pirometrii
zawiera się w granicach od około 2 do 14 μm.
Rys.2. Zakres promieniowania temperaturowego; 1- Xray, 2-UV, 3-widzialne, 4-podczerwień, 5,6radiowe. [2 ].
Kamera termowizyjna wykorzystuje zjawisko promieniowania podczerwonego, które
emitują wszystkie obiekty. Ponieważ wartość promieniowania jest funkcją temperatury
powierzchni obiektu, możliwe
dokonywanie
przeliczeń.
jest
wizualizowanie
rozkładu
temperatur
oraz
Bardzo istotnym jest ustawienie odpowiednich wartości
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
wielkości fizycznych takich jak: temperatura
………………….……..
otoczenia,
wilgotność względna,
współczynnik emisyjności badanej powierzchni czy odległość kamery od obiektu.
Parametry te mają istotny wpływ na wiarygodność uzyskanych wyników pomiarów.
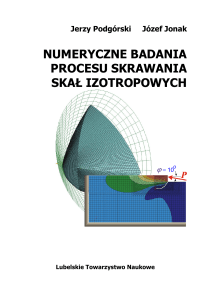
Kamera termowizyjna pozwala na uzyskanie barwnego obrazu - mapy temperatur (tzw.
termogramu).
Rys.3. Przykładowy termogram szlifowania płaskiego [2].
Metoda termoelementu naturalnego – jednonarzędziowa
W metodzie tej (rys. 4) termoogniwo tworzy materiał narzędzia i materiał skrawany.
Przy toczeniu przedmiot obrabiany mocuje się w uchwycie i podpiera kłem. Nóż
zamocowany w imaku jest izolowany i chłodzony sprężonym powietrzem [2].
Dla
ustalenia rzeczywistej w danych warunkach temperatury skrawania na podstawie
dokonanego odczytu na miliwoltomierzu konieczne jest sporządzenie wykresów
wzorcowania T = f(U) dla każdego gatunku materiału – rys. 5.
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
………………….……..
Rys.4. Schemat stanowiska badań do pomiaru średniej temperatury skrawania metodą
termoelementu naturalnego podczas toczenia [3].
Rys.5. Przykładowy wykres wzorcowania dla metody jednonarzędziowej [4].
Metoda termoelementu naturalnego – dwunarzędziowa
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
Metoda
ta
polega
na
pomiarze
………………….……..
siły
termoelektrycznej
występującej
podczas
jednoczesnego skrawania materiału dwoma narzędziami. Dla toczenia (rys. 6) stosuje się
dwa noże o jednakowej geometrii, wykonane z różnych materiałów dających w
zestawieniu możliwie dużą siłę termoelektryczną. Noże te zamocowane są w imaku
nożowym i izolowane względem siebie. Skrawanie odbywa się jednocześnie dwoma
nożami z jednakową prędkością skrawania, posuwem i głębokością. Podobnie jak w
metodzie jednonarzędziowej należy stosować wykres wzorcowania T=f(U) do określenia
temperatury rzeczywistej[4].
Rys.6. Schemat metody dwunarzędziowej pomiaru temperatury skrawania[4].
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Pomiar temperatury skrawania.
Nazwisko i imię
………………….……..
WYKONANIE ĆWICZENIA
Celem ćwiczenia jest wykonanie operacji toczenia wzdłużnego wałka w następujących
opcjach parametrów technologicznych:
Stała prędkość obrotowa przedmiotu n=const oraz głębokość skrawania ap=const,
różne wartości posuwów f.
Stała wartość posuwu f=const oraz głębokość skrawania ap=const, różne wartości
prędkości obrotowej n przedmiotu obrabianego,
Stała wartość posuwu f=const oraz prędkość obrotowa przedmiotu n=const, różne
wartości głębokości skrawania ap.
Dokonanie pomiaru temperatury skrawania podczas wykonywania poszczególnych
operacji z użyciem kamery termowizyjnej oraz miernika temperatury z termoelementem
obcym.
BIBLIOGRAFIA
1. Materiały laboratoryjne: www.ktmia.ath.bielsko.pl/zkww/skraw/lab_4.pdf
2. Materiały laboratoryjne Politechniki Rzeszowskiej http://robertbabiarz.sd.prz.edu.pl/file/MjMsNjcsNDM0Nyxjd2ljel8yX2RpYWcucGRm.
3. P. Niesłony, W. Habrat, P. Laskowski, Metodyka wyznaczania temperatury w strefie
skrawania podczas toczenia i frezowania stopu Ti6Al4V. Mechanik 2015, 9-9, 413,
DOI: 10.17814.
4. Instrukcje do ćwiczeń: www.ktmia.ath.bielsko.pl/zkww/skraw/lab_8.pdf
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
………………….……..
Protokół z części praktycznej zajęć
Nazwa operacji ....................................................................................................................
Obrabiarka ............................................................................................................................
Narzędzie .............................................................................................................................
TABELE POMIAROWE
Zmienny posuw f, stała prędkość obrotowa n oraz głębokość skrawania ap
L.p.
Posuw
Średnica
f
[mm/obr]
d
[mm]
Obroty
wrzeciona
n
[obr/min]
Głębokość
skrawania
ap
[mm]
Prędkość
skrawania
V
[m/s]
Tk
TT
[C]
[C]
Tk
TT
[C]
[C]
1.
2.
3.
Zmienna prędkość obrotowa n, stały posuw f oraz głębokość skrawania ap
L.p.
1.
2.
3.
Obroty
wrzeciona
n
[obr/min]
Średnica
Posuw
d
[mm]
f
[mm/obr]
Głębokość
skrawania
ap
[mm]
Prędkość
skrawania
V
[m/s]
Uniwersytet Warmińsko Mazurski
w Olsztynie
Wydział Nauk Technicznych
Kierunek:
Przedmiot:
Mechanika i Budowa Maszyn
Obróbka skrawaniem i obrabiarki
Temat:
Nazwisko i imię
Pomiar temperatury skrawania.
………………….……..
Protokół z części praktycznej zajęć
Zmienna głębokość skrawania ap, stały posuw f oraz prędkość obrotowa n
L.p. Głębokość
skrawania
ap
[mm]
Średnica
d
[mm]
Obroty
wrzeciona
n
[obr/min]
Posuw
f
[mm/obr]
Prędkość
skrawania
V
[m/s]
Tk
TT
[C]
[C]
1.
2.
3.
Rys. Przykładowy termogram - parametry skrawania: ap= ..........., f=................., n=............
Wnioski:
................................................................................................................................................
................................................................................................................................................
................................................................................................................................................
................................................................................................................................................
................................................................................................................................................
................................................................................................................................................
................................................................................................................................................