Prosimy cytować jako: Inż. Ap. Chem. 2012, 51, 3, 68-69
INŻYNIERIA I APARATURA CHEMICZNA
str. 68
Nr 3/2012
Piotr BALCERZAK1, Adam MROZIŃSKI2
e-mail: [email protected]
1
PEPSI COLA GB POLAND Sp. z o.o. , Żnin, Koło Naukowe Studentów TOPGRAN, UTP, Bydgoszcz
2
Wydział Inżynierii Mechanicznej, Uniwersytet Technologiczno-Przyrodniczy, Bydgoszcz
Analiza efektywności systemu odzysku ciepła ze sprężarek powietrza
Wstęp
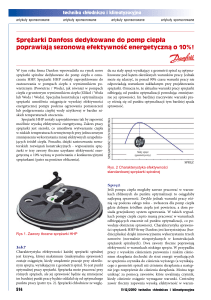
W ostatnich latach obserwuje się systematyczny wzrost cen nośników
energii. Towarzyszą temu liczne debaty dotyczące ochrony środowiska
i jego naturalnych zasobów. Wszystko to skłania do poszukiwania rozwiązań służących lepszemu wykorzystaniu energii, minimalizowaniu
jej strat i związanych z nimi dodatkowych kosztów [Ustawa Sejmu RP,
2011]. Jedną z możliwości wychodzących naprzeciw tym oczekiwaniom jest odzysk ciepła odpadowego z urządzeń sprężających powietrze [Lewicki, 2005; Flizikowski, 2001].
Znaczna część energii pobranej przez sprężarkę przekształca się
w ciepło. Duży procent ciepła wytworzonego podczas sprężania powietrza może zostać odzyskany i wykorzystany przy ogrzewaniu budynków lub w procesie produkcji, dzięki czemu można zredukować koszty
związane z zakupem gazu lub oleju opałowego. Stosując wymiennik
ciepła w obwodzie olejowym np. sprężarki śrubowej możliwe jest odzyskanie w granicach 80–85% mocy znamionowej napędu [Lewicki,
©
2005; ALORA, 2012; CompRot , 2012; KAESER KOMPRESSOREN,
2012].
Opis problemu technicznego
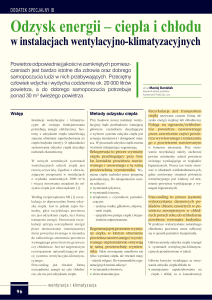
Istnieją dwa źródła odzyskiwania ciepła ze sprężarek śrubowych:
– wykorzystanie ciepłego powietrza chłodzącego, wyrzucanego z kompresora,
– wykorzystanie ciepła obwodu olejowego sprężarki.
Rys. 1. Schemat bilansu energetycznego sprężarki
[ALORA, 2012; CompRot©, 2012; KAESER KOMPRESSOREN, 2012]
Odzysk ciepła w analizowanym przypadku przynosi efekty ekonomiczne w przypadku stosowania urządzeń o dużej i średniej mocy.
W praktyce opłaca się rozważać możliwość odzysku ciepła dla maszyn
o mocy przekraczającej 10 kW. Najprostszym sposobem wykorzystania
energii cieplnej odzyskanej w procesie produkcji sprężonego powietrza
jest dogrzewanie wody użytkowej i hal produkcyjnych w okresie zimo©
wym [ALORA, 2012; CompRot , 2012; KAESER KOMPRESSOREN,
2012].
Planowany system odzysku ciepła
Sprężarki powietrza o dużej mocy znajdują zastosowanie niemal
w każdym zakładzie produkcyjnym. Sprężone powietrze jest wykorzy-
stywane do procesów produkcyjnych, jako nośnik energii do zasilania
maszyn oraz do sterowania urządzeniami [Lewicki, 2005].
W ostatnich latach coraz wiecej uwagi zwraca się na zużycie energii elektrycznej i cieplnej w zakładach przemysłowych. Koszt energii
ma znaczny udział w kosztach produkcji. Z bilansu energetycznego
przeprowadzonego w analizowanym zakładzie produkcyjnym (PEPSI
COLA GB POLAND Sp. z o.o. w Żninie) wynika, że sprężarki powietrza
zużywają najwięcej energii elektrycznej [Audyt energetyczny, 2011].
Celem pracy jest analiza doboru sprężarek (charakteryzujących się
dużą efektywnością energetyczną) w zakładzie produkcyjnym, w którym zastosowano w pełni automatyczne linie produkcyjne. Jednym
z etapów linii produkcyjnej jest produkcja butelek z tworzywa PET metodą rozdmuchu. Do realizacji tego procesu konieczne jest zapewnienie stałego zasilania sprężonym powietrzem o ciśnieniu 3,2–3,8 MPa.
W analizowanym zakładzie produkcyjnym wykorzystuje się sprężarki
tłokowe, produkujące sprężone powietrze na potrzeby rozdmuchiwarek
butelek. Eksploatowane sprężarki nie mają możliwości pracy bezstopniowej, co w znacznym stopniu wpływa na ich dużą energochłonność.
Projekt zakłada wymianę sprężarek na jednostkę centralną, wyposażoną
w moduł odzysku ciepła oraz system pracy bezstopniowej.
W fazie planowania inwestycji przeanalizowano [Błasiński i Młodziński, 1983]:
– dostępne na rynku rodzaje sprężarek,
– czasy oraz charakterystyki pracy sprężarek,
– możliwości odzysku (wykorzystania) ciepła traconego,
– zalety i wady systemu pracy bezstopniowej.
Na podstawie tej analizy wybrano urządzenie składające się z bezolejowej sprężarki śrubowej, z wbudowanym osuszaczem adsorpcyjnym
oraz dwustopniowym doprężaczem tłokowym. Proponowany układ
posiada wiele zalet w stosunku do tradycyjnych sposobów sprężania
za pomocą jednej sprężarki z osuszaczem ziębniczym o ciśnieniowym
o
punkcie rosy od 3 do 5 C. Do zalet tych należą [Audyt energetyczny,
©
2011; ALORA, 2012; CompRot , 2012; KAESER KOMPRESSOREN,
2012]:
– większa trwałość układu, wynikająca z zastosowania sprężarki śrubowej oraz doprężacza, który posiada dwa stopnie sprężające z tłokami (pierścieniami tłokowymi) o mniejszych gabarytach (i mniejszych
zaworach). Doprężacz pracuje w układzie suchego powietrza, dostarczanego ze sprężarki śrubowej i z osuszacza adsorpcyjnego (wartości
oporów są mniejsze, niż w przypadku powietrza wilgotnego),
– większa trwałość układu ze względu na fakt, iż minimalne wymagane
okresy międzyprzeglądowe są określone na 8000 h (jeden przegląd
w ciągu roku). Czasy przeglądu są również krótsze (tylko dwa tłokowe stopnie sprężające),
– mniejsze wibracje i hałas w układzie z doprężaczem. Dzięki metodzie tłumienia, opartej na osadzeniu doprężacza na własnym żelbetowym postumencie i zamknięciu go w obudowie dźwiękochłonnej
otrzymuje się układ, który rozwiązuje problem przenoszenia drgań
do podłoża,
– lepsze parametry suchości powietrza na wyjściu z doprężacza niż
z tradycjnego układu z osuszaczem ziębniczym,
– wyższa efektywność i energooszczędność układu. System złożony
z czterech stopni sprężających (dwa w sprężarce śrubowej i dwa
w sprężarce tłokowej) jest termodynamicznie lepszym układem od
tradycyjnego trójstopniowego.
W układzie złożonym z czterech stopni sprężających, uzyskuje się
o
niski ciśnieniowy punkt rosy (ok. -25 do -40 C), przy użyciu jedynie
niewielkiej ilości energii do zasilania małego silnika elektrycznego poruszającego bęben osuszacza (ponieważ wykorzystuje się tutaj ciepło
Prosimy cytować jako: Inż. Ap. Chem. 2012, 51, 3, 68-69
INŻYNIERIA I APARATURA CHEMICZNA
Nr 3/2012
odpadowe ze sprężarki śrubowej). Tradycyjny osuszacz ziębniczy wymaga dostarczania kilkakrotnie większej ilości energii elektrycznej.
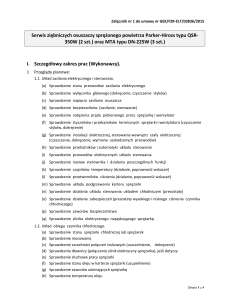
Proponowany układ będzie wyposażony w system VSD (Variable
Speed Drive), składający się z przetwornicy częstotliwości oraz aparatury kontrolno-pomiarowej. Taki system dostosowuje wydajność sprężarki do aktualnego zapotrzebowania na sprężone powietrze poprzez
regulację obrotów silnika. Umożliwia to płynną pracę układu dzięki
utrzymywaniu stałej wartości ciśnienia. Można więc dostosować ilość
powietrza do aktualnie produkowanej serii zależnie od pojemności butelki. Zastosowanie systemu VSD pozwala także zlikwidować okres
biegu jałowego sprężarek tłokowych.
Kolejny elementem układu jest moduł odzysku ciepła. Energia konieczna do sprężania powietrza jest zamieniana w ciepło. Moduł odzysku ciepła składa się z wymiennika ciepła, pompy oraz aparatury kontrolno pomiarowej.
str. 69
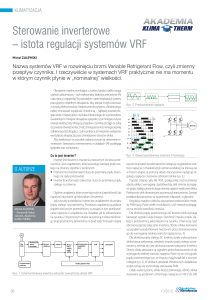
Rys. 3. Roczny bilans cieplny w zakładzie [Audyt energetyczny, 2011]
Rys. 4. Średnia miesięczna moc cieplna w zakładzie (kW) [Audyt energetyczny,2011]
potrzebowanie na energię konieczną do ogrzewania. Należy jednak
pamiętać, że są to wartości średnie i w okresach niższych temperatur
konieczne będzie wykorzystanie dodatkowych źródeł ciepła.
Wnioski
Rys. 2. Schemat ideowy projektowanej instalacji [Audyt energetyczny, 2011]
Analiza efektywności
Analiza efektywności energetycznej opiera się na założeniu zwrotu kosztów inwestycji dzięki wykorzystaniu odzyskanego ciepła oraz
zastosowaniu układu sprężarek pracujących bezstopniowo. W analizie
przyjęto roczny czas pracy na poziomie 7200 h.
Teoretyczna wartość mocy cieplnej możliwej do odzysku z zaproponowanych maszyn mieści się w przedziale 237–355 kW. Wartości te
zależne są od wielkości zużycia sprężonego powietrza. Na ilości ciepła
możliwej do odzysku korzysta się najwięcej w opisywanym projekcie
zwiększenia efektywności energetycznej analizowanego zakładu.
W ramach audytu dokonano rocznej analizy bilansu ciepła w rozbiciu
na energię konieczną do ogrzewania hali, ciepło zużywane do procesów
produkcji oraz ciepło do podgrzewania ciepłej wody użytkowej. Wyniki
uzyskane na podstawie analizy przedstawiono na rys. 3 i 4. Z bilansu
wynika, iż duża ilość ciepła jest potrzebna do ogrzewania hali produkcyjnej.
Dążenie do maksymalizacji odzysku ciepła ze sprężarek powiązano z określeniem zapotrzebowania na energię konieczną do ogrzania
hali produkcyjnej w poszczególnych miesiącach. Uzyskane wartości
(Rys. 4) świadczą o tym, że ciepło ze sprężarek w pełni zaspokoi za-
Przeprowadzona analiza energetyczna wybranego zakładu produkcyjnego potwierdziła, że sprężarka emituje znaczne ilości ciepła, porównywalne z energią pobieraną przez silnik i wykorzystanie tego ciepła jest godne zainteresowania.
Za pomocą zintegrowanych systemów odzyskiwania energii można
odzyskać (75–80)% energii w postaci gorącego powietrza lub gorącej
wody, nie obniżając przy tym parametrów roboczych samej sprężarki.
Wykorzystując w efektywny sposób odzyskaną energię, uzyskuje się
znaczną redukcję kosztów i wysoką stopę zwrotu kosztów inwestycji.
Opisane działania przeprowadzone w analizowanym zakładzie produkcyjnym są przykładem zwiększania efektywności energetycznej
w przemyśle zgodnie z Ustawą o efektywności energetycznej [Ustawa
Sejmu RP, 2011].
LITERATURA
ALORA Sp. z o.o., Warszawa, 2012; sprężarki, osuszacze, filtry – materiały promocyjne firmy (06.2012): http://www.alora.pl
Audyt energetyczny, 2011 - Badania wewnętrzne PEPSI COLA, GB POLAND
Sp. z o.o., Żnin
Błasiński H., Młodziński B., 1983. Aparatura przemysłu chemicznego. WNT,
Warszawa
CompRot© Sp. z o.o., Wrocław, 2012; sprężone powietrze, dmuchawy, separacja
zawiesin – materiały promocyjne firmy (06.2012): http://www.comprot.eu
Lewicki P., 2005. Inżynieria procesowa i aparaturowa przemysłu spożywczego.
WNT, Warszawa
Flizikowski (red.), 2001.Praca zbiorowa. Maszyny środowiska rolno-spożywczego i chemicznego. Wyd. ATR, Bydgoszcz
KAESER KOMPRESSOREN Sp. z o.o., 2012 – materiały promocyjne firmy
(06.2012): http://www.kaeser.pl/Brochures/default.asp
Ustawa Sejmu RP, 2011. Dz.U. 2011 nr 94 poz. 551. Ustawa z dnia 15 kwietnia
2011 r. o efektywności energetycznej: http://isap.sejm.gov.pl/DetailsServlet?
id=WDU20110940551