1/2009
TECHNOLOGIA I AUTOMATYZACJA MONTAśU
KLUCZOWE PROCESY
W SYSTEMOWYM ZARZĄDZANIU TECHNOLOGIĄ
Jerzy LUNARSKI
Jednym z najwaŜniejszych czynników polepszających
konkurencyjność organizacji jest dysponowanie technologią o potrzebnych cechach, jakich nie posiadają konkurenci. Technologię taką naleŜy albo opracować i wdroŜyć
lub pozyskać z zewnątrz i wdroŜyć. Technologie takie
stanowią waŜną innowację procesową, która wymaga
określonych wysiłków i nakładów. Przyjmując definicję
technologii analogicznie do przytoczonej w [1], tzn. ”technologia jest ukierunkowanym procesem wykonywania
potrzebnych produktów lub usług, realizowanym
w systemie produkcyjnym o zidentyfikowanych elementach i ich powiązaniach, zbudowanym do realizacji tego procesu w oparciu o dostępną wiedzę teoretyczną i praktyczną”, tzn. technologię moŜna traktować
jako określony system. Posiada ona wszystkie cechy charakterystyczne systemu, do których zaliczamy: strukturę
wewnętrzną składającą się z elementów (maszyny i urządzenia technologiczne) powiązanych w określony sposób
(układami transportowymi, informacyjnymi lub innymi),
poszczególne elementy i całość realizują ściśle określoną
funkcję (wytwarzanie planowanych produktów lub usług),
posiadają określone powiązania z otoczeniem (zaopatrywanie, zbyt, odpady i in.), moŜliwość dokładnego zidentyfikowania elementów (dane techniczno-ekonomiczne
i inne poszczególnych stanowisk) oraz posiada określoną
historię rozwoju do stanu aktualnego.
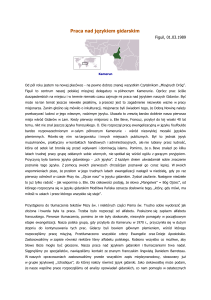
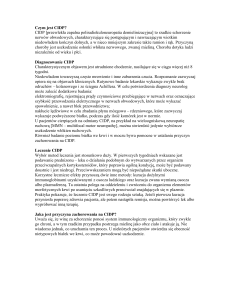
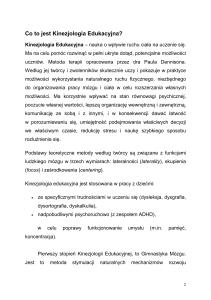
W tej sytuacji zasadnym staje się moŜliwość ustanowienia właściwego (a najlepiej optymalnego) sposobu zarządzania technologią, podobnie jak ustanowiono standardy zarządzania jakością, środowiskiem, bezpieczeństwem, informacją i in. Na system taki powinno się złoŜyć
szereg elementów, jak: strategia technologii, zasady zarządzania i projektowania (rys.1), kluczowe procesy i ich
podprocesy, odpowiednia dokumentacja, zapisy, audity,
działania korygujące, zapobiegawcze i in.
Do szczególnie waŜnych elementów naleŜy zaliczyć
właściwą identyfikację kluczowych procesów i ich podprocesów oraz ustanowienie optymalnego sposobu zarządzania tymi procesami (pomiar potencjału technologicznego [2], pomiar poziomu technologii [3], zarządzanie
parkiem maszyn technologicznych [4] i in.). PoniŜej
podano krótką charakterystykę typowych, kluczowych
procesów, które występują praktycznie przy kaŜdym rodzaju technologii.
Właściwe, efektywne i skuteczne zarządzanie zidentyfikowanymi procesami zapewni efektywność i skuteczność zarządzania całym systemem, w tym przypadku zarządzaniem technologią, a pośrednio równieŜ systemem
maszyn technologicznych.
4
Zasady zarządzania i projektowania technologii
Zasady
zarządzania
Zasady
projektowania
Potrzeby
klientów
Zapewnienie
efektywności
Inicjatywy
kierownictwa
Zapewnienie
bezpieczeństwa
ZaangaŜowanie
załogi
Zapewnienie
niezawodności
MoŜliwości
dostawców
Zapewnienie
funkcjonalności
Identyfikacja
procesów
Zapewnienie
serwisowalności
Podejście
systemowe
Intelektualizacja
maszyn
Wspomaganie
decyzji danymi
Ekstremalizacja
zastosowań
Ciągłe
doskonalenie
Rys. 1. Zasady zarządzania i projektowania w technologii
W zarządzaniu technologią do kluczowych procesów
moŜna zaliczyć następujące:
1. Eksploatacja posiadanych technologii.
2. Pozyskiwanie nowych technologii.
3. Wymiana stosowanych technologii.
W kaŜdym z tych procesów moŜna wyodrębnić szereg
podprocesów, dla których naleŜy ustanowić odpowiedni
sposób zarządzania, na który składają się określone elementy składowe.
1. W przypadku pierwszego procesu – eksploatowania
posiadanych technologii będą to następujące podprocesy:
1.1 Organizacja przestrzenna grupy maszyn technologicznych realizujących określoną technologię zapewniając
ich powiązania z innymi technologiami wchodzącymi
w skład róŜnych procesów technologicznych. Organizacja
ta moŜe ulegać zmianom wraz ze zmianami asortymentu
wytwarzanych wyrobów. Podstawowe kryteria, które naleŜy uwzględniać przy takiej organizacji, to maksymalizacja wykorzystania systemu maszyn technologicznych
(SMT), minimalizacja kosztów transportu, magazynowania
i kontroli, zapewnienie spełnienia przez proces technologiczny wymagań dotyczących jakości, cykli wytwarzania,
produktywności i in.
TECHNOLOGIA I AUTOMATYZACJA MONTAśU
1.2 Proces zaopatrywania urządzeń technologicznych
w elementy niezbędne do właściwej realizacji technologii
za pomocą odpowiednich maszyn. Dotyczy to odpowiedniej postaci energii, kompetentnej obsługi, cieczy roboczych, materiałów technologicznych oraz informacji, gdy
technologia realizowana jest na maszynie w sposób
zautomatyzowany. Dostarczane elementy powinny być
odpowiednio dozowane, zaś momenty dostarczania ściśle
określone. W tym celu urządzenia technologiczne zaopatrywane są w odpowiednie układy (np. układ przygotowania spręŜonego powietrza, kontrola poziomu oleju smarującego, zawory odcinające i in.).
1.3 Proces sterowania funkcjonowaniem urządzeń technologicznych, który moŜe ulegać zmianom wraz ze
zmianą obiektu przetwarzanego. W prostych technologiach, gdzie liczba sterowanych parametrów jest niewielka, moŜe to odbywać się ręcznie przez operatora,
a w złoŜonych oddziaływaniach przez odpowiednio zaprogramowane układy automatyczne działające autonomicznie lub z udziałem operatora. Celem sterowania jest
wybór optymalnego zestawu parametrów, które zapewnią
albo ekonomiczną pracę urządzenia albo najlepszy efekt
przetwarzania obiektu, przy czym dąŜy się, aby oba te
zadania mogły być zrealizowane przy właściwie wybranym sterowaniu. Zadaniem sterowania jest równieŜ korygowanie odchyleń powodowanych róŜnego rodzaju zakłóceniami.
1.4 Proces kontrolowania jest ściśle powiązany
z procesem sterowania, a jego celem jest niezwłoczne
wykrywanie odchyleń od ustalonego stanu poŜądanego,
które przesłane do układu sterującego generują konieczne działania korygujące. Parametrami kontrolowanymi są stosowane parametry technologiczne funkcjonowania urządzenia technologicznego, jak równieŜ parametry przetwarzanego obiektu w celu zagwarantowania ich
połoŜenia w ustalonym przedziale tolerancji. Reakcje
korygujące mogą niekiedy być uruchamiane z pewnym
opóźnieniem, jeśli ewentualny błąd obiektu zostanie wykryty w dalszych etapach procesu technologicznego jego
przetwarzania.
1.5 Proces serwisowania maszyn i urządzeń technologicznych jest planowany i organizowany przez odpowiednie słuŜby utrzymania ruchu w oparciu o informacje producenta, własne doświadczenia, intensywność wykorzystywania oraz kategorię waŜności dla organizacji. Celem
serwisowania jest zapewnienie bezawaryjnego funkcjonowania SMT przy moŜliwie minimalnych nakładach na
procesy obsługi. Ogólny trend w rozwoju urządzeń technologicznych w procesach ich projektowania i wytwarzania dotyczący m.in. ograniczania prac serwisowych do
niezbędnego minimum, polepszania trwałości i niezawodności waŜnych zespołów oraz wyposaŜenia w układy wyłączające w sytuacjach sprzyjających awariom. PrzewaŜnie proste procesy serwisowania wykonuje operator
(przeglądy, konserwacje, regulacje), a powaŜniejsze odpowiednio przeszkolone słuŜby utrzymania ruchu. Sprawność tych słuŜb decyduje o długości przerw w pracy urzą-
1/2009
dzenia w przypadku awarii i konieczności wykonania powaŜnej naprawy lub remontu [4].
1.6 Proces doskonalenia funkcjonowania i wykorzystywania maszyn i urządzeń technologicznych. Procesom
stosowania technologii towarzyszy proces jej coraz lepszego poznawania, co stwarza podstawy do wprowadzenia szeregu ulepszeń. Jakość, skuteczność i intensywność tych ulepszeń będzie większa w przypadku organizacji prac zespołowych, stworzenia kultury organizacyjnej
sprzyjającej pozytywnym motywacjom oraz ustanowienia
systemu
wspomagania
innowacyjnych
działań
w doskonaleniu procesów technologicznych. Pomocnym
będzie równieŜ nauczenie pracowników posługiwania się
tradycyjnymi narzędziami projakościowymi (diagram przyczynowo-skutkowy, histogram, diagram Pareto, karty
kontrolne i in.), analiza FMEA, FTA, diagram typu drzewo
i in. WdraŜane działania doskonalące przeciwdziałają teŜ
przedwczesnemu zuŜyciu lub nieoczekiwanym awariom.
2. Drugi kluczowy proces w zarządzaniu technologią dotyczy permanentnych działań na rzecz pozyskiwania nowych technologii, które pozwoliłyby poprawić konkurencyjność organizacji lub chociaŜby nie dopuścić do jej pogorszenia. Ze względu na duŜe znaczenie technologii dla
organizacji, procesy ich pozyskiwania powinny być realizowane w sposób planowy i systematyczny. Do waŜniejszych podprocesów w tym obszarze moŜna zaliczyć:
Proces identyfikacji potrzeb rozwojowych technologii. Przed podjęciem decyzji o opracowaniu lub pozyskaniu określonej technologii konieczna jest moŜliwie dokładna identyfikacja potrzebnych technologii, moŜliwości
ich pozyskania, kosztów z tym związanych i oczekiwanych korzyści. Ze względu na ograniczoność środków na
ten cel, konieczne są określone wybory w oparciu o przyjęte priorytety oraz planowe działania w kolejnych latach.
Źródłem informacji umoŜliwiających właściwe sformułowanie potrzeb mogą być:
• strategie rozwojowe organizacji wskazujące kierunki
rozwoju wytwarzanych wyrobów i koniecznych do
tego technologii, które zapewniłyby wymaganą ich
konkurencyjność (jakość, koszty, cykle, skala produkcji),
• obserwacje działań konkurentów na rynku i w przetargach, których wyniki pośrednio mogą wskazywać na
dokonany postęp technologiczny i jego skutki (funkcjonalność, jakość, ceny oferowanych wyrobów),
• obserwacje postępów w rozwoju nauki i techniki oraz
ewentualnych moŜliwości pojawienia się nowych
technologii wykorzystujących nowoodkryte zjawiska,
• obserwacje trendów rynkowych zmian wyrobów ich
właściwości i zastosowań, które mogą wskazywać na
potrzeby nowych technologii.
Wszystkie te obserwacje powinny wywoływać odpowiednie korekty strategii organizacji, a wraz z nią równieŜ
korekty strategii technologicznej, która powinna być okresowo przeglądana, korygowana i wskazywać priorytetowe
kierunki wymaganego postępu technologicznego.
5
1/2009
Procesy badawczo-rozwojowe prowadzone w organizacji w celu przygotowania produkcji nowego wyrobu.
Potencjał aparaturowo-personalny dysponowany przez
organizację do tych celów moŜe być równieŜ w pewnej
części wykorzystywany do celów badawczo-rozwojowych
dotyczących pilnie potrzebnych nowych technologii, których nie moŜna uzyskać z zewnątrz. Dotyczy to zwłaszcza
automatyzowania specyficznych dla organizacji prac
ręcznych, zwiększania produktywności zasobów krytycznych (wąskich gardeł), przyspieszania procesów o długim
cyklu realizacji, zapewnienia bezpieczeństwa pracownikom i otoczeniu, polepszenia niezawodności wyrobów i in.
Prace takie moŜna realizować wspólnie z odpowiednią
jednostką badawczo-rozwojową lub we współpracy z innymi zainteresowanymi organizacjami. W ramach takich
prac konieczny jest wybór właściwej koncepcji, potwierdzenie jej skuteczności w badaniach modelowych, zaprojektowanie, wykonanie i wdroŜenie urządzenia technologicznego działającego zgodnie z przebadaną i sprawdzoną koncepcją. Dość znaczny koszt takich prac ogranicza ich ilość moŜliwą do realizacji.
Procesy transferowania technologii, wynikiem których
mogą być róŜne formy zakupu lub sprzedaŜy technologii
potrzebnej. Obserwacja rynku technologii, dokonywanych
transakcji, prezentowanych ofert w skojarzeniu z własną
strategią rozwojową moŜe wskazać szereg potrzeb, ujawniając własne przestarzałe technologie. Mogą istnieć róŜnorodne formy transferów, o których informacje są dość
szeroko reklamowane przez sprzedawców technologii,
tzn.:
• producenci maszyn i urządzeń technologicznych, którzy swoje wyroby stale modernizują, wykorzystując
w nich współczesne osiągnięcia nauki i techniki,
• leasingowcy będący pośrednikami między producentami a organizacjami potrzebującymi nowych technologii,
• licencjodawcy oferujący sprzedaŜ licencji na nowe
wyroby i konieczne do ich wytwarzania technologie,
• organizacje naukowo-techniczne i konsultingowe gromadzące informacje o oferentach nowych technologii
i pośredniczące w poszukiwaniu zainteresowanych
biorców, jak równieŜ wspomagające procesy transferów i wdroŜeń.
Procesy benchmarkingu technologicznego umoŜliwiające poznanie sposobów stosowania róŜnych technologii oraz korzyści, jakie mogą one przynieść organizacji.
Procesy te mogą być realizowane w ramach umów dwustronnych między organizacjami niekonkurującymi (wytwarzają róŜne wyroby za pomocą identycznych technologii), poprzez gromadzenie dostępnych informacji o działaniach konkurentów lub poprzez korzystanie z usług organizacji pośredniczących, które na zasadach poufności
zbierają dane z przedsiębiorstw określonego sektora, obliczają uśrednione wartości waŜnych wskaźników i udostępniają je zainteresowanym organizacjom. Porównując
wskaźniki uśrednione dla sektora z rzeczywistymi w organizacji, moŜna określić czy są one gorsze od średnich
6
TECHNOLOGIA I AUTOMATYZACJA MONTAśU
i odpowiednio korygować swoją strategię i działania bieŜące.
Procesy informacyjne polegające na gromadzeniu
i rejestrowaniu informacji z zakresu stosowanego portfela
technologii i postępów rozwojowych tych technologii. Informacje takie moŜna pozyskać z:
dostępnej
literatury
techniczno-naukowej,
tzn.
czasopisma, ksiąŜki, patenty, normy, prospekty reklamowe, katalogi wyrobów i in.,
uczestniczenia w tematycznych konferencjach o charakterze naukowo-technicznym, gdzie wymieniane są
informacje o aktualnych osiągnięciach,
uczestniczenia w targach i wystawach poświęconych
produktom wytwarzanym przez organizację lub technologiom stosowanym do ich wytworzenia,
utrzymywania kontaktów z innymi przedsiębiorstwami
lub organizacjami, gdzie moŜna uzyskać potrzebne
informacje (przetargi, spotkania w organach administracji publicznej, samorządowych, bankach i in.) [3].
Na podstawie zbieranych w powyŜszy sposób informacji, powinien być utworzony i prowadzony rejestr technologii znanych, dostępnych lub w trakcie opracowywania
związanych z działalnością gospodarczą organizacji. Na
podstawie bieŜących potrzeb i priorytetów moŜna z rejestru wybierać najpotrzebniejsze i podejmować próby ich
pozyskania na warunkach moŜliwych do przyjęcia przez
organizację.
3. Trzeci kluczowy proces w zarządzaniu technologią, to
permanentny proces wycofywania technologii przestarzałych i wprowadzania na ich miejsce technologii potrzebnych, umoŜliwiających doskonalenie konkurencyjności organizacji. WdraŜanie nowych technologii wymaga odpowiednich kompetencji personelu, nakładów finansowych
oraz odpowiedniej infrastruktury minimalizującej nakłady
i maksymalizujących efekty. W procesie tym moŜna
wyróŜnić następujące podprocesy:
3.1 Diagnozowanie stanu istniejącego w organizacji
w obszarze technologii. W zaleŜności od rodzaju
działalności moŜe to być wykonywane róŜnymi sposobami. Metody takie powinny być zindywidualizowane,
ukierunkowane na potrzeby konkretnej organizacji.
Szczególnie waŜne w takich samoocenach jest wybór
kryteriów oceny, ustalenie waŜności poszczególnych kryteriów oraz sposobów ilościowych ocen w obrębie kaŜdego kryterium. Diagnozowanie takie powinno być wykonywane w trójetapowej sekwencji:
przeprowadzanie samooceny stanu lub poziomu technologii względnie potencjału technologicznego
w oparciu o dane SMT oraz wyników jego funkcjonowania,
próba oszacowania luki technologicznej między własną organizacją a najlepszym konkurentem lub organizacją w rozpatrywanym sektorze,
opracowanie długofalowego planu przedsięwzięć
ukierunkowanego na stopniowe zmniejszanie lub likwidację zaobserwowanej luki technologicznej.
TECHNOLOGIA I AUTOMATYZACJA MONTAśU
Opracowany plan powinien mieć wyraźnie nakreślone
cele, które powinny być osiągalne, mierzalne i aktualne
i przyczyniać się do poprawy konkurencyjności organizacji
pod względem jej moŜliwości technologicznych.
3.2 Prognozowanie rozwoju technologii obejmujące zarówno długie horyzonty czasowe (foresight) jak równieŜ
bieŜące trendy rozwojowe umoŜliwiające ekstrapolację na
najbliŜszą przyszłość. Zaleca się, aby prognozy opracowywać w wariancie optymistycznym, pesymistycznym
i najbardziej prawdopodobnym. Prognozy potrzebnych
w przyszłości technologii lub moŜliwych do opracowania,
w oparciu o aktualne osiągnięcia nauk podstawowych,
tworzone są w oparciu o następujące informacje:
strategię organizacji i poŜądane cechy przyszłościowych produktów, informacje o oferowanych do sprzedaŜy maszynach i urządzeniach technologicznych
oraz zawarte w ofertach kierowanych do organizacji
od producentów,
informacje o warunkach realizacji kontraktów przez
konkurentów uzyskiwane w trakcie róŜnych przetargów – stwarza to pewne moŜliwości rozszyfrowania
potencjału technologicznego konkurentów,
informacje uzyskane z ankiet lub wypowiedzi ekspertów z zakresu rozpatrywanych technologii, które
moŜna porządkować róŜnymi metodami (np. delficką).
Wynikiem prawidłowego prognozowania powinna być
korekta polityki technologicznej i strategii firmy. Prognozy
takie i korekty powinny być okresowo powtarzane celem
uwzględnienia nowych, dostępnych informacji.
3.3 Planowanie odnowy technologii i parku maszyn
technologicznych (PMT). W oparciu o rozpoznanie pilnych potrzeb oraz ofert róŜnych form sprzedaŜy technologii, opracowuje się plany zakupów wraz z ewentualnymi
planami dopracowywania technologii będących w początkowym cyklu Ŝycia. Ograniczeniami takich planów są:
posiadane lub moŜliwe do uzyskania środki finansowe,
kompetencje pracowników umoŜliwiające łatwą
adaptację kupowanej technologii lub jej ulepszenie do
stanu umoŜliwiającego produkcyjne wykorzystanie.
Proces wprowadzania nowej technologii wiąŜe się
z koniecznością szkolenia pracowników, wprowadzania
zmian w dokumentacji technologicznej oraz niekiedy
przeprowadzania badań, które wskaŜą optymalne zakresy
jej parametrów oraz sposoby jej najbardziej racjonalnego
wykorzystywania przy wytwarzaniu wyrobów.
Plany odnowy powinny być wieloletnie z coroczną korektą najbliŜszego roku, dokonywane na podstawie zmian
obserwowanych w procesach rozwojowych i ewentualnych zmian w strategii organizacji. Wprowadzanie nowej
technologii wywołuje skutki nie tylko techniczne, lecz równieŜ ekonomiczne i społeczne, które naleŜy przewidywać
i uruchamiać działania ułatwiające wprowadzanie takich
zmian.
3.4 Wycofywanie przestarzałych technologii jest procesem równie odpowiedzialnym jak pozyskiwanie i wdra-
1/2009
Ŝanie nowych technologii. Sygnałami o potrzebie wycofania mogą być następujące informacje:
fizyczne zuŜycie lub awaryjne zniszczenie stosowanych urządzeń technologicznych, które wymusza
działania zmierzające do ich zastąpienia za pomocą
moŜliwych do nabycia urządzeń o lepszych właściwościach produkcyjnych,
pojawienie się nowych, bardziej wydajnych i produktywnych technologii, w zestawieniu z którymi stosowane urządzenia technologiczne generują znacznie
większe koszty, wydłuŜone cykle realizacji lub nie są
w stanie zapewnić porównywalnego poziomu jakości.
W takiej sytuacji w celu poprawy konkurencyjności
moŜe zachodzić potrzeba wycofania sprawnych jeszcze maszyn technologicznych i wprowadzania na ich
miejsce nowych, bardziej wydajnych lub przeprowadzenia ich remontu modernizacyjnego, który zmniejszy istniejącą lukę technologiczną,
wprowadzenie do produkcji nowego produktu, dla wytwarzania którego niektóre technologie stosowane
dotychczas stają się zbędne i naleŜy takie maszyny
sprzedać (jeśli będzie to moŜliwe), wprowadzając
w ich miejsce nowe urządzenia technologiczne konieczne do wytwarzania nowego produktu,
radykalna zmiana skali produkcji określonego wyrobu,
przy której dotychczas stosowane maszyny i urządzenia nie zapewniają wymaganej konkurencyjności
i naleŜy dokonać ich wymiany na inne, dostosowane
do realizowanych programów produkcyjnych.
Planowanie procesów wycofywania przewaŜnie wykonywane jest równolegle z planowaniem procesów odnowy
technologii i są one wzajemnie zaleŜne.
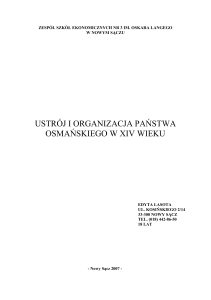
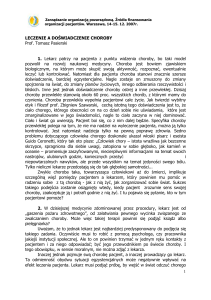
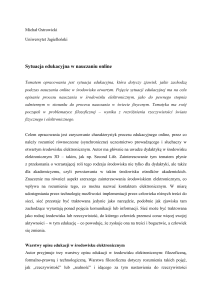
Schemat i usytuowanie tych procesów pokazano na
rys. 2.
Procesy w zarządzaniu technologią
Pozyskiwania
Eksploatowania
Odnowy
Organizowanie
Programowanie
B+R
Zaopatrywanie
Diagnozowanie
Transfery
Sterowanie
Planowanie
Benchmarking
Serwisowanie
Wycofywanie
Inne sposoby
Doskonalenie
Identyfikacja
potrzeb
Rys. 2. Procesy i podprocesy w systemie zarządzania technologią
Zgodnie z wytycznymi zawartymi w normie ISO 9001,
zarządzanie poszczególnymi procesami powinno obejmować następujące działania:
• nazwanie i opisanie przebiegu poszczególnych procesów,
• wskazanie celów poszczególnych procesów oraz
mierników (wskaźników) pozwalających ilościowo
ocenić stopień realizacji celu,
7
1/2009
•
•
•
•
identyfikację dostawców i klientów poszczególnych
procesów i ich wymagań oraz ustanowienie „właściciela” procesu, tzn. osoby uprawnionej do wprowadzania zmian ulepszających w procesie,
ustanowienie skutecznego systemu nadzoru nad całym procesem, a zwłaszcza nad krytycznymi działaniami wewnątrz tego procesu,
dla szczególnie waŜnych procesów opracowanie procedur systemowych wskazujących szczegółowy tok
postępowania w realizacji celów tego procesu,
ustanowienie praktyki monitorowania waŜnych parametrów procesu oraz okresowego ich auditowania
w celu wczesnego wykrywania i usuwania pojawiających się niezgodności z wcześniej ustalonym trybem
postępowania.
TECHNOLOGIA I AUTOMATYZACJA MONTAśU
3.
LITERATURA
1.
2.
3.
4.
PODSUMOWANIE
1.
2.
System zarządzania technologią powinien mieć strukturę analogiczną jak system zarządzania jakością
według normy ISO 9001.
W systemie takim do kluczowych procesów naleŜy
zaliczyć: proces pozyskiwania nowych technologii,
proces eksploatacji posiadanych technologii oraz procesy wymiany przestarzałych technologii na nowe.
W celu zapewnienia efektywności i skuteczności
procesów zarządzania technologią muszą one zostać
zidentyfikowane, opisane i nadzorowane w trakcie realizacji.
Łunarski J., Stadnicka D.: Ocena poziomu konkurencyjności stosowanej technologii. Technologia i Automatyzacja MontaŜu, nr 2-3, 2007.
Łunarski J.: Ocena potencjału technologicznego organizacji. Przegląd Mechaniczny, nr 9, 2008.
Łunarski J.: Techniczno-organizacyjne aspekty
konkurencyjności. OW PRz, Rzeszów, 2008.
Łunarski J., Antosz K.: System nadzoru i obsługi prewencyjnej parku maszyn technologicznych. Technologia i Automatyzacja MontaŜu, nr 3-4, 2004.
_____________________
Prof. dr hab. inŜ. Jerzy Łunarski jest pracownikiem Politechniki Rzeszowskiej oraz Instytutu Mechanizacji Budownictwa i Górnictwa Skalnego w Warszawie.
Z PRASY ZAGRANICZNEJ
SBORKA Nr 8 (97), 2008
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
8
Warunki montaŜu zębatych łoŜysk mimośrodowych.
Badanie wpływu czynnika siłowego na dokładność
czołowych połączeń gwintowych przy montaŜu
strukturalnie uporządkowanym.
Model dynamiki rotacyjnego montaŜu części cylindrycznych.
Graniczne warunki pracy rurowego urządzenia do
orientowania części.
Automatyzacja montaŜu walcowych połączeń wciskowych z klejem i podgrzewaniem.
Ocena wpływu masy przyrządu na charakterystyki dynamiczne systemu technologicznego.
Analityczne rozwiązanie zadania o drganiach wahadła fizycznego na spręŜystej zawiesi.
Regeneracja metodą napylania zuŜytych części maszyn.
Podstawowe sposoby regeneracji konstrukcji metalowych duŜych cięŜarówek wywrotek, eksploatowanych
w warunkach polarnych.
Technologiczna obsługa urządzeń. Cd.
Doświadczenia firmy FGUP UEMZ dotyczące lutowania przyrządów w kontekście norm IRS.
Nowe konstrukcje frezów składanych ISCAR
i zalecenia dotyczące ich stosowania.
Nowości techniki.
14. Maszyny i urządzenia technologiczne. Klasy
dokładności wyrównowaŜenia (wg GOST 2206176).Cd.
SBORKA Nr 9 (98), 2008
1.
2.
3.
4.
5.
6.
7.
8.
Elektryczny montaŜ nakręcaniem.
Uzasadnienie najlepszego wariantu montaŜu kompletu narzędzi dla obrabiarek OSN.
Ocena wydajności strumieniowego rozdzielania potoków części.
Metody diagnozowania i ocena stanu technicznego
urządzeń w systemach wysokopręŜnych silników
okrętowych przy eksploatacji oraz środki monitorowania usterek.
Technologia regeneracyjnego remontu z zastosowaniem pokryć plazmowych dla łopatek silników turbinowych w agregatach przetaczania gazu.
Techniczna obsługa urządzeń. Cd.
Przygotowanie specjalistów w zakresie technologii remontu urządzeń.
Wybór cieczy chłodząco-smarujących dla szybkościowego przeciągania zewnętrznych powierzchni
kształtowych.
ciąg dalszy str. 23