Odlewnictwo
Dr inż. Paweł Rokicki
Politechnika Rzeszowska
Katedra Materiałoznawstwa, Bud. C, pok. 204
Tel: (17) 865-1124
Odlewnictwo
Wytwarzanie części maszyn i urządzeo w skutek wypełnienia formy ciekłym metalem
lub innym materiałem. Otrzymany po zakrzepnięciu przedmiot nazywa się odlewem
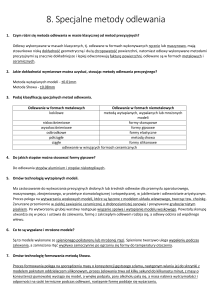
Wspólna zasada wszystkich procesów odlewniczych
a) wlanie metalu do formy, b) krzepnięcie i stygnięcie
metalu w formie, c) usunięcie odlewu z formy i jego
wykooczenie;
1 – forma, 2 – wnęka odtwarzająca kształt odlewu, 3 –
kanały wlewowe, 4 – gotowy odlew, 5 – usunięte
zbędne elementy (złom)
Rynek odlewów
Budownictwo, kanalizacja
i instalacje architektury
miejskiej
17%
Budownictwo:
kotły grzewcze
grzejniki
zawory sieci domowej
wanny
okucia budowlane
Roboty ziemne:
rury sieci wodociągowej
włazy kanalizacyjne
kratki ściekowe i
akcesoria kanalizacyjne
Instalacje architektury
miejskiej:
pomniki
fontanny
dzwony
kandelabry
Urządzenia przemysłowe
28%
Transport:
kolejnictwo
okrętownictwo
lotnictwo
Urządzenia dla
przemysłu ciężkiego:
hutnictwo, kuziennictwo,
kopalnictwo, dźwigi,
prace ziemne
Przemysł
elektromaszynowy:
obrabiarki, silniki, turbiny,
sprężarki, piece, pompy,
zawory, liczniki
Maszyny rolnicze:
ciągniki, sprzęt rolniczy,
urządzenia nawadniające
Trwałe środki
konsumpcyjne i inne
55%
Samochody,
Motocykle, rowery:
silniki
przekładnie
układy hamulcowe
elementy zawieszenia
Urządzenia elektryczne
gospodarstwa domowego
obudowy, części mechan.
sprzętu kuchennego
Przemysł optyczny,
komputerowy, telekom.
i medycyna
obudowy kamer, komput.
telefonów kom, endoprotezy1
Przemysł zbrojeniowy
Historia odlewnictwa (5000 p.n.e do XIX w ) – przykłady odlewów
Kalendarium epok
70 000 30 000 lat temu – nowa epoka lodowcowa, homo sapiens ogarnia Europę i odkrywa
Australię
40 000 lat temu – ludzie produkują coraz lepsze narzędzia, co można uznad za początki przemysłu.
Tworzą również sztukę – niewielkie rzeźby i wspaniałe malunki skalne
30 000 lat temu – pierwsi ludzie docierają do Ameryki
12 000 10 000 p.n.e. – koniec zlodowacenia i początek „środkowej epoki kamiennej” (mezolitu)
9 000 p.n.e. – najwcześniejszy wyrób metalowy z miedzi samorodnej pojawia się na Bliskim
Wschodzie
7 000 p.n.e. – w Turcji i Iranie pojawia się w użyciu miedź
5 000 p.n.e. – człowiek wykorzystuje już brąz (epoka nadal nazywa się epoką kamienną)
początki odlewnictwa
4 000 p.n.e. – początek młodszej epoki kamiennej (neolitu)
3 200 p.n.e. – lud Sumerów z Mezopotamii dokonuje wynalazku pisma
3 000 2 000 p.n.e. – początek epoki brązu
700 500 p.n.e. – wczesna epoka żelaza
3000 lat p.n.e. (epoka brązu)
Odlewane wyroby z brązu. W 3200 roku p.n.e. w Mezopotamii wykonano odlew żaby z brązu
2450 lat p.n.e.
Złoty sztylet znaleziony w Ur (Mezopotamia) datowany na ok. 2450 lat p.n.e.
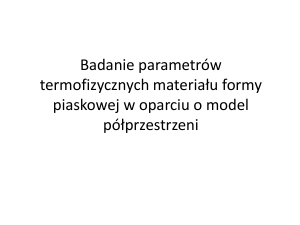
Zastosowanie odlewów w silnikach lotniczych
XX w.
Struktura
równoosiowa
Struktura
kolumnowa
Struktura
monokryształu
Odlewy łopatek turbiny otrzymane drogą krystalizacji kierunkowej (Francja, 1950)
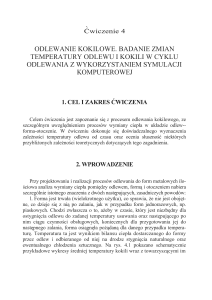
Zagadnienia występujące w procesach odlewniczych
1. Przygotowanie metalu Proces wytopu
- przygotowanie określonych składników, stopienie ich i przeprowadzenie
odpowiednich reakcji chemicznych (np. przedmuchanie kąpieli obojętnym
gazem)
2. Przygotowanie form odlewniczych
- trwałe lub jednorazowe
3. Zalewanie formy
4. Krzepnięcie metalu
Klasyfikacja procesów odlewniczych – schemat uproszczony wykonania odlewu nie
wymagający obróbki cieplnej
Wykonanie oprzyrządowania
(modele, rdzennice, inne)
Przygotowanie masy
formierskiej
Przygotowanie masy
rdzeniowej
Formowanie
Wykonanie rdzeni
Montaż form
Przygotowanie
ciekłego metalu
(wytop, obróbka
pozapiecowa)
Zalewanie
Wybijanie odlewów
Usuwanie nadlewów i układu
wlewowego, oczyszczanie i
wykaoczanie odlewów
Kontrola i ekspedycja
odlewów
braki
Podział metod odlewania
W zależności od sposobu wprowadzania metalu do formy rozróżnia się odlewanie:
Grawitacyjne
Odśrodkowe
Ciśnieniowe (kilkadziesiąt do kilkuset MPa)
Odlewanie pod niskim ciśnieniem
Zasady odlewania odśrodkowego: a)b) odlewanie
odśrodkowe właściwe z poziomą i pionową osią obrotu, c)
odlewanie pół-odśrodkowe, d) odlewanie pod ciśnieniem
odśrodkowym.
Zasada odlewania pod niskim ciśnieniem: a) z zastosowaniem nadciśnienia wywieranego na
lustro ciekłego metalu w zbiorniku podgrzewczym, b) z zastosowaniem próżni dołączonej do
wnęki formy (odlewanie z przeciwciśnieniem).
Układ wlewowy
1 – zbiornik wlewowy, 2 – wlew górny, 3 – belka żużlowa, 4 – wlew
doprowadzający, 5 - filtr
Doprowadza metal do wnęki formy.
Zatrzymuje zanieczyszczenia (żużel).
Reguluje zjawiska cieplne podczas krzepnięcia.
Metody kontroli ciekłego stopu
Jakośd ciekłego metalu zależy od
Temperatury ciekłego stopu
Poziomu zanieczyszczeo metalicznych i niemetalicznych
Składu chemicznego stopu
Pomiar temperatury
Termoelementy: RtTh30-PtRh30 (do 1800oC), Rt-Rh10Pt (1000-1400oC),
Chromel-Alumet lub Fe-Konstantan (do 1000oC), Cu-Konstantan (do 350oC)
Pirometry optyczne dwubarwne (do 3500oC)
Termopara (termoogniwo, termoelement, ogniwo termoelektryczne) –
element obwodu elektrycznego składający się z dwóch różnych materiałów i
wykorzystujący zjawisko Seebecka zachodzące na ich styku. Termopara jest
wykorzystywana jako czujnik temperatury.
Zjawisko Seebecka – zjawisko termoelektryczne polegające na
powstawaniu siły elektromotorycznej w obwodzie zawierającym dwa metale
lub półprzewodniki gdy ich złącza znajdują się w różnych temperaturach.
Ocena zagazowania ciekłego metalu
Gazymetr – do pomiaru gęstości standardowej próbki zakrzepłej przy
obniżonym ciśnieniu (Straube-Pfeifer)
Metoda pierwszego pęcherzyka – obniża się ciśnienie i obserwuje przy jakiej
wartości pojawia się pierwszy pęcherzyk
Metoda grafitowa – ciekły stop Al wlewa się do formy grafitowej i po
usunięciu zanieczyszczeo ocenia liczbę pęcherzyków na powierzchni zakrzepłego
stopu.
Skłonnośd do tworzenia porowatości skurczowej (próba Tatura)
Kokila do odlewania próbek stożkowych służących do oceny porowatości stopów Al:
a) próbka, b) kokila; A – makropory, B – wgłębienia, C – pory wewnętrzne, D – materiał odlewu
(sumaryczna objętośd A+B+C+D=457,7 cm3); 1 – zatyczka, 2 – wlew, 3 – pokrycie, 4 – uchwyt,
5 – przelew, 6 – górna częśd kokili, 7 – pokrycie, 8 – próbka, 9 – dolna częśd kokili
Ocena lejności i odtwarzalności
Spiralna próba lejności
Kształt i wymiary
Forma do odlewania
Skłonnośd do tworzenia naprężeo własnych
Kształt i wymiar próbki technologicznej (wraz z układem wlewowym) do określania skłonności
żeliwa do tworzenia naprężeo odlewniczych
Ocena przełomu (Al-Si lub żeliwo)
Ocena składu chemicznego
• Spektrometry iskrowe
• Spektrometry fluorescencyjne
Przykład kokilarki ręcznej z zamontowaną kokila do wykonywania niewielkich odlewów;
1 – ruchoma połówka kokili, 2 – stała połówka kokili, 3 – rdzeo, 4 – układ wlewowy, 5 – kołki
ustalające, 6 – zamknięcie, 7 – prowadnica, 8 – mechanizm zębatkowy, 9 – wypychacz, 10 – płyta
wypychaczy, 11 – dźwignia zębatki napędu płyty wypychaczy, 12 – stół (podstawa)
Przykład kokilarki ręcznej wyposażonej w mechanizmy śrubowe z zamontowaną kokilą do
wykonywania dużych odlewów (bloków cylindrowych silników wysokoprężnych)
Przykład kokilarki hydraulicznej; 1 – ruchome płyty montażu połówek kokili, 2 – prowadnice
kolumnowe, 3 – korpus maszyny, 4 – płyta pomocnicza, 5 – siłownik do wyciągania rdzeni do
dołu, 6 – mocowanie rdzenia dolnego, 7 – trawersa górna, 8 – siłownik do wyciągania rdzeni do
góry, 9 – mocowanie rdzenia górnego
Rodzaje form odlewniczych
a) Jednorazowe
b) Trwałe (bardzo rzadko półtrwałe – grafitowe)
Formy jednorazowe wykonuje się z mas formierskich (główny składnik ogniotrwały –
piasek kwarcowy – zwany osnową masy). Stosowane są dwa podstawowe rodzaje
mas:
Z substancjami wiążącymi (piasek + dodatki z których przynajmniej jeden
powoduje powstanie wytrzymałego połączenia (sklejenia ziaren osnowy)
Bez substancji wiążących (połączenie uzyskiwane jest przez wytworzenie
odpowiedniego stanu naprężeo w masie, tzn. duże siły występujące pomiędzy
ziarnami
Typy materiałów wiążących:
-
Lepiszcze – mineralna substancja o bardzo drobnych cząstkach (0,02 mm), w
praktyce odpowiedni gatunek gliny (bentonit).
Masy z lepiszczem stosowane są jako masy formierskie (nie nadają się na masy
rdzeniowe, gdyż mają niewielką wytrzymałośd). Glina nie jest lepiszczem. Stanowi
je mieszanina gliny i wody. Zawartośd gliny w masie wynosi 6-13%, a wody 1,54,5%. Do mas wodno-glinowych dodawane są dodatki zmniejszające skłonnośd
do powstawania powierzchniowych wad odlewów, które tworzą się wskutek
przypalania się masy do powierzchni odlewu. Głównym dodatkiem jest pył
węglowy 3-5%. Innym rodzajem lepiszcza jest cement, masy sporządzane z
dodatkiem cementu i wody – masy cementowe.
Typy materiałów wiążących:
-
Spoiwo – substancja w stanie ciekłym rozprowadzana wokół ziaren piasku, która
po nadaniu kształtu danej części formy lub rdzeniowi zestala się, wiążąc ziarna
osnowy ze sobą.
Spoiwa: organiczne i nieorganiczne (szkło wodne – krzemian sodu)
Spoiwa organiczne: żywice syntetyczne (poliestrowe, akrylowe, fenolowe,
formaldehydowe, fenolowo-mocznikowe, alkidowe. Dodawane są do piasku w
ilości kilku procent. Masy na bazie żywic – bardzo rozpowszechnione
Formy trwałe – wykonywane ze stopów metali: żeliwo, stal konstrukcyjna i
narzędziowa, stopy Al, grafit prasowany
Dwugniazdowa kokila do wykonywania odlewów pokazanych na rysunku powyżej;
1- lewa połówka kokili, 2 – prawa połówka kokili, 3 – płyta dolna, 4 – rdzenie metalowe, 5 –
wypychacze, 6 – częśd wnęki formy odtwarzająca kształt odlewu, 7 – częśd wnęki odtwarzającej
nadlew, 8 – częśd elementów formy, niezbędnych do usunięcia z niej zakrzepłego odlewu ( na
rysunku nie pokazano niezbędnych pochyleo odlewu umożliwiających jego usunięcie).
Metody wykonywania form
Przebieg ręcznego wykonania formy z modelu niedzielonego
Formowanie próżniowe
a) Płyta modelowa
b) Podgrzewanie folii
c) Nałożenie folii na płytę podłączoną do
odciągu próżniowego
d) Nałożenie specjalnej skrzynki
formierskiej
e) Wypełnienie skrzynki piaskiem
formierskim
f) Uformowanie wlewu górnego i
nałożenie folii na skrzynię
g) Oddzielenie skrzyni z połówki formy
podłączonej do odciągu
h) Złożenie formy i zalewanie
i) Doprowadzanie powietrza o ciśnieniu
atmosferycznym do formy i usunięcie
odlewu
1 – otwory ssące, 2 – model, 3 – płyta
modelowa, 4 – skrzynia próżniowa,
5 – spirala grzewcza, 6 – folia,
7 – skrzynia formierska o specjalnej
konstrukcji, 8 – przewód ssący,
9 – kanał wentylacyjny, 10 – suchy
piasek kwarcowy, 11 – odlewany stop
Proces pełnej formy (wypalanych modeli)
Jednorazowy model, wykonany ze spienionego poliestru, wkłada się do skrzyni, w
której obsypuje się go suchym piaskiem. Piasek poddaje się wibracji a następnie
forma jest zalewana. Podczas zalewania styropianowy model zostaje stopiony i
następnie zagazowany.
Formowanie skorupowe
Płyty modelowe lub rdzennice wykonane są z żeliwa i ogrzane do 250oC. Masa jest
mieszaniną piasku i żywicy termoutwardzalnej (fenolowo-formaldehydowa). Osobne
skorupy składa i łączy się do zalewania
1 – zbiornik z masą formierską, 2 – płyta modelowa, 3 – skorupa, 4 – piec do
utwardzania skorupy.
Formowanie precyzyjne metodą wytapianych model
a)
b)
c)
d)
Wykonywanie modelu przez wtryskiwanie do matrycy ciekłej i łatwo topliwej masy modelowej
Model z zastygłej masy modelowej wyjęty z matrycy
Łączenie modeli z układem wlewowym w zestaw
Wytwarzanie powłok przez zanurzenie zestawów w ciekłej masie ceramicznej w celu ukształtowania
skorupy na zestawie modelowym
e) Ustawienie formy skorupowej w skrzynce i zasypywanie jej suchym piaskiem kwarcowym (stosowane są
też formy samonośne bez konieczności zasypywania ich w skrzynkach
Formowanie precyzyjne metodą wytapianych model
f)
g)
h)
i)
j)
k)
Wytapianie modeli i układu wlewowego z formy skorupowej
Utwardzanie skorup przez wypalanie ich w piecu
Zalewanie formy ciekłym metalem
Otwarcie formy
Czyszczenie odlewu
Gotowy odlew
Formowanie precyzyjne metodą wytapianych model
a)
Połączone modele woskowe łopatki i układu wlewowego
Formy ceramiczne
a)
b)
Formy ceramiczne: a) po wyżarzeniu, b) po nałożeniu izolacji cieplnej
Wytwarzanie prototypów modeli i rdzeni – Rapid Prototyping
Metoda stereolitografii
Istota szybkiego wykonywania prototypów (Rapid Prototyping), w którym stosuje się metodę
stereo-litografii (SL)
Metoda selektywnego spajania laserowego (Selective Laser Sintering)
Istota odmiany procesu szybkiego wykonywania prototypów (Rapid Prototyping), w którym
stosuje się metodę selektywnego spajanie laserowego (SLS)
Piec do wytwarzania odlewów
Zastosowanie programów komputerowych w odlewnictwie – przykłady
-
symulacja zalewania formy
-
symulacja krzepnięcia odlewów
-
symulacja naprężeo w odlewie
-
modelowanie wielkości kształtu i liczby ziarn w odlewie
-
modelowanie mikrostruktury odlewu
-
odlewanie ciągłe
Generowanie siatki elementów skooczonych
a)
b)
c)
Siatka elementów skooczonych: a) zestaw modelowy – układ wlewowy i odlewy, b) warstwa formy
ceramicznej, c) warstwa izolacji cieplnej
Symulacja zalewania formy
a)
b)
c)
Symulacja zapełniania wnęki formy ceramicznej po czasie: a)1,02s, b)1,76s, c)1,97 s
Symulacja krystalizacji odlewów – forma bez izolacji cieplnej
a)
b)
c)
d)
Rozkład temperatury podczas krystalizacji i chłodzenia odlewów łopatki w czasie: a) 57s i b) 68s,
udział fazy stałej podczas krystalizacji odlewów w czasie: c) 27s, d) 47s
Symulacja numeryczna rozkładu wartości temperatury w formie ceramicznej
0 min
19 min
66 min
Wyniki badao – weryfikacja doświadczalna symulacji numerycznej wielkości i
kształtu ziarn w starterze i selektorze
Przekrój na wysokości 11 *mm+
Przekrój na
wysokości 11 *mm+
Przekrój na wysokości 6 *mm+
Przekrój na wysokości 1 *mm+