36/26
Solidificatioa ot Metais and AlJoys, No.36. 1998
i Stopów, Nr 36. 1998
~ Mełali
PAN - Oddział Kalowice
PL ISSN 0208-9386
MODELOWANIE POLA TEMPERATUROWEGO W STALI SW7M
PODCZAS LASEROWEGO HARTOWANIA
KUŹMA Marian, W ASIŃSKA Teresa, STEFANIUK. Ireneusz
Instytut Fizyki Wyższej Szkoły Pedagogicznej w Rzeszowie
35-310 Rzeszów ul. Rejtana 16a
BYLICA Andrzej
Instytut Tecłmilci Wyższej Szkoły Pedagogicmej
35-310 Rzeszów ul. Rejtana 16a
Streszczenie
W oparciu o liniowy model źródła ciepła obliczono przestrzenne i czasowe
temperatur w stali SW7M hartowanej z przetopieniem laserem C(h o pracy
rozkłady
ciągłej .
Wstęp
Przemiany fazowe zachodzące w stalach podczas obróbki cieplnej (np.
hartowanie. wygrzewanie, odpu~e) są determinowane w głównej mierze
temperaturą i jej zmianami w badanym materiale. Od temperatury bowiem zależą takie
procesy jak dyfuzja, rozpuszczanie pewnych faz, ujednoradnianie materiału itp.
W warunkach niestacjonarnych, takich jakim jest laserowa obróbka, rozkłady temperatur
i ich zmiany są na tyle wyraźne i szybkie, że wyznaczenie pól temperaturowych (pod tym
pojęciem rozumiemy zależność temperatury od zmiennych przestrzennych i czasu) staje
się podstawowym problemem związanym z modelowaniem innych zjawisk, w tym
zjawisk związanych z przemianami fazowymi i zmianami własności fizykomechanicznymi badanego materiału.
Celem. pracy jest określenie zmian temperaturowych w stali SW7M hartowanej laserem
C(h o mocy 2 kW [I]. Pola temperaturowe będą określone dla różnych obszarów próbki
202
i na powierzchni próbki, w strefie przetopionej jak
również w obszarze oddziaływania
cieplnego.
. l. Modelliniowego źródła ciepła
Określenie
rozwiązania
pól temperaturowydl dla nagrzewanego materiału sprowadza się do
równania różniczkowego.
V l T - .!_d T + ~ = O
)..
a dt
(l)
gdzie T jest temperaturą, a - przewodnictwo. A. - przewodnictwo cieplne. t - czas. q•ilość energii ciepJne:j dostarczonej przez laser do próbki w jednostce czasu i objętości.
Ogólne rozwiązania analityczne równania (l) są w postaci wielokrotnych stałych i w
ogólności mało przydatne do obliczeń nawet z wykorzystaniem komputera. Dlatego
stosuje się przybliżone rozwiązania dla konkretnych warunków eksperymeota)nych i
materiałowych (np. model punktowego źródła ciepła. modeljednowymiarowy itp.) (patrz
[2]. [3]. [4]).
W niniqszej pracy do obliczenia rozkładów temperatury zastosowano model liniowego
źródła ciepła [S]. Model ten jest stosowany dla obróbki laserowe.; metodą skanowania
powierzchni. gdzie prędkość skanowania jest duża. Wtedy. dla gaussowskiego rozkładu
np.
energii w
wiązce
i skanowania
wzdłuż
osi x analityczne
rozwiązanie
równania (l) ma
postać:
T - T0
=
Aq l v
21tA[t(t + t 0
)]
112
l z2
ex p- - { - +
4a
t
y
Z+
2
t0
}
(2)
gdzie v jest prędkościa skanowania. y leży na powierzchni próbki o półnieskończonych
wymiarach a oś z jest skierowana w głąb próbki. Oznaczenia wielkości fizycznych
występujących we wzorze (2) sa zgodne z oznaczeniami w tabeli l.
Pierwszy czynnik (ułamek) we wzorze (2) opisuje proces nagrzewania próbki w czasie ts
gdy energia jest dostarczana do danego punktu powierzchni (..czas trwania impulsu")
.(3)
gdzie ra jest promieniem wiązki lasera.
Drugi człon. eksponencjalny. uwzględnia oziębienie próbki wskutek dyfuzJi ciepła od
powierzchni do objętości. Funkcja T(t, z, y) jest funkcją ciągłą i opisuje tzw. cykl cieplny
w danym punkcie. tzn. narastanie temperatury w tym punkcie do maksymalnej wartości
T, i następnie jej spadek.
Rozwiązanie (2) nie uwzględnia niestety strat ciepła oddawanego przez powierzchnię do
otoczenia. Aby tego uniknąć dopasowuje się ten wriJr wprowadzając dodatkową stałą z.,
tak. aby maksymalna temperatura na powierzchni T. obliczona z tego wzoru była
203
zgodna z~ T.lłal:j. ~ze wzoru dla stacjooamego nagrzewania próbki
wiazą laserową o promieniu ra i czasie trwaDia ta [6]
T •uacj . _ T o
=
1t
Aql V
(
)
l
at s
• r 8 ·A.
l/l
l/l
(4)
Otrzymujemy wtedy zmodyfikowaną wersję wzoru (2):
T- To=
Aq /v
2xA.[t(t + t 0
.
)]
112
· exp - _I_[(z + zo)2 + _Y_2-] (S)
4a
t
t+ t 0
·
Asbby i Easterłing [S] w celu obliczerńa z., w postaci analitycznego wzoru z porównania
wzorów (2) i (S) wprowadzają dalsze przybliżenia rozpatrując graniczne przypadki:
t>> to oraz t<< to. W praktyce przypadki te nie zawsze sa spełnione, w szczególności
dla naszych warunków doświadczalnych są one nie do przyjęcia. Dlatego proponujemy
następującą procedurę obliczenia tej stałej . Najpierw, ze wzoru (S) obliczyć czas po
którym w danym punkcie na powierzchni o współrzędnych z = O i y = O wystapi
maksimum temperatury. Czas ten łatwo wyliczyć przyrównując pierwszą pochodną
wzoru (S) do zera. Wstawiając ten czas do wzoru (S) i porównując ze wzorem (4)
otrzymujemy z.,. Licząc w podobny sposób (z przyrównania pierwszej pochodnej dT/dt
do zera) obliczamy czas t, po którym wystąpi pik temperatury na danej głębokości .
Wstawiając ten czas do wzoru (S) t=t, mając wcześniej obliczoną stałą z., dostajemy
temperaturę w danym punkcie o współrzędnych z, y.
3.
Wpływ współczynnika
odbicia oraz
ciepła
topnienia na
poprawoość
obliczeń
Zaproponowana w poprzednim paragrafie procedura obliczeń pól
temperaturowych ma dodatkową zaletę polegającą na dokładnym określeniu
współczynnika absorpcji A z dopasowania obliczeń teoretycmych do danych
doświadczalnych.
Współczynnik
A j:lSt trudny do wyznaczenia metodami
doświadczalnymi. Zmienia się od 0,9 dla sadzy do O, 7S dla grafitu koloidalnego i do 0,3
dla polerowanej powierzchni metalu dla promieniowania C~ . Zależy on od stanu
gładkości powierzchni [7] oraz od gęstości mocy promieniowania. W naszych
obliczeniach współczynnik ten oszacowany w eksperymentach na około O,SO
dopasowano do obliczeń przyjmując jego wartość A=0,6. Ta bowiem wartość daje
zgodność obliczeń ze wzoru (S) temperatury topnienia T.=I683 K dla stali SW7M na
·
maksymalnej głębokości przetopienia z.=0,4 mm (rys. l).
We wzorze (S) należy wziąć poprawkę na ciepło topnienia materiału. Wpływ tego ciepła
będzie uwzględniony jeżeli dostarczaną energię q pomniejszymy o energię, która jest
204
a
\
'o
f''' .__."_. -
strefa oddziaływania
cieplnego
granica
~
strefy przetopione~
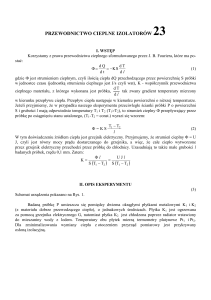
Rys. l. Przekrój próbki stali SW7M zahartowanej laserowo a) obszar o budowie
komórkowo-dendrytycznej, b) obszar o budowie komórkowej
zużywana
na przetopienie mateńału. Stosuje się więc proste podstawienie
q-. q' =q- 2ra·z...·v·L
(6)
gdzie L jest ciepłem topnienia jednostki objętości metalu. Uwzględnienie tego ciepła
zmniejsza obszar przetopiony o około 10% [S]. Czyli w ogólności nie jest to znacząca
poprawka.
4.
Intensywność
cyklu cieplnego
Kształtowanie struktur metali jak i ich zmian wywołanych laserową obróbką
od procesów dyfuzji (wzrost ziaren, procesy nasycania austenitu, rozpuszczania
węglików itp). Te z kolei zależą od temperatury. W obróbce laserowej temperatura
zmienia się w każdej chwili czasu tworząc cykl temperaturowy. (nagrzewanie,
chłodzenie). Aby uzależnić procesy dyfuzji i inne podobne od cyklu cieplnego
wprowadzono w pracy [S] tzw. intensywność cyklu cieplnego
zależy
I =a. · 't · exp- _g_
(7)
RTP
gdzie
oraz
't
jest szerokością cyklu (mierzona w połowie wartości Tp, R- stała gazowa
{1tRT;
a.=2~Q
Q - energia aktywacji dyfuzji.
dlat«t..
(8)
205
Tabela l.
Parametry materiałowe dla stali SW7M oraz parametry obróbki laserowej
Parametry materiałowe
Oznaczenie i wartość
Zawartość procentowa węgla
Przewodnictwo temperaturowe
Przewodnictwo cieplne A.=a·p-c
c =0,86
Ciepło właściwe
a= 21·10.o m2/s
A.= 76 J/s·m·K
c= 460 Jlkg·K
Gęstość
p= 7,87·Io3 kglm3
Temperatura topnienia
Temperatura austenizacji
Ciepło topnienia jednostki objętości
T,= 1683 K
TA= 1493 K
L=2,1 ·1d' J.m"3
Parametry obróbki
Gęstość
mocy lasera Q
Promień wiązki
Prędkość
ra
skanowania v
dla Q.
dlaQz
Moc lasera q= Q-s (s= 1t·r8 2)
dla Q.
dlaQz
W spółczynnik pochłaniania
Czas naświetlania ts = ralv
Q1':" 6-101 W/m2
Qr= 14·101 W/m2
r r 1,5·1 0"3 m
v 1=0,02 m/s
vz=O,OI m/s
q1= 1,88·1o2 W
4
qz=4,4·10 W
A=0,6
ts1= 5·10"2s
tsr O, l s
to = 0,027 s
5. Obliczenia
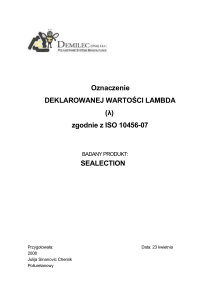
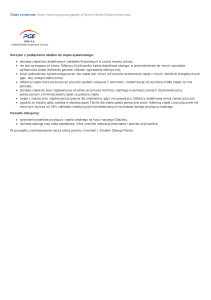
Pola temperaturowe obliczOno dla stali SW7M hartowanej laserem CQz [1].
Rys. 2 przedstawia cykle cieplne w punktach o danej odległości od powierzchni. Na
rys. 2a przedstawiono rozkłady temperatury dla próbki skanowanej z prędkością
0,01 ~s, rys. 2b przedstawia takie rozkłady dla prędkości 0,02 m/s.
206
l KI
2500
2000
1500
T
1000
500
0.00
0.10
· 0.20
0.30
0.40
0.60
0.50
[s)
ozas, (t)
l KI
2500
2000
T
1000
0.00
0.10
0.20
0.30
cus,(l)
0.40
0.50
0.60
1•1
Rys. 2. Pola temperaturowe dla stali SW7M hartowanej laserem C~. Warunki obróbki
jak w tabeli l. Prędkość skanowania: a) 0,01 mis, b) 0,02 m/s (z - odległość od
powierzchni w mm)
207
W pracy [l] zostały przeprowadzone dla tych próbek badania metalograficzne.
W zgładach poprzecznych obserwuje się 3 strefy (rys. 1). Dwie strefy poW!'tałe z
przetopionego materialu maA strukture metalograficzną rożną: strefa przy powierzchni jest typu dendrytyczoego, poniżej niej jest strefa materiału o strukturze
komórkowej. Poniżej obszaru przetopionego istneje strefa która uległa dużemu
nagrzaniu ale bez przetopienia (strefa · oddziaływania cieplnego). Próbki obrabiane
z różną prędkością różnią się objętością obszaru przetopionego i niewielkimi różnicami
w obrazie metalograficznym (np. bardziej rozbudowaną siecią węglików).
6. Wnioski
Obliczone pola temperaturowe dają istotne informacje o temperaturach w danych
obszarach hartowanego laserowo materiału. Przykładowo w próbce nr l (v=O,Ol mis,
rys. 2a) maksymalna temperatura zmieniała się od 2600 K przy powierzchni próbki do
wartości 2300 K na dnie strefy o budowie dendrytycmej. W końcowej, dolnej części
strefy oddziaływania cieplnego (punkt A na rys. l) temperatura maksymalna cyklu
cieplnego nie prukraczała wartości 1300 K.
Z wykresów przedstawionych na rys. 2 łatwo obliczyć inne ważne wielkości termiczne
takie jak gradienty temperatury, szybkości grzania i chłodzenia, intensywności cyklów
cieplnych itp.
Literatura
l . A Bylica, A Dziedzic, Badanie procesów odpuszczania stała SW7M po hartowaniu
laserowym, Krzepnięcie Metali i Stopów,l7, 265-272, 1996.
2. AA Wiedenow, G.G. Gładusz, Ftzi.czieskije prociesy pri łaziemoj obrabotkie
materiałow, Moskwa, Energatomizdat 1985.
3. S. Kowalienko, AD. Wierchoturow, L.F. Gołowko, I.A Podczierniajewa, Laziemoje
i ełektroerozjonnoje uprnemienie materiałow, Moskwa, Nauka, 1986.
4. T.Burakowski, T . Wierzchoń, Inżynieria powierzchni metali, WNT, Warszawa, 1995.
5. MF. Ashby, K.E. Easterling, The transformation hardening of steel surfaces by laser
~1, Hypo-eutectoid steełs, Acta metali., 32, nr 11, 1935-1948, 1984.
6. M Bass w Physical Processes in Loser-Material lnteractions (M.Bertolotti wydawca), rozdz. 3. Plenum Press, New York, 1983 .
7. A Bylica, I. Stefaniuk, M Kuźma, Pomiar współczynnika pochłaniania powierzchni
metodą laserowego wygrzewania (będzie publikowane).