L
p.
1
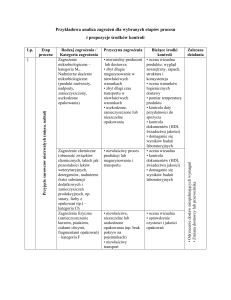
1.
- personel
- mycie maszyn i
urządzeń
2.
2. Przyjęcie surowca
3.
3. Mycie surowca
4.
4. Sortowanie
5.
5. Rozdrabnianie surowca
1
Opis zagrożenia
Przyczyny
3
4
5
Obecność owadów, gryzo-ni.
Przedostanie się do żywności środków
zwalczających szkodniki
Brudne, zniszczone sufity, ściany, okna,
posadzki, itp.
Zanieczyszczenia mikrobiologiczne
poprzez kontakt
Ciała obce – części pochodzące z
maszyn
Pozostałość środków chemicznych
Nieskuteczne zabiegi DDD Niewłaściwe
zabezpieczenie karmników, detektorów.
Brak przeglądów i remontów,
Nieprzestrzeganie przez personel:
- wymagań BHP,
- wymagań higieny
nieprzestrzeganie
reżimów
mycia
i
dezynfekcji
Nadzór nad pracą firmy wykonującej zabiegi
DDD
Kontrola wizualna
Wykonywanie remontów
Szkolenia pracowników
Używanie odzieży ochronnej
Mikroflora
Pestycydy i metale ciężkie
Zanieczyszczenia: drewno, plastyk,
kamienie, szkło, metal
Mykotoksyny/Patulina
Niewłaściwe warunki produkcji lub
magazynowania lub transportu
Niewłaściwy sposób prowadzenia procesu
produkcyjnego.
Złe warunki przechowywania bądź
transportu.
Niewłaściwe warunki produkcji lub
magazynowania
Kontrola wizualna dostawy i środka
transportu, badania laboratorium
zakładowego bądź zewnętrznego
Szkolenie producentów
Kontrola wizualna oraz szkolenia
dostawców.
Detektor metalu.
Szkolenie producentów
Segregacja owoców, mycie ciśnieniowe
Mikroflora w wodzie
Zanieczyszczenie wody
Wymiana wody, dodatek środków
dezynfekujących.
Bakterie
Nie przestrzegania zasad higieny przez
pracowników
Kontrola książeczek zdrowia, i
przestrzeganie zasad higieny.
Zanieczyszczenie metalami,
kamieniami.
Uszkodzenie rozdrabniacza, zbyt duża
przerwa na gniotowniku, nie działający
detektor metalu
Wymiana lub naprawienie rozdrabniacza,
przeglądy okresowe urządzeń, kalibracja
detektora.
Etap procesu, surowiec,
materiał
2
1. Przygotowanie hali
produkcyjnej:
- pomieszczenia
Tabela 1
Działania zapobiegawcze
Kontrola pracy maszyn
skuteczności mycia
i
urządzeń
i
1
2
3
4
5
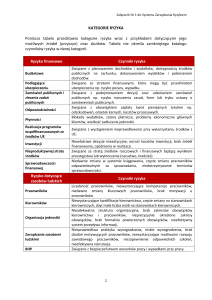
6.
6. Podgrzewanie miazgi
Mikrobiologiczne
Niewłaściwe mycie instalacji
Mycie zgodne z instrukcja stanowiskową.
7.
7. Depektynizacja
Mikrobiologiczne
Długi czas depektynizacji,
Zaleganie resztek miazgi
Optymalizacja ilości enzymu i czasu
enzymacji, i temperatura, poprawne mycie
zbiorników wraz z rurami.
8.
8. Tłoczenie
Mikrobiologiczne
Niewłaściwe mycie instalacji, niesprawność
CIP-u, bądź ilości środków do mycia
niewłaściwa. Skażenie wody.
Mycie zgodne z instrukcja stanowiskową.
Kontrola programu myjącego.
Wymiana wody
9.
9. Ekstrakcja i tłoczenie
Mikrobiologiczne
Użyta do ekstrakcji woda zanieczyszczona
mikrobiologicznie
Wymiana wody, mycie.
10. 10. Mieszanie soków
Mikrobiologiczne
Niesprawność CIP, skazona woda
Okresowe przeglądy skuteczności mycia,
wymiana wody.
11. 11. Pasteryzacja
Mikrobiologiczne
Nieskuteczne procesy termiczne,
nieprawidłowa praca pasteryzatora,
niesprawny termometr
Prawidłowe nastawy temperatury i czasu
pasteryzacji, rejestr parametrów, kalibracja
termometru
12. 12. Depektynizacja
Zanieczyszczenia fizyczne, biologiczne i Niewłaściwe składowanie środków
chemiczne
pomocniczych enzymów.
Prawidłowe warunki składowania,
transportu. Zmiana dostawy.
13. 13. Klarowanie
Zanieczyszczenia fizyczne, biologiczne i Niewłaściwe składowanie środków
chemiczne
pomocniczych: bentonit, zole, żelatyna.
Niestabilność produktu
Nie właściwe ilości środków do klarowania.
Prawidłowe warunki składowania,
transportu. Zmiana dostawcy.
Przeprowadzenie testów na prawidłowość
klarowania i na stabilność produktu.
14. 14. Filtracja
Chemiczne
Mikrobiologiczne
2
Zainfekowanie środków filtracyjnych, wody. Atesty na środki filtracyjne, płukanie
zbiornika po opróżnieniu z soku. Wymiana
wody , niesprawność CIP, niewłaściwa
temperatura mycia. Analiza klarowności i
mętności.
1
2
15. 15. Zagęszczanie
3
4
Zanieczyszczenia ciałami obcymi.
Wtórne zakażenie mikrobiologiczne
Uszkodzenia instalacji linii wyparnej.
Nieprawidłowe mycie.
Plan konserwacji linii, ocena wizualna.
Sprawdzanie skuteczności mycia. Zmiana
parametrów mycia.
Utrzymanie właściwych parametrów pracy
(temp, próżnia)
Mikrobiologiczne
Zakażenie produktu na wskutek
niewłaściwego magazynowania. Nie
prawidłowe mycie zbiorników
magazynowych.
Utrzymanie właściwych warunków
magazynowania, kontrola skuteczności
mycia, przestrzeganie zasady: pierwsze
weszło, pierwsze wyszło,
16. Schładzanie
16. 17. Magazynowanie
3
5
Tabela 2
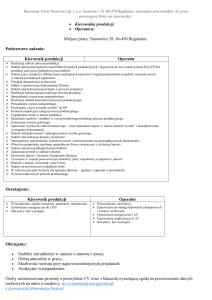
L
p.
1
1
Etap procesu, surowiec,
materiał
2
1. Przygotowanie hali
produkcyjnej:
Opis zagrożenia
Przyczyny
Działania zapobiegawcze
3
4
5
Obecność owadów, gryzoni.
Nieskuteczne zabiegi DDD
Przedostanie się do żywności środków Niewłaściwe zabezpieczenie karmników,
zwalczających szkodniki
detektorów
- pomieszczenia
Brudne, zniszczone sufity, ściany,
okna, posadzki, itp.
Zbyt rzadkie remonty, nieprzestrzeganie
reżimów mycia i dezynfekcji
1. Zabiegi mycia i dezynfekcji linii
produkcyjnych, rurociągów i
zbiorników i powierzchni
produkcyjnych
Mikroflora
Niewłaściwe, nieterminowe i nieskuteczne
mycie i dezynfekcja.
Zakażona woda .
Nieskuteczne wypłukanie po umyciu.
2. . Przyjęcie surowca :
owoce, warzywa
Parametry jakościowe niezgodne z
wymaganiami (Specyfikacja);
zanieczyszczenia drożdżami i
pleśniami
- personel
2
3
Niebezpieczne środki chemiczne
Zanieczyszczenia metalami
szkodliwymi dla zdrowia, patuliną,
pestycydami
4
Przypadki celowe i losowe dostawcy.
Niewłaściwe warunki produkcji, lub
transportu lub przechowywania.
Nadzór nad pracą firmy wykonującej
zabiegi DDD
Kontrola wizualna
Szkolenia pracowników
Kontrola wizualna
Wymazy z powierzchni
Przestrzeganie procedury mycia i
dezynfekcji .
Kontrolowanie skuteczności mycia
wizualnie i za pomocą testów czystości.
Okresowe badanie wody przez Sanepid i
laborato-rium. Testy kontrolne popłuczyn
po myciu.
Kwalifikowanie dostawców
Świadectwo jakości dostarczonej partii,
Kontrola laboratoryjna dostaw z
eliminacją dostaw niezgodnych z
wymaganiami zawartymi w Specyfikacji
Niewłaściwy sposób uprawy owoców lub
Kwalifikowanie dostawców
warzyw
Świadectwo jakości dostarczonej partii,
Zanieczyszczenie środowiska
Okresowe badania zawartości
Niewłaściwa jakość surowców , obecność
zanieczyszczeń: metali szkodliwych dla
owoców lub warzyw zgniłych, zapleśniałych zdrowia, patuliny i pestycydów – zgodnie
itp.
z obowiązującymi przepisami i
wymaganiami odbiorcy
1
4
2
2. Przyjęcie opakowań: worki
aseptyczne, worki foliowe, beczki
3
4
Niezgodność dostawy z zamówieniem Przypadki losowe
Obecność ciał obcych
Niewłaściwe warunki produkcji lub
Brak atestu PZH ,sterylności
magazynowania lub transportu
Zanieczyszczenia fizyczne: piasek,
kamienie, ciała obce.
Zły stan techniczny urządzeń transportowych
Zanieczyszczenia chemiczne środków
transportu.
5
Kwalifikowanie dostawców
Świadectwo jakości dostawy
Kontrola wizualna dostawy
Planowa kontrola laboratoryjna dostaw
Kontrola wizualna Eliminowanie dostaw
silnie zanieczyszczonych. Ocena wizualna
środków transportu i ewentualna
eliminacja
Zapewnienie ciągłości produkcji,
uwzględnianie kolejności pobieranych
surowców.
5
3. Rozładunek
6
4. Krótkotrwałe magazynowanie
Rozwój flory bakteryjnej
Zbyt długie przechowywanie przed
przerobem
7
5. Mycie wstępne
Zanieczyszczenia fizyczne: piasek,
kamienie, ciała obce
8
6. Inspekcja
Zanieczyszczenia fizyczne,
przedmioty osobiste, owoce zgniłe,
zapleśniałe.
Niewłaściwe warunki produkcji lub
magazynowania lub transportu
Zanieczyszczenia z surowca, niestaranność
pracownika, przyjęcie zapleśniałych,
zgniłych owoców, zbyt długie
przechowywanie przed przerobem
9
7. Mycie właściwe
Mikroflora i szkodliwe
Substancje chemiczne
Skażenie i zanieczyszczenie wody
Zanieczyszczenie fragmentami
metalowymi pochodzącymi z
urządzenia rozdrabniającego
Zanieczyszczenie wody wprowadzenie mikroflory z otoczenia
Przekroczenie zawartości żelaza i
manganu
Za wysoka twardość wody
Uszkodzenie urządzenia
Niesprawny filtr bakteriologiczny
Nieskuteczna praca odżelaziacza
Niewłaściwa praca urządzenia
zmiękczającego
Planowa stała kontrola i badania wody
Utrata walorów sensorycznych
Niewłaściwe parametry rozparzania zbyt
wysoka temperatura
Regulacja pracy rozparzacza
10 8. Rozdrabnianie
11 d. Uzdatnianie wody
12 9. Rozparzanie
5
Kontrola wizualna
Inspekcja wizualna
Regulacja szybkości przesuwu taśmy,
grubości warstwy na taśmie i zwiększenie
liczby osób dokonujących inspekcji.
Okresowe badanie wody przez SANEPID
Monitorowanie pracy urządzenia i
reagowanie na nieprawidłowości
1
2
3
4
5
13 10. Przecieranie
Zanieczyszczenie fragmentami
metalowymi pochodzącymi z
urządzenia
Uszkodzenie urządzenia
Monitorowanie pracy urządzenia i
reagowanie na nieprawidłowości
14 11. Homogenizacja
Niejednorodna konsystencja
Niewłaściwa praca homogenizatora
Regulacja pracy homogenizatora lub
naprawa
15 12. Odpowietrzanie
Utrata walorów jakościowych wyrobu Niedostateczne odpowietrzenie wyrobu
16 13. Sterylizacja – utrwalanie
wyrobu
Pozostałość mikroflory w produkcie
Niedotrzymanie reżimu czasu i/lub
temperatury utrwalania wyrobu
17 14. Chłodzenie
Zanieczyszczenie mikroflorą z wody
Nieszczelność ścian w wymienniku
Kontrola nadciśnienia po stronie produktu
18 15. Rozlew aseptyczny
Wtórne zakażenie mikrobiologiczne
wyrobu
Ciała obce
Niewłaściwa praca rozlewaczki (brak
wtrysku pary pod korek)
Worki bez atestu
Uszkodzone beczki
Kontrola pracy rozlewaczki
Kontrola pobieranych opakowań z
magazynu
19 16. Etykietowanie i paletowanie
Zakażenie mikrobiologiczne
Uszkodzenie opakowania
Szkolenia pracowników transportowych
(wózkowych)
20 17. Magazynowanie
Wtórne zakażenie mikrobiologiczne
Niewłaściwe warunki magazynowania
Rozszczelnienie się opakowania
Uszkodzenie opakowania
Kontrola warunków
magazynowania
Szkolenia pracowników transportowych
(wózkowych)
21 18. Dystrybucja
Rozszczelnienie się opakowań –
wtórne zakażenie mikrobiologiczne
Niewłaściwe warunki transportu
Umowy z przewoźnikami
Kontrola środków transportu
Zabezpieczenie przewożonych wyrobów
6
Regulacja pracy urządzenia – prawidłowe
ustawienie parametrów: temperatury i
próżni
Kontrola pracy urządzeń
Stałe monitorowanie temperatury, czasu i
przepływu.
Kontrola sprzętu kontrolno-pomiarowego
wbudowanego w linię produkcyjną
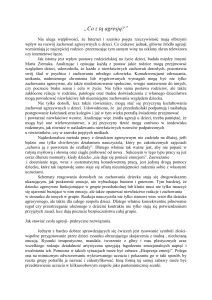
Tabela 3
Lp.
1
1
Etap procesu, surowiec,
materiał
2
1. Przygotowanie hali
produkcyjnej:
-
-
powietrze
-
personel
1. Przygotowanie hali
produkcyjnej :
- Mycie i dezynfekcja linii
7
Przyczyny
Działania zapobiegawcze
3
4
5
Obecność owadów, gryzoni.
Przedostanie się do żywności środków
zwalczających szkodniki
Nieskuteczne zabiegi DDD
Niewłaściwe zabezpieczenie karmników,
detektorów
Brudne, zniszczone sufity, ściany, okna,
posadzki, itp.
Zanieczyszczenia mikrobiologiczne
powietrza
Ciała obce w wyrobach: włosy,
biżuteria, itp.
Zanieczyszczenia mikrobiologiczne
poprzez kontakt
Zbyt rzadkie remonty, nieprzestrzeganie
reżimów mycia i dezynfekcji
Nieprzestrzeganie przez personel:
- wymagań BHP,
- wymagań higieny
Infekcje, skaleczenia
Szkolenia pracowników
Używanie odzieży ochronnej
Właściwe wyposażenie sanitarne (szatnie,
toalety)
Kontrola wizualna przed dopuszczeniem do
pracy i wyrywkowa kontrola
mikrobiologiczna
Ciała obce – części pochodzące z
maszyn
Niewłaściwa konserwacja maszyn i
urządzeń
Kontrola pracy maszyn i urządzeń
Pozostałość z rozlewanego uprzednio
produktu (tkanka organiczna)
Nieskuteczne mycie
Wymazy z powierzchni roboczych
Pozostałość środków chemicznych
Niedostateczne wypłukanie środka
chemicznego
Badanie odczynu popłuczyn
pomieszczenia
2
1
Opis zagrożenia
2
3
4
Nadzór nad pracą firmy wykonującej zabiegi
DDD
Kontrola wizualna
Szkolenia pracowników
Kontrola wizualna
Wymazy z powierzchni
Kontrola laboratoryjna powietrza
5
3
2. Przyjęcie składników :
soki, soki zagęszczone,
kremogeny i przeciery
owocowe i warzywne
4
2. Przyjęcie składników :
Parametry jakościowe niezgodne z
wymaganiami (Specyfikacja);
zanieczyszczenia drożdżami i pleśniami
Przypadki celowe i losowe dostawcy.
Niewłaściwe warunki produkcji, lub
transportu lub przechowywania.
Zanieczyszczenia metalami
szkodliwymi dla zdrowia, patuliną,
pestycydami
Niewłaściwy sposób uprawy owoców lub
warzyw
Zanieczyszczenie środowiska
Niewłaściwa jakość surowców z których
wyprodukowano soki lub przecier
Niezgodność dostawy z zamówieniem
Obecność ciał obcych
Przypadki losowe
Niewłaściwe warunki produkcji lub
magazynowania lub transportu
Kwalifikowanie dostawców
Świadectwo jakości dostawy
Kontrola wizualna dostawy
Planowa kontrola laboratoryjna dostaw
Niezgodność dostawy z zamówieniem
Niewłaściwy termin przydatności do
spożycia
Przypadki losowe – zamiana numeru
produktu
Zamiana partii produktu
Kwalifikowanie dostawców
Świadectwo jakości dostarczonego towaru,
Sprawdzenie oznakowania opakowań
substancji dodatkowych na zgodność z
zamówieniem i Specyfikacją
Potłuczenia, pęknięcia i obecność
odłamków szkła na palecie butelek
szklanych Deformacja butelek z
tworzyw sztucznych
Uszkodzenie butelek w transporcie
Kwalifikowanie dostawców
Świadectwo jakości dostawcy,
Kontrola wizualna dostaw
Planowa kontrola laboratoryjna
dostarczanych opakowań
Zanieczyszczenie produktu finalnego
tlenkami
Nieszczelne zamknięcia
Uszkodzenie powłoki lakieru – korozja
Cukry, syropy, sól kuchenna,
kwasy
5
2. Przyjęcie substancji
dodatkowych :
6
8
2. Przyjęcie opakowań C :
-
butelki
-
zakrywki kontaktowe
Uszkodzone uszczelki
Kwalifikowanie dostawców
Świadectwo jakości dostarczonej partii,
Kontrola laboratoryjna dostaw z eliminacją
dostaw niezgodnych z wymaganiami
zawartymi w Specyfikacji
Kwalifikowanie dostawców
Świadectwo jakości dostarczonej partii,
Okresowe badania zawartości
zanieczyszczeń: metali szkodliwych dla
zdrowia, patuliny i pestycydów – zgodnie z
obowiązującymi przepisami i wymaganiami
odbiorcy
1
2
3
4
5
7
3. Przygotowanie składników
owocowych i warzywnych
Obecność drożdży lub pleśni lub ciał
obcych (pestek, innych)
Przypadki losowe
Niewłaściwe warunki produkcji lub
magazynowania lub transportu
Kontrola wizualna i sensoryczna produktu po
otwarciu każdego opakowania, z eliminacją
opakowań z wadami
8
3. Przygotowanie pozostałych
składników
Obecność zanieczyszczeń lub ciał
obcych
Niewłaściwe warunki produkcji lub
magazynowania
Kontrola wizualna z eliminacją opakowań z
wadami
Rozpuszczanie w wodzie uzdatnionej i
filtrowanie
9
3. Przygotowanie substancji
dodatkowych
Niewłaściwa substancja dodatkowa
Pomyłka, zamiana
Kontrola zgodności z recepturą typu i
numeru substancji dodatkowej
10
3. Przygotowanie butelek
szklanych
Obecność odłamków szkła wewnątrz
butelek szklanych
Błędy w procesie pakowania butelek,
uszkodzenia w transporcie
Wydmuchiwanie ewentualnych odłamków
sprężonym powietrzem, parowanie
11
3. Uzdatnianie wody
Zanieczyszczenie wody wprowadzenie mikroflory z otoczenia
Przekroczenie zawartości żelaza i
manganu
Za wysoka twardość wody
Niesprawny filtr bakteriologiczny
Nieskuteczna praca odżelaziacza
Niewłaściwa praca urządzenia
zmiękczającego
Planowa stała kontrola i badania wody
12
4. Kupażowanie
Utrata walorów sensorycznych
Zakłócenie proporcji składu
recepturowego
Obecność ciał obcych
Zdarzenia losowe przy otwartych
zbiornikach
Sprawdzenie receptury przed dozowaniem
składników do kupażu.
Kontrola parametrów jakościowych kupażu.
Zakryte zbiorniki kupażowe
13
5. Homogenizacja
(dla wyrobów przecierowych)
Niejednorodna konsystencja –
rozwarstwienie wyrobu
Niewłaściwa praca homogenizatora
Regulacja pracy homogenizatora lub
naprawa
14
6. Odpowietrzanie
Utrata walorów jakościowych wyrobu
Niedostateczne odpowietrzenie wyrobu
Regulacja pracy urządzenia – prawidłowe
ustawienie parametrów: temperatury i próżni
9
1
2
3
4
5
Kontrola pracy urządzeń
Stałe monitorowanie temperatury i czasu.
Kontrola sprzętu kontrolno-pomiarowego
wbudowanego w linię produkcyjną
15
7. Obróbka cieplna –
utrwalanie wyrobu
Zagrożenie skuteczności pasteryzacji –
przeżycie drobnoustrojów
Niedotrzymanie reżimu czasu i/lub
temperatury utrwalania wyrobu
16
8. Napełnianie opakowań
gorącym produktem
Niewłaściwe napełnienie
Niewłaściwa praca rozlewaczki
Kontrola pracy rozlewaczki
Kontrola zawartości wyrobu w butelce
17
9. Zamykanie opakowań
Obecność szkła w produkcie
Wtórne zakażenie mikrobiologiczne
wyrobu
Niewłaściwa praca zamykarki
Wady butelek – odchylenia od standardu
Kontrola pracy zamykarki
Zastosowanie procedury powstania stłuczki
szklanej w procesie produkcji
18
10. Przetrzymywanie
(produktu) w czasie
Zagrożenie mikrobiologiczne przeżycie drobnoustrojów
Niedotrzymanie reżimów czasu i/lub
temperatury przetrzymywania wyrobu
Kontrola temperatury czynnika grzejnego
Kontrola czasu przetrzymywania
Kontrola pracy urządzeń
19
11. Chłodzenie
Ciemnienie wyrobu
Nieskuteczne chłodzenie
Kontrola parametrów
chłodzenia
20
12. Etykietowanie i
znakowanie
Wprowadzenie klienta w błąd
Błędne zaetykietowanie lub oznakowanie
wyrobu
Kontrola użycia właściwych etykiet
Kontrola prawidłowości ustawienia kodu
Kontrola pracy urządzenia znakującego
21
13. Brakowanie
Zagrożenie mikrobiologiczne – wtórne
zakażenie wyrobu
Nieszczelna – niewłaściwie zamknięta
butelka
Zainstalowanie automatycznego brakarza
Laboratoryjna kontrola szczelności
zamknięcia butelek
22
14. Pakowanie w opakowania
zbiorcze
Powstanie stłuczki w czasie transportu
Rozhermetyzowanie butelek –
powstanie wtórnego zakażenia wyrobu
Niewłaściwy proces pakowania
Kontrola prawidłowości pracy urządzeń
peryferyjnych
Kontrola wizualna opakowań zbiorczych
23
15. Paletyzacja
Powstanie stłuczki w czasie transportu
Rozhermetyzowanie butelek –
powstanie wtórnego zakażenia wyrobu
Niewłaściwy proces paletyzacji
Kontrola prawidłowości pracy paletyzatora
Kontrola wizualna palet z produktem
10
24
16. Magazynowanie
Powstanie stłuczki
Rozhermetyzowanie butelek –
powstanie wtórnego zakażenia wyrobu
25
11
17. Dystrybucja
Powstanie stłuczki w czasie transportu
Rozhermetyzowanie butelek –
powstanie wtórnego zakażenia wyrobu
Uszkodzenie palet z produktem:
- mechaniczne
- przez gryzonie
- czynniki zewnętrzne: zalanie, nagrzanie,
itp.
Kontrola warunków magazynowania
Niewłaściwe warunki transportu
Umowy z przewoźnikami
Kontrola środków transportu
Zabezpieczenie przewożonych wyrobów
Tabela 4
Lp.
1
Surowiec/
materiał pomocniczy/
etap procesu
2
Opis zagrożenia
3
Mikroflora
1.
Przyjęcie surowców do magazynu
(koncentratów
i przecierów
Metale ciężkie
Ciała obce
2.
Przyjęcie surowców
pomocniczych
i opakowań do magazynu
12
Magazynowanie
Działania zapobiegawcze
4
5
Złe warunki magazynowania u producenta Kontrola dostaw: kontrola wizualna
lub złe warunki transportu
dostawy i środka transportu, badania
laboratorium zakładowego, kontrola
atestów producenta, badania
laboratoriów zewnętrznych na zlecenie,
badania Sanepidu
Niewłaściwy proces technologiczny u
Badania laboratoriów zewnętrznych na
producenta
zlecenie, badania Sanepidu, kontrola
atestów producenta
Uszkodzone opakowanie, niewłaściwe
Kontrola wizualna dostawy i środka
warunki magazynowania u producenta lub transportu
transportu
Niewłaściwy proces technologiczny u
producenta
Uszkodzone opakowania, niewłaściwe
warunki transportu
Kontrola atestów producenta przy
przyjęciu do magazynu
Ocena wizualna dostawy i środka
transportu
Mikroflora
Rozwój mikroflory na skutek
niewłaściwych warunków
magazynowania,
skażenie przez gryzonie
i owady
Ciała obce
Uszkodzenie opakowań
Przeterminowanie surowców
Niewłaściwa rotacja surowców w
magazynie
Kontrola parametrów magazynowania
(temperatury i wilgotności), kontrola
stanu technicznego i higienicznego
magazynów,
zabezpieczenie magazynu przed
gryzoniami – umowa z f-mą DD
Kontrola wizualna opakowań w czasie
składowania
Kontrola stanów magazynowych i
terminów przydatności
Szkodliwe substancje chemiczne
Ciała obce
3.
Przyczyny
1
4.
2
Pobieranie do produkcji
Dozowanie do zbiornika
kupażowego
3
Ciała obce
Ciała obce
4
5
Uszkodzenie opakowań w czasie
transportu
Niewłaściwe zachowania pracowników
Nie przestrzeganie higieny
Zachowanie bezpieczeństwa w czasie
transportu
Przestrzeganie zasad higieny, szkolenie
pracowników
Nieskuteczny proces uzdatniania wody
Prawidłowa obsługa stacji uzdatniania
wody, okresowe badania wody przez
Sanepid (ustawowy nadzór sanitarny),
badania laboratoriów zewnętrznych na
zlecenie, badania DKJ
Prawidłowa obsługa stacji uzdatniania
wody, okresowe badania wody przez
Sanepid (ustawowy nadzór sanitarny),
badania laboratorium TE, badania
laboratoriów zewnętrznych na zlecenie
-
Mikroflora
5.
Woda
Mikroflora
Nieskuteczny proces uzdatniania wody
Szkodliwe substancje chemiczne
6.
Mieszanie w zbiorniku lub w
przepływie (ALBLEND)
Brak zagrożeń
7.
Filtracja
Ciała obce
8.
Homogenizacja
Brak zagrożeń
9.
Pasteryzacja/ sterylizacja
Mikroflora
Brak zastosowania odpowiednich
wkładów filtracyjnych, uszkodzenie filtra
-
13
Nieskuteczne procesy termiczne,
nieprawidłowa praca pasteryzatora,
niesprawny termometr
Przestrzeganie procedur i instrukcji
Technologicznych, kontrola stanu filtra
po filtracji
-
Prawidłowe ustawienie parametrów
pasteryzacji/ sterylizacji, utrzymanie i
kontrola tych parametrów, kontrola
sprawności urządzeń i sprzętu
1
10.
2
Rozlew aseptyczny
3
Mikroflora
Pozostałość
H202
4
-
-
-
-
-
-
-
-
11.
Aplikacja kapsli/ słomek
Brak zagrożeń
12.
Tackowanie
Brak zagrożeń
13.
Foliowanie i obkurczanie tacek
Brak zagrożeń
14.
Paletyzacja
Brak zagrożeń
15.
Foliowanie palet
Brak zagrożeń
16.
Magazynowanie wyrobu
gotowego
Mikroflora
Zakażenie soku z uszkodzonego
opakowania, niewłaściwe warunki
i zasady magazynowania
17.
Mycie i dezynfekcja linii
technologicznych rurociągów i
zbiorników
Mikroflora
Nieskuteczne procesy mycia i dezynfekcji
Skażenia produktu środkami
chemicznymi
Pozostałości środków chemicznych po
myciu i dezynfekcji
14
5
Kontrola zgrzewania opakowań,
kontrola stężenia i zużycia H202,
właściwa obsługa maszyny rozlewającej
Nadzorowanie pracy maszyny,
obserwacja zużycia H202 kontrola
pozostałości H202 w wyrobie, testy
chemiczne
-
Rozwój mikroflory na skutek
nieszczelności zgrzewów i/ lub
nieskutecznej sterylizacji opakowań
Niewłaściwa praca maszyny,
nieprawidłowa obsługa
Kontrola wizualna wyrobu w
magazynie, usuwanie na bieżąco
opakowań uszkodzonych, utrzymanie
właściwych warunków magazynowania,
przestrzeganie zasady: pierwsze weszło,
pierwsze wyszło”, dopasowanie
zapasów do możliwości sprzedaży
Przestrzeganie programów mycia CIP.
Kontrola wizualna, kontrola
skuteczności mycia – testy ATP/ testy
odciskowe
Kontrola pH popłuczyn