ROZDZIAŁ 4
PROCESY TECHNOLOGICZNE PRODUKCJI
4.1.
PRODUKCJA SOKÓW OWOCOWYCH I WARZYWNYCH
ORAZ SOKÓW ZAGĘSZCZONYCH
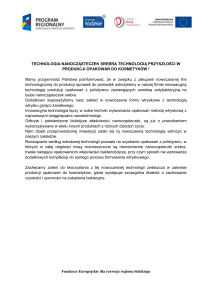
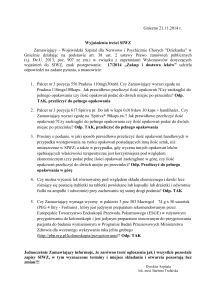
4.1.1. Schemat procesu produkcji
START
1. Przygotowanie hali produkcyjnej
Surowce
Woda
2. Przyjęcie surowca
3. Mycie surowca
Ścieki
Odpady
4. Sortowanie
5. Rozdrabnianie surowca
Para
Enzymy
6. Podgrzewanie miazgi
7. Depektynizacja
8. Tłoczenie
Woda
9. Ekstrakcja i tłoczenie
Sok
Odpad
10. Mieszanie soków
11. Pasteryzacja
Enzymy
A
Aromat
12. Depektynizacja i rozkład skrobi
13. Klarowanie
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
1
14. Filtracja
Odpad
15. Zagęszczanie
16. Schładzanie
Beczki,
zbiorniki
17. Magazynowanie
KONIEC
Odnośnik A Przygotowanie środków do klarowania
Środki do klarowania :
bentonity, żelatyna, zole
krzemionkowe
Przyjęcie
Magazynowanie
Naważanie - odmierzanie
Woda
Mieszanie
Przetrzymanie w czasie
A
4.1.2. Zalecenia dla prowadzenia procesu produkcji
Zalecenia zostały podane odpowiednio dla poszczególnych etapów produkcji
zaznaczonych w schemacie procesu produkcyjnego.
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
2
1. Przygotowanie hali produkcyjnej
Hala produkcyjna powinna być dostosowana do wymagań bhp oraz wymagań
higieniczno-sanitarnych obowiązujących w zakładach produkujących środki
spożywcze 15)
Przed uruchomieniem produkcji należy sprawdzić:
stan higieniczny hali produkcyjnej,
używanie właściwej odzieży roboczej i ochronnej przez pracowników,
stan przygotowania maszyn i urządzeń do rozpoczęcia procesu produkcji.
2. Przyjęcie surowca
W celu zapewnienia uzyskania właściwej jakości surowców do produkcji
należy:
przeprowadzać szkolenia, mające na celu uświadomienie plantatorów
i dostawców w tym zakresie,
przeprowadzać zbiór surowca w optymalnym stadium dojrzałości,
sortować surowiec przez dostawców,
opracowywać i wdrażać procedury obrotu opakowaniami w celu
zapewnienia czystości i właściwej jakości surowca,
eliminować z użycia opakowania drewniane na rzecz opakowań
z tworzyw sztucznych,
oceniać dostawców i na tej podstawie klasyfikować dostawców jako
zatwierdzonych bądź niezatwierdzonych,
przeprowadzać analizę laboratoryjną i kontrole przyjmowanych partii
surowca bądź składników pomocniczych.
3. Mycie surowca
surowiec przyjęty do produkcji należy odpowiednio umyć przed zasypem na
taśmę;
do mycia należy stosować wodę , która uprzednio została przebadana pod
kątem mikrobiologicznym, laboratorium Zakładowe bądź zewnętrzne
laboratorium dokonuje tych analiz zgodnie z opracowanym planem
pobierania próbek wody do analiz;
celem podniesienia skuteczności mycia surowców można do wody stosować
dodatki dezynfekujące np. ClO2, należy zwracać uwagę na zawartość tej
substancji rozpuszczonej w wodzie;
do mycia można też stosować kondensat pary wodnej uzyskanej przy
zagęszczaniu soków.
4. Sortowanie
przeszkolony personel dokonuje selekcji i sortowania surowca na taśmie
inspekcyjnej;
należy przeprowadzać szczegółową kontrolę personelu dokonującego
sortowania pod kątem wtórnego zakażenia surowca: (choroby skóry, zmiany
ropne na skórze, itp.)
z taśmy inspekcyjnej należy usuwać surowiec zapleśniały (produktami
pleśni są mykotoksyny np. patulina, która jest substancją toksyczną,
rakotwórczą), pozostałości uszkodzonych opakowań lub inne ciała obce;
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
3
taśma inspekcyjna powinna być wyposażona w detektor metalu, którego
działanie przed uruchomieniem należy sprawdzić wzorcowym kawałkiem
metalu.
5. Rozdrabnianie surowca
celem rozdrabniania jest uzyskanie homogenicznej miazgi surowca;
należy zwrócić uwagę na właściwe ustawienia tarczy;
w zależności od rodzaju produkowanego soku nie jest zalecane „ostre”
rozdrabnianie surowca, intensywne rozdrabnianie powoduje późniejsze
problemy na etapie klarowania soku;
młynek do rozdrabniania surowca należy myć regularnie w celu usunięcia
zalegających resztek surowca.
6. Podgrzewanie miazgi
podgrzewanie miazgi ma na celu:
- uzyskanie optymalnej temperatury dla depektynizacji;
- uzyskanie wyższej wydajności;
- skrócenie czasu depektynizacji;
zwiększenie temp. o 10 °C spowoduje zredukowanie czasu działania enzymu
o 50 %;
zwiększenie temp. o 10 °C spowoduje zredukowanie dawki enzymu o 50% ;
należy zwrócić uwagę aby nie przekraczać temperatury zalecanej przez
producenta enzymu ze względu na jego dezaktywację.
7. Depektynizacja
dozowanie enzymu powinno odbywać się bezpośrednio do młynka,
powoduje to równomierne rozdzielenie enzymu w miazdze;
minimalna temperatura miazgi nie powinna być niższa niż 8-10 °C;
maksymalna temperatura nie powinna przekraczać 50°C, przy wyższej
temperaturze następuje dezaktywacja enzymu;
nie należy nadmiernie mieszać miazgi, nadmierne mieszanie powoduje
trudności z klarowaniem soku i jego późniejszą filtracją;
właściwa depektynizacja powoduje wzrost wydajności i uzysku soku;
podwojenie dawki enzymu powoduje skrócenie o połowę czasu
depektynizacji;
wysoka temperatura depektynizacji >30% powoduje pogorszenie jakości
aromatu;
w przypadku wiśni zaleca się tłoczenie bezpośrednie, bez enzymacji miazgi.
8. Tłoczenie
przed przystąpieniem do tłoczenia należy wykonać test na zawartość pektyn;
rozłożenie pektyn umożliwia bezproblemowe tłoczenie przy wysokiej
wydajności;
przy pierwszym tłoczeniu świeżej miazgi uzyskuje się około 60-75% soku;
przy długo przechowywanych owocach zaleca się enzymację świeżej
miazgi, przy czym należy zwrócić uwagę aby nie mieszać enzymu z gorącą
wodą ekstrakcyjną, z powodu dezaktywacji enzymu.
9. Ekstrakcja i tłoczenie
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
4
do ekstrakcji należy używać kondensat uzyskany w procesie zagęszczania,
nie wolno stosować wody;
zaleca się stosowanie jednej ekstrakcji; zastosowanie jednej ekstrakcji
kondensatem wytłoków z pierwszego tłoczenia znacząco zwiększa procent
uzysku soku;
zastosowanie kolejnej ekstrakcji wytłoków kondensatem w zasadzie jest już
ekonomicznie nieuzasadnione.
10. Mieszanie soków
Bez zaleceń.
11. Pasteryzacja i dearomatyzacja
pasteryzacja soków odbywać się powinna w temperaturze od 75 – 90°C;
czas pasteryzacji jest uzależniony od przepływu soku ale nie powinien
przekraczać kilkunastu sekund.
12. Depektynizacja i rozkład skrobi
przed rozpoczęciem klarowania sok poddaje się testom na zawartość pektyn,
a także skrobi, w przypadku wykrycia ich obecności należy dodać preparaty
enzymatyczne w celu usunięcia ich z soku;
należy zwrócić uwagę na temperaturę soku, tak aby nie powodowała ona
dezaktywacji enzymów;
podczas dodawania enzymów sok należy mieszać;
po zakończeniu obróbki enzymatycznej należy wykonać test na obecność
pektyny i skrobi potwierdzający ich rozkład.
13. Klarowanie
Przygotowanie środków do klarowania.
aby bentonit osiągnął aktywność wymaga on napęcznienia w wodzie przez
około 6-12 godzin. W tym celu bentonit miesza się z około 5-krotną ilością
wody. W wyniku pęcznienia bentonitu w ciepłej wodzie 50-60°C, czas
pęcznienia można skrócić do około 2-4 godzin;
żelatynę należy rozpuścić w ciepłej wodzie lub soku, należy codziennie
przygotowywać świeży roztwór żelatyny;
zole krzemionkowe, wymieszać w stosunku 1:3 zol w ciepłej wodzie.
Klarowanie
przed przystąpieniem do klarowania zaleca się wykonanie prób wstępnych,
określających zapotrzebowanie na środki do klarowania;
należy zwrócić uwagę na rodzaj używanych bentonitów, do klarowania na
zimno zaleca się stosowanie bentonitów czystych wapniowych natomiast do
klarowania na gorąco bentonity aktywne;
dobór optymalnej żelatyny: wyprodukowanej na kwaśno, wysoki punkt
izoelektryczny, 80-100 Bloom;
dobór zolu krzemionkowego jest uzależniony od reaktywności w stosunku
do żelatyny;
zaleca się stosować następującą kolejność dozowania środków do
klarowania : 1.bentonity, 2. zole krzemionkowe, 3. żelatyna;
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
5
zaleca się mieszać bentonit minimum 5 minut, a zol i żelatynę maksymalnie
5 minut;
zaleca się wykonanie testów na stabilność soków po klarowaniu, różnica
w wartości NTU nie powinna przekraczać 2 jednostek.
14. Filtracja
w branży sokowniczej stosuje się najczęściej filtrację na ziemię
okrzemkową;
dla optymalnej filtracji jako środki pomocnicze stosuje się perlity, celulozę
w zależności od wartości NTU, oraz od typu produkowanego koncentratu
należy dobrać właściwy rodzaj filtracji: UF bądź filtracja ciśnieniowa;
osady filtruje się na filtrach próżniowych;
soki po filtrze próżniowym należy dodatkowo przefiltrować na filtrze
ciśnieniowym;
należy zwrócić uwagę na typ bentonitów, mogące uszkodzić UF.
15. Zagęszczanie
podczas zagęszczania należy zwrócić uwagę na temperaturę, zbyt wysoka
temperatura może spowodować „przypalenie” koncentratu, oraz
podwyższoną wartość HM;
należy na bieżąco kontrolować przepływ, temperaturę i ciśnienie pary;
przy produkcji zagęszczonych soków owocowych z malin i truskawek nie
należy przekraczać temp. 90°C, pozostałe maks. 95°C,
16. Schładzanie
zagęszczony sok owocowy po linii wyparnej należy schłodzić do
temperatury około <15°C.
17. Magazynowanie
gotowy zagęszczony sok należy standaryzować w zbiorniku z mieszadłem
i po zatwierdzeniu przez laboratorium przepompować do magazynu.
4.1.3 Analiza zagrożeń
Analizę zagrożeń zawiera tabela 1.
4.2.
PRODUKCJA PRZECIERÓW Z OWOCÓW I WARZYW
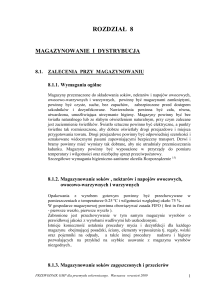
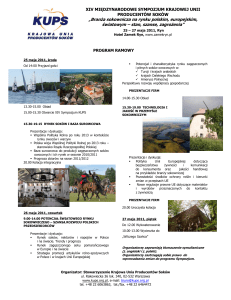
4.2.1. Schemat procesu produkcji
START
1.Przygotowanie hali produkcyjn.
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
6
Surowce
2. Przyjęcie surowca
3. Rozładunek
4. Krótkotrwałe magazynowanie
5. Mycie wstępne
Woda
Ścieki
6. Inspekcja
7. Mycie właściwe
Woda
D
Woda
Para
Ścieki
8. Rozdrabnianie
9. Rozparzanie
D
Woda
10. Przecieranie
Odpad
11. Homogenizowanie
A,B
,C
12. Odpowietrzanie
Worki
asep.
Beczki
Worki
foliowe
Para
13. Sterylizacja
Woda
14. Chłodzenie
Para
15. Aseptyczny rozlew i pakowanie
Etykiety
16. Etykietowanie i paletowanie
Palety
17. Magazynowanie
18. Dystrybucja
KONIEC
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
7
Odnośnik A, B, C: Przyjęcie materiałów pomocniczych
Opakowania
Przyjęcie opakowań
Magazynowanie opakowań
Beczki
A
Worki
aseptyczne
B
Worki
foliowe
C
Odnośnik D: Uzdatnianie wody
Woda z ujęcia
głębinowego
Napowietrzanie
Odżelazianie
Napowietrzanie
Odmanganianie
Zmiękczanie
Woda uzdatniona
D
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
8
18.2.2. Zalecenia dla prowadzenia procesu produkcji
Zalecenia podane są odpowiednio dla poszczególnych etapów produkcji
zaznaczonych w schemacie procesu produkcyjnego.
1. Przygotowanie hali produkcyjnej
Hala produkcyjna powinna być dostosowana do wymagań bhp oraz określonych
przepisami15)
wymagań higieniczno-sanitarnych. Przed uruchomieniem
produkcji należy sprawdzić:
stan higieniczny hali produkcyjnej,
używanie właściwej odzieży ochronnej przez pracowników,
stan przygotowania maszyn i urządzeń do rozpoczęcia procesu produkcji.
2. Przyjęcie surowca
W celu zapewnienia uzyskania właściwej jakości surowców do produkcji
należy:
przeprowadzać szkolenia, mające na celu uświadomienie plantatorów
i dostawców w tym zakresie,
przeprowadzać zbiór surowca w optymalnym stadium dojrzałości,
sortować surowiec przez dostawców,
opracowywać i wdrażać procedury obrotu opakowaniami w celu
zapewnienia czystości i właściwej jakości surowca,
eliminować z użycia opakowania drewniane na rzecz opakowań
z tworzyw sztucznych,
oceniać dostawców i na tej podstawie klasyfikować dostawców jako
zatwierdzonych bądź niezatwierdzonych,
przeprowadzać analizę laboratoryjną i kontrole przyjmowanych partii
surowca bądź składników pomocniczych.
3. Rozładunek
(Uzupełnić o komentarz)
4. Krótkotrwałe magazynowanie
(Uzupełnić komentarz)
19. Mycie wstępne
surowiec przyjęty do produkcji należy odpowiednio umyć przed zasypem na
taśmę;
do mycia należy stosować wodę , która uprzednio została przebadana pod
kątem mikrobiologicznym, laboratorium Zakładowe bądź zewnętrzne
laboratorium dokonuje tych analiz zgodnie z opracowanym planem
pobierania próbek wody do analiz;
celem podniesienia skuteczności mycia surowców można do wody stosować
dodatki dezynfekujące np. ClO2, należy zwracać uwagę na zawartość tej
substancji rozpuszczonej w wodzie;
do mycia można też stosować kondensat pary wodnej uzyskanej przy
zagęszczaniu soków.
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
9
20. Inspekcja
przeszkolony personel dokonuje selekcji i sortowania surowca na taśmie
inspekcyjnej;
należy przeprowadzać szczegółową kontrolę personelu dokonującego
sortowania pod kątem wtórnego zakażenia surowca: (choroby skóry, zmiany
ropne na skórze, itp.)
z taśmy inspekcyjnej należy usuwać surowiec zapleśniały (produktami
pleśni są mykotoksyny np. patulina, która jest substancją toksyczną,
rakotwórczą), pozostałości uszkodzonych opakowań lub inne ciała obce;
taśma inspekcyjna powinna być wyposażona w detektor metalu, którego
działanie przed uruchomieniem należy sprawdzić wzorcowym kawałkiem
metalu.
21. Mycie wstępne
Zalecenia punkt 5.
22. Rozdrabnianie
celem rozdrabniania jest uzyskanie homogenicznej miazgi surowca;
należy zwrócić uwagę na właściwe ustawienia tarczy;
w zależności od rodzaju produkowanego przecieru nie jest zalecane „ostre”
rozdrabnianie surowca;
młynek do rozdrabniania surowca należy myć regularnie w celu usunięcia
zalegających resztek surowca.
23. Rozparzanie
rozparzanie ma na celu inaktywację enzymów powodujących utlenianie lub
rozkład substancji pektynowych, pektynowych, a także zmiękczenie surowca
ułatwiające przecieranie;
Zbyt intensywne rozparzanie może powodować niepożądane zmiany smaku
i zapachu, dlatego należy pamiętać o ustawieniu parametrów odpowiednich
do danego surowca, jego wielkości, stadium dojrzałości;
zalecane temperatury podgrzewania miazgi:
- 95 – 100 C przy przecierach z warzyw okopowych,
- 90 - 95 C przy przecierze z jabłek,
- 80 - 85 C przy przecierze z porzeczki,
- 70 - 75 C przy przecierze z truskawek, malin i świeżych pomidorów.
24.
Przecieranie
po przez przecieranie uzyskujemy przecier o dużym stopniu rozdrobnienia i
jednocześnie zatrzymujemy części zdrewniałe zawarte w surowcu np. pestki,
nasiona i łyko;
dobór sit o odpowiedniej wielkości oczek pozwala wyodrębnić niepotrzebne
części surowca;
odpady po przecieraniu zawierają jeszcze pewne ilości soku, który może być
oddzielany na prasie ślimakowej o działaniu ciągłym. Uzyskany sok podaje
się ponownie na przecieraczki;
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
10
planowe remonty oraz bieżąca konserwacja zapobiega awariom mogącym
powodować przedostawanie się metalowych elementów pochodzących z
wadliwej maszyny.
25.
Homogenizacja
proces ten stosuje się w celu uzyskania jednolitej masy;
homogenizacja tak jak inne procesy rozdrabniania powoduje napowietrzenie
przecieru, co wpływa negatywnie na jego cechy organoleptyczne jak
również stwarza dogodne warunki do rozwoju mikroflory.
26.
Odpowietrzanie
usunięcie tlenu z przecieru powoduje zmniejszenie strat spowodowanych
obecnością tlenu w produkcie;
proces ten powinien być szybki i skuteczny.
27.
Sterylizacja
polega na pasteryzacji przepływowej w wymienniku ciepła w wysokiej
temperaturze;
temperatura oraz czas przetrzymania powinna być dobrana odpowiednio do
rodzaju przecieru;
zalecane parametry obróbki cieplnej:
- - przecier z truskawek, malin i porzeczki, w temperaturze 95 – 98 ºC,
przez 2 – 3 minuty,
- przecier jabłkowy, w temperaturze 103 - 105C przez 2 - 3 minuty,
- przecier pomidorowy zagęszczony 105 - 108C przez 2 - 3 minuty,
- przeciery z warzyw okopowych w temperaturze 110 - 112C przez 2 - 3
minuty.
28.
Chłodzenie
obniżenie temperatury w jak najszybszym czasie wpływa korzystnie na
cechy organoleptyczne przecieru;
zaleca się chłodzenie przecierów do temperatury nie wyższej niż 40 ºC;
kontrola nadciśnienia po stronie produktu zabezpiecza przed skażeniem
mikrobiologicznym lub chemicznym pochodzącym z czynnika chłodzącego.
29.
Rozlew w worki aseptyczne
dobór worków foliowych, aseptycznych i beczek zmniejsza ryzyko wtórnego
zakażenia mikrobiologicznego produktu;
planowe remonty oraz bieżąca konserwacja urządzeń służących do rozlewu,
pozwalają na właściwe prowadzenie procesu np. odpowiedni wtrysk pary
pod korek.
30.
Etykietowanie i paletowanie
(Uzupełnić o komentarz)
17. Magazynowanie
magazynowanie powinno się odbywać w warunkach odpowiednich do
rodzaju przecieru np. przecier truskawkowy powinien być mrożony (straty
barwy, ciemnienie przecieru)
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
11
personel pracujący na magazynie powinien być przeszkolony i posiadać jak
najlepsze kwalifikacje.
18. Dystrybucja
do przewozu przecierów należy zatrudnić przewoźników posiadających
odpowiedni park maszynowy zabezpieczający produkt przed ewentualnym
uszkodzeniem na skutek transportu (chłodnie, izotermy).
4.2.3 Analiza zagrożeń
Analizę zagrożeń zawiera tabela 2
30.2. PRODUKCJA SOKÓW, NEKTARÓW I NAPOJÓW
NAPEŁNIANYCH NA GORĄCO
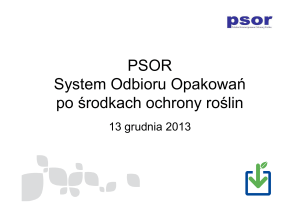
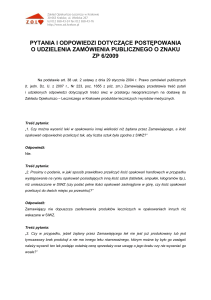
4.3.1. Schemat procesu produkcji
START
1. Przygotowanie hali produkcyjnej
Składniki
Subst. dodatkowe
Opakowania
2. Przyjęcie składników, substancji
dodatkowych i opakowań do magazynu
A
C
D
B
1
3. Przygotowanie składników, substancji
dodatkowych i opakowań
Woda
4. Kupażowanie
uzdatniona
5. Homogenizacja (tylko dla soków przecier.)
6. Odpowietrzanie
7. Obróbka cieplna – utrwalenie produktu
E
Opakowania
8. Napełnianie opakowań
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
12
Zakrywki
9. Zamykanie opakowań
10. Przetrzymywanie w czasie
11. Chłodzenie
Etykiety
12. Etykietowanie i znakowanie .
odrzuty
13. Brakowanie
14. Pakowanie w opakowania zbiorcze
Palety
15. Paletyzacja
16. Magazynowanie
17. Dystrybucja
KONIEC
Odnośnik A : Przygotowanie składników owocowych i/lub warzywnych
Otwieranie opakowań
Soki, soki zagęszczone, kremogeny i
przeciery owocowe i warzywne
Kontrola jakości
Naważanie - odmierzanie
A
Odnośnik B : Przygotowanie pozostałych składników
Otwieranie opakowań
Cukry, syropy
Sól, zioła i przyprawy
Kontrola jakości
Naważanie - odmierzanie
PRZEWODNIK GMP dla przemysłu sokowniczego. DWarszawa luty 2005
Mieszanie, podgrzewanie, rozpuszczanie
Filtrowanie
13
Odnośnik C : Przygotowanie substancji dodatkowych i wzbogacających
Substancje dodatkowe (np.
(np. substancje słodzące,
regulatory kwasowości, inne)
Otwieranie opakowań
Substancje wzbogacające (np.
witaminy, sole mineralne, inne)
Kontrola zgodności
Naważanie - odmierzanie
D
Mieszanie, ewentualnie homogenizacja
C
Odnośnik D : Uzdatnianie wody
Woda z ujęcia głębinowego
Napowietrzamie
Odżelazianie
Napowietrzanie
Odmanganianie
Zmiękczanie
D
(Brak kontroli fiz-kom. i mikrobiologicznej, brak lampy UV, a co z wodą z wodociągu
– czy taką wodę ujmujemy w Przewodniku???)
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
14
Odnośnik E : Przygotowanie butelek szklanych
Nadmuch sprężonego powietrz
Butelki szklane nowe, do
jednorazowego użytku
Parowanie
Osuszanie
A
30.2.2. Zalecenia do produkcji
Zalecenia podane są odpowiednio dla poszczególnych etapów produkcji
zaznaczonych na schemacie procesu produkcyjnego.
1. Przygotowanie hali produkcyjnej
Hala produkcyjna powinna być dostosowana do wymagań higienicznosanitarnych określonych przepisami 15) oraz wymagań systemu HACCP.
Przed uruchomieniem produkcji należy sprawdzić:
stan higieniczny hali produkcyjnej,
stan higieniczny personelu,
stan przygotowania maszyn i urządzeń do rozpoczęcia procesu produkcji
oraz przeprowadzić kontrolę skuteczności mycia: wizualną, testy ATP
i kontrolę wartości pH popłuczyn.
2. Przyjęcie składników, substancji dodatkowych i opakowań do magazynu
przyjęcie do magazynu powinno odbywać się na podstawie wizualnej
kontroli zgodności dostarczonego towaru z atestem dostawcy,
dostarczone do magazynu składniki, substancje dodatkowe i opakowania
powinny być kontrolowane przez laboratorium zakładowe na zgodność
z wymaganiami określonymi specyfikacją,
w trakcie magazynowania składników, substancji dodatkowych i opakowań
należy przeprowadzać okresowe kontrole ich jakości.
3. Przygotowanie składników, substancji dodatkowych i opakowań
po otwarciu każdego opakowania ze składnikiem owocowym i warzywnym
należy skontrolować wizualnie i organoleptycznie jego jakość i w przypadku
jakichkolwiek wątpliwości odstawić i zgłosić do kontroli laboratoryjnej;
przed naważaniem (odmierzaniem) substancji dodatkowych należy
dokładnie sprawdzić jego nazwę i zawartość na zgodność z recepturą;
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
15
przygotowane do napełniania butelki szklane należy poddać przeglądowi
elektronicznemu lub wizualnemu (ekran świetlny), celem eliminacji
ewentualnych opakowań z wadą lub zanieczyszczeniem;
należy systematycznie prowadzić badania jakości wody uzdatnionej.
4. Kupażowanie
należy zwracać uwagę na właściwą kolejność dozowania składników
i prawidłowe wymieszanie;
przed skierowaniem do rozlewu, zawartość każdego kupażu należy
porównać ze wzorcem oraz skontrolować prawidłowość podstawowych
parametrów wyrobu.
5. Homogenizacja
należy sprawdzać, czy uzyskany efekt homogenizacji jest właściwy i w razie
potrzeby dokonać regulacji ustawienia homogenizatora;
zalecane ciśnienie homogenizacji: 150 - 200 barów, w zależności od
produktu.
6. Odpowietrzanie
należy prowadzić skuteczny proces odpowietrzania, celem zapewnienia
właściwej jakości produktu oraz prawidłowego napełnienia opakowań,
w razie potrzeby przeprowadzić regulację ustawienia parametrów
temperatury i próżni;
zalecane parametry odpowietrzania: temperatura 55ºC - 60ºC i ciśnienie
odpowiednio –0,5 do –0,6 bara.
7. Obróbka cieplna produktu
przy rozlewie produktu na gorąco do opakowań jednostkowych, obróbka
cieplna musi być dostosowana do rozlewanego produktu, gdyż decyduje o
jego czystości mikrobiologicznej i jakości organoleptycznej. Dla każdego
produktu powinny być ustalone optymalne parametry: temperatura i czas
obróbki cieplnej;
ogólne wytyczne do parametrów obróbki cieplnej:
dla soków, nektarów i napojów z koncentratów owocowych :
temperatura 93ºC - 98ºC w czasie około 20 sekund,
dla soków, nektarów i napojów z udziałem przecierów owocowych:
temperatura 103ºC - 108ºC w czasie około 50 sekund,
dla soków, nektarów i napojów z udziałem przecierów warzywnych :
temperatura 115ºC - 120ºC w czasie około 50 sekund,
należy zapewnić stałe monitorowanie parametrów obróbki cieplnej.
8. Napełnianie opakowań
produkt po obróbce cieplnej należy natychmiast schłodzić do temperatury
rozlewu;
ogólnie zalecane temperatury rozlewu:
- dla soków , nektarów i napojów z soków owocowych: 85ºC - 88ºC;
- dla soków, nektarów i napojów z udziałem przecierów owocowych i
warzywnych: 90ºC - 95ºC;
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
16
należy kontrolować prawidłowość napełnienia opakowań produktem i razie
potrzeby przeprowadzić regulację pracy rozlewaczki.
9. Zamykanie opakowań
prawidłowe zamknięcie opakowań jest niezbędne dla zachowania trwałości
produktu – niezbędna jest stała kontrola prawidłowości procesu zamykania;
należy kontrolować prawidłowość pracy zamykarki;
w przypadku powstania stłuczki szklanej, należy natychmiast zatrzymać
proces zapełniania i zamykania opakowań i zastosować procedurę
eliminowania zagrożenia zanieczyszczenia produktu stłuczką szklaną.
10. Przetrzymanie w czasie
przetrzymanie gorącego produktu zamkniętego w opakowaniu
jednostkowym w ustalonym dla tego produktu czasie jest niezbędne do
zabicia drobnoustrojów, tj. uzyskania czystości mikrobiologicznej produktu.
Nie należy nadmiernie wydłużać czasu przetrzymania gorącego produktu,
gdyż wpływa on na pogorszenie cech organoleptycznych produktu;
czas przetrzymania produktu w pasteryzatorze, w temperaturze napełniania
opakowań min. 10 minut;
należy prowadzić kontrolę ustalonego reżimu technologicznego: właściwej
temperatury i czasu przetrzymywania wyrobu.
11. Chłodzenie
obniżenie temperatury wyrobu w jak najkrótszym czasie wpływa korzystnie
na cechy organoleptyczne wyrobu. Niedostateczne schłodzenie produktu
może prowadzić w krótkim czasie do zmian barwy – pociemnienia produktu;
zaleca się schłodzenie produktów do temperatury nie wyższej niż 35 ºC.
12. Etykietowanie i znakowanie
należy prowadzić kontrolę używania właściwych etykiet, prawidłowego
ustawienia
kodu
i
wyraźnego
nadruku,
celem
zapewnienia
identyfikowalności wyrobu oraz nie wprowadzania w błąd konsumenta.
13. Brakowanie
zaleca się zainstalowanie automatycznego brakarza eliminującego
nieszczelne i niewłaściwie zamknięte butelki;
należy prowadzić laboratoryjną kontrolę szczelności zamknięcia butelek.
14. Pakowanie w opakowania zbiorcze
właściwe zapakowanie opakowania zbiorczego zabezpiecza produkt przed
stłuczką, rozhermetyzowaniem się butelek i powstawaniem wtórnych
zakażeń wyrobu. Należy prowadzić kontrolę pracy urządzeń i kontrolę
wizualną opakowań zbiorczych.
15. Paletyzacja
prawidłowa paletyzacja chroni chroni przed powstawaniem stłuczki w czasie
magazynowania i transportu; należy prowadzić kontrolę wizualną
prawidłowości paletowania.
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
17
16. Magazynowanie
należy prowadzić kontrolę warunków magazynowania.
należy prowadzić kontrolę stanu opakowań (wyrobów) w magazynie.
w obrocie magazynowym należy przestrzegać zasady „pierwsze weszło –
pierwsze wyszło”.
18. Dystrybucja
do przewożenia wyrobów należy stosować właściwy środek transportu,
zabezpieczający produkt przed uszkodzeniem opakowań i
rozhermetyzowaniem zamknięć butelek.
palety z przewożonym produktem powinny być zabezpieczone przed
przesuwaniem się w czasie transportu.
30.2.3. Analiza zagrożeń
Analizę zagrożeń zawiera tabela 3
30.3. PRODUKCJA SOKÓW, NEKTARÓW I NAPOJÓW
NAPEŁNIANYCH NA ZIMNO
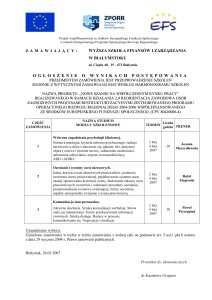
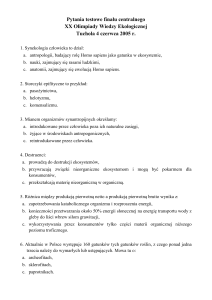
4.4.1. Schemat procesu produkcji
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
18
Start
Koncentraty
i przeciery
cukier
Przyjęcie surowców do
magazynu
Inne:
Kwas cytrynowy
Kwas askorbinowy
Aromaty
Aspartam
Mleczan wapnia
Ręczne naważanie
surowców
Magazynowanie
surowców
Pobieranie surowców
na Wydz. Produkcji
Syrop
1
Dozowanie do zb.
kupażowych
Opakowania po
surowcach
Woda
Mieszanie w zbiorniku
lub w przepływie
(Alblend)
Filtracja
Homogenizacja
Pasteryzacja/
sterylizacja
Materiał
Opakowaniowy
Kapsle
Słomki
Szpule lub
kartony po
materiale
opakowaniowym
i kartoniki po
kontroli.
Rozlew aseptyczny
Aplikacja kapsli /
Aplikacja słomek
Kartony i palety
po kapslach/
słomkach
Znakowanie kartoników
Tackowanie
Tacki
Palety po
tackach
Znakowanie tacek
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
19
a
Folia
termokurczliwa
Palety
Foliowanie
i obkurczanie tacek
Szpule po folii
term.
Paletyzacja
Znakowanie palet
Foliowanie palet
Folia strech
Szpule po folii
strech
Magazynowanie
Wyrobu gotowego
Wysyłka wyrobu
gotowego
koniec
cc
Legenda:
Składniki stosowane w zależności od asortymentu
Dotyczy soków przecierowych homogenizowanych
Dotyczy linii Combibloc
Dotyczy linii TBA 8/E (1 L Base)
Dotyczy linii Alblend
Schemat technologiczny – przygotowanie syropu cukrowego ( 1 )
Start
cukier
Mieszanie
woda
1
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
20
4.4.2. Zalecenia do prowadzenia procesu produkcji soków,
nektarów i napojów w opakowaniach kartonowych
W trakcie całego procesu produkcyjnego winny być przestrzegane procedury i
instrukcje technologiczne a także zasady higieny.
Przed przystąpieniem do produkcji należy odpowiednio przygotować halę
produkcyjną. Powinna ona spełniać wymagania sanitarno-higieniczne określone w
obowiązujących przepisach.
Przed uruchomieniem produkcji należy sprawdzić:
-
stan higieniczno- sanitarny hali produkcyjnej i personelu
-
stan przygotowania maszyn i urządzeń produkcyjnych ( kontrola sprawności )
-
przeprowadzić kontrolę skuteczności mycia (wizualna, testy ATP, kontrola pH
popłuczyn)
Należy także sprawdzić prawidłowość obsługi stacji uzdatniania wody, powinny być
prowadzone okresowe badania wody.
1. Przyjęcie i magazynowanie surowców, substancji dodatkowych i opakowań
przyjęcie surowców, substancji dodatkowych i opakowań powinno odbywać się
na
podstawie oceny zgodności przyjmowanego towaru z dokumentacją
dostawcy oraz na podstawie kontroli wizualnej;
- Magazyny powinny posiadać właściwy stan techniczny i higieniczny, a parametry
magazynowania dostosowane do wymogów, określonych dla surowców (kontrola)
W trakcie magazynowania należy okresowo oceniać wygląd opakowań,
magazynowanych towarów
2. Pobieranie surowców na Wydział Produkcji
Pobierając surowce z magazynu należy sprawdzić dane identyfikacyjne na
opakowaniach, ponadto należy:
- dokonać oceny wizualnej, sprawdzić atesty dostawcy, wykonać niezbędne badania - pobrać surowce w ilości zapewniającej ustaloną w danym dniu wielkość produkcji.
- zbadać parametry koncentratów owocowych: ekstrakt i kwasowość ogólną oraz
przeprowadzić ocenę organoleptyczną na zgodność z normą przedmiotową bądź
specyfikacją.
3. Dozowanie do zbiorników kupażowych, mieszanie w zbiorniku lub w przepływie
- do komputera, sterującego procesem dozowania składników do zbiorników
mieszadłowych i kupażowania wprowadzane są dane recepturowe
- należy zwracać uwagę na właściwą ilość i kolejność dozowania poszczególnych
składników i prawidłowe ich wymieszanie
- po wymieszaniu składników należy sprawdzić parametry jakościowe nastawu na
zgodność z recepturą i z normą wyrobu
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
21
4. Filtracja
- należy prowadzić systematyczną kontrolę stanu filtrów
5. Homogenizacja
Proces prowadzony jest w przypadku wyrobów przecierowych lub z dodatkiem
przecierów.
Należy sprawdzać, czy uzyskuje się właściwy efekt procesu. W przypadku nie
właściwej pracy urządzenia każdorazowo można dokonać regulacji ustawienia
homogenizatora.
6. Pasteryzacja lub sterylizacja
- w celu zapewnienia skuteczności procesu warunki pasteryzacji lub sterylizacji muszą
być dostosowane do produkowanego asortymentu,
- dla poszczególnych asortymentów powinny być ustalone optymalne parametry
procesu termicznego utrwalania wyrobów.
- należy kontrolować prawidłowość ustawienie i utrzymywania parametrów pasteryzacji
lub sterylizacji,
7. Rozlew aseptyczny, aplikacja kapsli, aplikacja słomek
- schłodzony produkt kierowany jest bezpośrednio do maszyny rozlewającej.
- w czasie procesu należy nadzorować pracę maszyny rozlewającej, a także sprawdzać
szczelność spawów i prawidłowość napełniania opakowań
- niezbędna jest także kontrola pozostałości H202 w wyrobie ( testy chemiczne)
Napełnione opakowania transportowane są do aplikatora kapsli lub aplikatora słomek.
- zaleca się sprawdzić prawidłowość przyklejenia kapsli lub słomek.
- gotowy produkt pracownik laboratorium pobiera w celu przeprowadzenia badań
niepełnych zgodnie z wymaganiami normy przedmiotowej na dany asortyment, a także
sprawdza prawidłowość nadruku na opakowaniach
- należy przeprowadzić kontrolę wyrobu gotowego
8. Tackowanie, foliowanie i obkurczanie tacek
Należy nadzorować prawidłowość pracy maszyny formującej i foliującej opakowania
zbiorcze, a także prowadzić ocenę wizualną tych opakowań oraz ich oznaczenia.
9. Paletyzacja, foliowanie palet
Należy prowadzić ocenę wizualną prawidłowości paletowania i foliowania, a także ich
oznaczenia
10. Magazynowanie wyrobów gotowych
Magazyny wyrobów gotowych muszą spełniać określone w przepisach wymogi
higieniczno-sanitarne oraz posiadać właściwy stan techniczny
W trakcie magazynowania wyrobów gotowych muszą być zapewnione odpowiednie
warunki magazynowania ( temperatura, wilgotność powietrza), dlatego też należy
prowadzić stały monitoring warunków magazynowania
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
22
Prowadzona jest także kontrola stanu opakowań ( wyrobów) w magazynie
Niezbędne jest przestrzeganie zasady „pierwsze weszło, pierwsze wyszło”
4.4.3. Analiza zagrożeń
Analizę zagrożeń zawiera tabela 4.
PRZEWODNIK GMP dla przemysłu sokowniczego. Warszawa luty 2005
23