ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
OTRZYMYWANIE I OCENA JAKOŚCIOWA BIOETANOLU
Wytwarzanie alkoholu etylowego rolniczego (surówki gorzelniczej)
Jest to jeden z działów przemysłu fermentacyjnego, obejmujący produkcję destylatu
rolniczego (spirytusu surowego, surówki gorzelniczej) poprzez fermentację alkoholową
różnych surowców węglowodanowych i wydzielanie z odfermentowanego zacieru związków
lotnych, w tym głównie etanolu, w procesie odpędu (destylacji).
Do produkcji spirytusu surowego można wykorzystać bardzo różne surowce
pochodzenia roślinnego oraz odpady, szczególnie przemysłu spożywczego. Wyróżnia się
dwie zasadnicze grupy surowców:
zawierające cukry bezpośrednio fermentujące, głównie sacharozę, glukozę, fruktozę,
zawierające różne polisacharydy, które należy poddać hydrolizie do cukrów
fermentujących, głównie mono- i dwusacharydów, ulegających fermentacji przy udziale
niektórych rodzajów drożdży i bakterii.
Do pierwszej grupy można zaliczyć: owoce, warzywa, buraki cukrowe i trzcinę
cukrową, odpady przemysłu spożywczego oraz melasę, a do drugiej różne ziarna zbóż,
ziemniaki, topinambur, cykorię, maniok (kasawę, tapiokę), odpady przemysłowe, a także
surowce i odpady lignino-celulozowe.
W gorzelnictwie ziemniaczanym i zbożowym produkcja spirytusu obejmuje następujące
etapy: parowanie i zacieranie surowca lub rozdrabnianie i bezciśnieniowe, tzw. zimne
zacieranie, fermentację i odpęd.
Parowanie jest przeprowadzane w parnikach pod ciśnieniem około 0,3–0,4 MPa
(temperatura
120–140C,
międzykomórkowych,
30–60
rozerwanie
min).
błon
Ma
na
komórkowych,
celu
rozluźnienie
uwolnienie,
substancji
skleikowanie
i
maksymalne rozpławienie skrobi. Dobre upłynnienie uzyskuje się wtedy, gdy ilość wody jest
co najmniej czterokrotnie większa niż ilość skrobi.
Do upłynnienia zacierów stosuje się preparaty enzymatyczne (głównie -amylazy, EC
3.2.1.1), charakteryzujące się wysokim optimum temperaturowym (85-105C). Ich zadaniem
jest obniżenie lepkości zacierów i ułatwienie scukrzania skrobi. Enzymy z tej grupy
umożliwiają hydrolizę wiązań
-1,4-glikozydowych zarówno w amylozie, jak i
1
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
amylopektynie, a nie są aktywne w stosunku do wiązań -1,6-glikozydowych. Działanie amylazy w środku łańcucha polimerowego powoduje gwałtowny spadek lepkości zacieru
skrobiowego. Do tej grupy preparatów zaliczyć można THERMAMYL (firmy Novo
Nordisk), AMYLEXHT (Denisco), czy AMYLOGAL CS (Pektopol). Dawki enzymów
upłynniających wahają się od 50 do 250 cm3 na tonę skrobi.
Do upłynnionych surowców dodaje się preparaty enzymatyczne, których zadaniem jest
scukrzenie skrobi – rozkład łańcuchów amylozy, amylopektyny i powstałych podczas
upłynniania dekstryn cukrów fermentujących, głównie glukozy. Preparaty scukrzające
wykazują aktywność glukoamylazy (EC 3.2.1.3), hydrolizują wiązania -1,4- oraz w
niewielkim stopniu -1,6-glikozydowe, odrywając pojedyncze cząsteczki glukozy od
nieredukujących końców łańcuchów skrobi, dekstryn i oligosacharydów. Preparaty
scukrzające działają optymalnie w temperaturze 55–65C i przy pH 4,0–5,3 i są dodawane do
zacierów w dawkach 450–800 cm3 na tonę skrobi. Jako przykłady można podać SAN (firmy
Novo Nordisk), DIAZYME®SSF (Denisco), GLUKOPOL P-15 (Pektopol).
Gorzelnie jako alternatywę dla metody ciśnieniowo-termicznej stosują tzw. zimne
zacieranie – bezciśnieniowe uwalnianie skrobi. Różnice polegają przede wszystkim na tym,
że surowiec przed zacieraniem jest dokładnie rozdrabniany (do cząstek nie większych niż 1,7
mm). Dzięki temu zabiegowi woda ma znacznie łatwiejszy dostęp do ziarenek skrobi i proces
może przebiegać w łagodniejszych warunkach (ciśnienie, temperatura). Zimne zacieranie
przebiega zazwyczaj w temperaturze 65–85ºC przez około 60 min. Wykorzystuje się
preparaty enzymatyczne charakteryzujące się kompleksowym działaniem na skrobię oraz
struktury międzykomórkowe surowca gorzelniczego. Wykazują one, oprócz aktywności - i
glukoamylazy, również właściwości -glukanaz i ksylanaz, celulaz, proteaz, fosfataz i innych.
Ich zastosowanie gwarantuje pełne scukrzenie zacierów oraz pozwala zwiększyć wydajność
etanolu. Proces zimnego zacierania wymaga mniejszych, niż w technologii klasycznej,
nakładów energii cieplnej i wody, ale konieczne jest rozdrabnianie surowca (większe zużycie
energii elektrycznej). W sumie jednak obserwuje się niższe zapotrzebowanie energetyczne.
Po procesie scukrzania przeprowadza się fermentację zacieru słodkiego przy
wykorzystaniu specjalnych ras drożdży górnej fermentacji należących do gatunku
Saccharomyces cerevisiae. Właściwe rasy drożdży gorzelniczych powinny szybko
odfermentować cukry występujące w zacierze. Obecnie gorzelnie stosują najczęściej drożdże
2
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
w formie suszonej lub liofilizowanej, np. Safdistil C-70, Ethanol Red™ (firmy Lesaffre), czy
też 4347 Eau de Vie™ (firmy Wyeast Laboratories, Inc.) w ilości około 0,5 g na dm3
brzeczki.
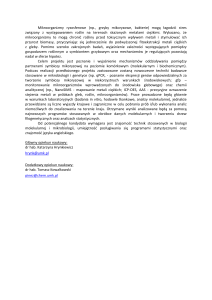
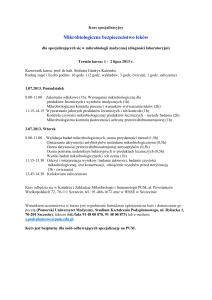
Proces fermentacji (temperatura 25–38C, 2–3 doby) obejmuje glikolizę (cykl EMP)
prowadzącą do powstania z cukrów kwasu pirogronowego, a następnie, w wyniku
nieoksydacyjnej dekarboksylacji, pirogronian rozkłada się do aldehydu octowego i dalej do
etanolu pod wpływem współdziałającej z NAD dehydrogenazy alkoholowej, wg schematu
przedstawionego na rysunku 1.
W fazie zafermentowania następuje intensywne rozmnażanie drożdży, które ulega
osłabieniu w miarę zmniejszania się zawartości tlenu i wzrostu stężenia alkoholu etylowego.
W tym czasie zacier jest najbardziej narażony na zakażenia mikrobiologiczne. Okres
fermentacji głównej charakteryzuje szybki spadek gęstości zacieru, wzrost stężenia alkoholu i
temperatury, która obniża się w końcowym etapie tego procesu.
Powstały alkohol i inne związki hamują fermentację. Tolerancja drożdży na etanol
zależy głównie od ich rasy (uwarunkowania genetyczne), składu lipidowego ściany
komórkowej, obecności związków ochronnych (protektorów) oraz pH, temperatury i innych
czynników. Dlatego w praktyce gorzelniczej końcowe stężenie etanolu wynosi zwykle od 8–
12% obj., zależnie od początkowego stężenia ekstraktu w zacierze.
Do kontroli przebiegu fermentacji można wykorzystać pomiar stopnia odfermentowania
rzeczywistego (zawartość ekstraktu po oddzieleniu związków lotnych) i pozornego (stężenie
ekstraktu oznaczone w obecności komponentów lotnych). Szybsze i wygodniejsze jest
oznaczenie stopnia odfermentowania pozornego. Wyróżnik ten zależy głównie od rodzaju
użytego surowca i współczynnika czystości zacieru (stosunek cukrów ulegających fermentacji
do ogólnej zawartości suchej substancji, wyrażany w gramach). Dla wybranych zacierów
odfermentowanie pozorne kształtuje się w następujących granicach [Blg]:
ziemniaczany
żytni
pszeniczny
jęczmienny
kukurydziany
buraczany
melasowy
0,5–1,4,
0,9–1,3,
0,5–1,1,
1,2–1,5,
0,0–0,6,
1,0–1,2,
5,0–7,5.
3
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
glukoza
glukozo-6-fosforan
fruktozo-6-fosforan
fruktozo-1-6-dwufosforan
aldehyd 3-fosfoglicerynowy
fosfodwuhydroksyaceton
kwas-1,3-dwufosfoglicerynowy
fosforan glicerolu
kwas-3-fosfoglicerynowy
gliceryna
kwas-2-fosfoglicerynowy
kwas fosfoenolopirogronowy
kwas pirogronowy
aldehyd octowy
ALKOHOL ETYLOWY
Rys. 1. Schemat cyklu EMP – przemian glukozy do alkoholu etylowego i gliceryny
4
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
Wydajność teoretyczna etanolu
Powstawanie alkoholu etylowego z polisacharydów można opisać równaniem:
(C6H10O5)n + n H2O = 2n C2H5OH + 2n CO2
Teoretyczna wydajność etanolu zależy od rodzaj cukru poddanego fermentacji:
100 kg skrobi
56,82 kg = 71,54 dm3,
100 kg maltozy, sacharozy
53,83 kg = 67,77 dm3,
100 kg glukozy
51,14 kg = 64,39 dm3.
Wydajność praktyczna
Wydajność praktyczna jest funkcją wielu czynników i kształtuje się w granicach 85–
92% wydajności teoretycznej (średnio 88%). Praktyczną wydajność etanolu w gorzelniach
rolniczych z wybranych surowców przedstawia tabela 1.
Tabela 1. Wydajność praktyczna etanolu z wybranych surowców
Wyszczególnienie
Buraki cukrowe
Melasa
Jabłka
Wytłoki jabłkowe
Śliwki
Kukurydza
Owies
Pszenica
Pszenżyto
Ryż
Żyto
Ziemniaki
Wydajność spirytusu
100 [dm3 · 100 kg-1]
7,0–9,0
do 35,0
3,5–6,0
4,0–7,0
4,5–8,0
36,0–40,0
ok. 24,0
35,0–39,0
33,0–37
35,0– 5,0
31,0–37,0
8,0–12,0
Zakażenia mikrobiologiczne w gorzelnictwie
Największe zagrożenie w gorzelnictwie wywołują hetorofermentatywne bakterie kwasu
mlekowego, które rozwijając się w zacierze, przetwarzają cukier na kwas, głównie mlekowy,
który spowalnia scukrzanie. Możliwy jest również rozwój przetrwalnikujących bakterii kwasu
masłowego. Powstały w wyniku ich metabolizmu kwas masłowy wpływa ujemnie na
właściwości sensoryczne surówki. W warunkach gorzelniczych bardzo słabo rozwijają się
5
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
natomiast bakterie kwasu octowego, a występujący kwas octowy może być wytwarzany przez
bakterie masłowe.
Istotnym problemem w gorzelnictwie są również drożdże dzikie, najczęściej
kożuchujące Mycoderma i Pichia, które rozwijając się na powierzchni płynu, tworzą szary
kożuch. Możliwy jest rozwój innych szczepów drożdży dzikich, m.in. z rodzaju Torula,
Candida, Monilia, które charakteryzują się niskimi wymaganiami środowiska. Wykorzystują
źródło węgla w zacierze do przyrostu własnej biomasy, obniżając w konsekwencji wydajność
etanolu i jakość spirytusu surowego poprzez tworzone metabolity.
Produkty fermentacji alkoholowej
W wyniku działania drożdży na zacier gorzelniczy powstaje przede wszystkim alkohol
etylowy oraz dwutlenek węgla (główne produkty fermentacji); wytwarzane są jednak także
związki uboczne, do których można zaliczyć m.in. estry, aldehydy (np. aldehyd octowy),
metanol, wyższe alkohole (fuzle – alkohole amylowe, propanol, izobutanol), kwasy
organiczne (octowy, masłowy), glicerynę, związki siarki i inne.
Zacier odfermentowany zostaje poddany odpędowi – całkowitemu oddestylowaniu
etanolu i jego koncentracja do mocy co najmniej 88–92% objętosci. Proces odpędu odbywa
się najczęściej w aparatach kolumnowych do pracy ciągłej, z wbudowanymi półkami (sitowe,
dzwonowe, kapslowe i inne), które zapewniają wielokrotne wygotowywanie i zatężanie
składników łatwolotnych w górnej strefie kolumny i trudnolotnych w dolnej części aparatu.
W konsekwencji spirytus surowy (destylat rolniczy) odbiera się z górnych półek, poprzez
deflegmator i chłodnicę, a z dolnej strefy schodzi wywar poprzez automatyczny wyrzutnik.
Otrzymany spirytus surowy z zacierów skrobiowych, melasowych i innych poddaje się
zwykle dalszemu oczyszczaniu w procesie rektyfikacji, otrzymując spirytus zwykły,
wyborowy, luksusowy lub neutralny – zależnie od stopnia oczyszczenia.
Odpęd odfermentowanych zacierów owocowych prowadzi się zwykle w aparatach o
prostej budowie, przeznaczonych do pracy okresowej, a otrzymany spirytus surowy poddaje
się dalszej destylacji korekcyjnej i w konsekwencji odzyskuje się frakcję główną (spirytus
surowy uszlachetniony) z przeznaczeniem do produkcji wódek gatunkowych. W wyniku
destylacji korekcyjnej można odebrać trzy frakcje: przedgon (z przewagą związków o niższej
niż etanol temperaturze wrzenia, np. metanol, octan etylu), frakcję środkową (właściwą, w
której skład wchodzi głównie alkohol etylowy i mniejsze ilości związków ubocznych) oraz
6
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
frakcję pogonową (w której wyższe jest stężenie kwasów tłuszczowych, alkoholi fuzlowych i
innych komponentów trudniej lotnych).
Wymagania dla destylatu rolniczego (spirytusu surowego), zgodne z PN-A-79523:2002,
przedstawiono w tabeli 2.
Tabela 2. Wymagania dla destylatu rolniczego
Cechy
Destylat rolniczy
melasowy
zbożowy
ziemniaczany
owocowy
przeźroczysty, bez osadu i zmętnień, dopuszcza się mechaniczne
zanieczyszczenia, opadające na dno po 2 godz.
bezbarwny,
bezbarwny, dopuszcza się odcień żółtawy lub
dopuszcza się
Barwa
zielonkawy
odcień żółtawy
swoisty, charakterystyczny dla zastosowanego surowca, bez obcych
Zapach i smak
posmaków i zapachów
88
65 i poniżej 86
Moc, nie mniej niż [% obj.]
5,0 w
spirytusie do
produkcji
Fuzle w przeliczeniu na mieszaninę alkoholu izoamylowego i
nie
okowit, w
nie normalizuje
5,0
normalizuje się pozostałych
się
izobutylowego, nie więcej niż [g dm-3 100%]
nie
normalizuje
się
Przeźroczystość
Aldehydy w przeliczeniu na aldehyd octowy, nie więcej niż
[g dm-3 100%]
Alkohol metylowy, nie więcej niż [g 100 cm-3 100%]
Kwasy w przeliczeniu na kwas octowy, nie więcej niż [g
dm-3 100%]
0,3
0,08 w
spirytusie do
produkcji
nie
okowit, w
normalizuje się pozostałych
nie
normalizuje
się
0,1
Cyjanowodór, nie więcej niż [mg dm-3 100%]
Sucha pozostałość po odparowaniu, nie więcej niż [g dm-3
100%]
Obecność furfuralu
Zawartość pirydyny, nie więcej niż [g dm-3]
0,1
nie normalizuje
się
0,08
nie normalizuje się
0,08
0,2
0,8
0,2
0,3 w
destylacie z
owoców
pestkowych, w
pozostałych
nie
normalizuje się
nie normalizuje się
niedopuszczalny w destylacie do produkcji octu, w pozostałych nie
normalizuje się
0,02 w destylacie do produkcji octu, w pozostałych nie normalizuje
się
7
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
Niektóre zanieczyszczenia występują w ilościach śladowych, mimo to ich obecność w
spirytusach i wódkach może istotnie wpływać na cechy smakowo-zapachowe z uwagi na
niskie progi wyczuwalności. Oto przykładowe progi zapachowe wybranych komponentów w
10% roztworze etanolu [ppm]:
aldehyd benzoesowy
aldehyd octowy
alkohol etylowy
alkohol izoamylowy
diacetyl
kapronian etylu
kwas masłowy
kwas octowy
merkaptan metylu
octan etylu
octan izoamylu
0,5,
1,2,
10,0,
6,5,
0,0025,
0,076,
4,0,
26,0,
0,001,
17,0,
1,19.
Aby otrzymać spirytus oczyszczony do produkcji wódek przeprowadza się
rektyfikację (opartą na zasadnie wielokrotnej destylacji). Uzyskane spirytusy charakteryzują
się zawartością alkoholu etylowego powyżej 96%, jednak nie większej niż 97,2% obj. (punkt
azeotropowy etanolu i wody) oraz minimalną ilością zanieczyszczeń. Pozostałość (odpad)
powstały podczas rektyfikacji nosi nazwę wody odwarowej (lutrynku).
8
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
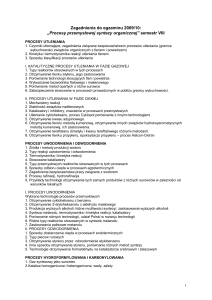
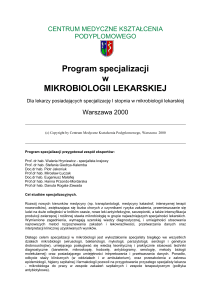
zacieru
surowiecPrzygotowanie
(ziemniaki, zboża
i inne)
parowanie (0,3–0,4 MPa, 30–60 min)
dokładne
rozdrabnianie
schładzanie (85-105C)
upłynnianie skrobi (65–85C, 60 min)
zacieranie
preparaty enzymatyczne
(- i glukoamylazy)
schładzanie (25–35C)
fermentacja (2–3 doby)
drożdże
destylacja (odpęd)
surówka gorzelnicza
rektyfikacja
wywar
lutrynek
zacieranie ciśnieniowo-termiczne
bezciśnieniowe (zimne) zacieranie
spirytus
odwadnianie
alkohol odwodniony (bioetanol)
Rys. 2. Ideowy schemat produkcji surówki gorzelniczej (destylatu rolniczego) i spirytusu
9
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
Wyroby spirytusowe
Przemysłowa produkcja spirytusu obejmuje najczęściej dwa etapy: najpierw w
gorzelniach uzyskuje się destylat rolniczy (spirytus surowy), który podlega dalszemu
oczyszczeniu – rektyfikacji (opartej na zasadzie wielokrotnej destylacji), co daje spirytus
rektyfikowany (rektyfikat). Większą czystość spirytusów (spirytus neutralny) można osiągnąć
po zastosowaniu hydroselekcji lub sit molekularnych.
Według PN-A-79522 można wyróżnić trzy gatunki spirytusu: zwykły, wyborowy i
luksusowy – ich charakterystyke przedstawia tabela 3.
Tabela 3. Wymagania jakościowe dla spirytusów (PN-A-79522:2001)
Wyszczególnienie
Alkohol etylowy, nie mniej niż [% obj.]
Fuzli w przeliczeniu na alkohol izobutylowy, nie
więcej niż [g dm-3 100%]
Aldehydy w przeliczeniu na aldehyd octowy, nie
więcej niż [g dm-3 100%]
Estry w przeliczeniu na octan etylu, nie więcej niż [g
dm-3 100%]
Kwasy w przeliczeniu na kwas octowy, nie więcej niż
[g dm-3 100%]
Alkohol metylowy, nie więcej niż [g 100 cm-3 100%]
Czas odbarwiania roztworu manganianu(VII) potasu
(próba Langa), nie mniej niż [min]
Sucha pozostałość po odparowaniu, nie więcej niż [g
dm-3 100%]
Furfural
Lotne zasady azotowe w przeliczeniu na azot, nie
więcej niż [g dm-3 100%]
Spirytus rektyfikowany
zwykły
96
wyborowy
96,5
luksusowy
96,5
0,005
0,002
0,001
0,005
0,002
0,001
0,05
0,03
0,03
0,020
0,015
0,015
0,05
0,05
0,03
18
20
20
0,015
0,010
0,010
niedopuszczalna
0,001
Produkcja wódek czystych polega na zmieszaniu (w odpowiednich proporcjach,
charakterystycznych dla danego wyrobu) spirytusu i wysokiej jakości zdemineralizowanej
wody. Do zestawiania wódek gatunkowych oprócz spirytusu i wody można wykorzystać soki
i morsy owocowe, nalewy, maceraty, destylaty, spirytusy szlachetne, inne substancje
smakowo-zapachowe, barwniki, olejki eteryczne i syrop cukrowy.
10
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
Klasyfikacja wyrobów spirytusowych
Istnieje wiele sposobów podziału wyrobów spirytusowych, zależnych od przyjętych w
danym kraju kryteriów klasyfikacyjnych; spośród nich można wymienić:
a) stopień oczyszczenia spirytusu (spirytus surowy, rektyfikat),
b) jakość spirytusu (zwykły, wyborowy) lub pochodzenie (ziemniaczany, zbożowy,
melasowy, owocowy i inne),
c) moc gotowego wyrobu,
d) zawartość ekstraktu lub cukru,
e) zawartość głównych składników zestawu (owocowe, ziołowe itp.).
Głównym kryterium podziału wyrobów spirytusowych w Polsce jest zawartość
podstawowych składników ich zestawu i wyróżnia się dwie zasadnicze grupy.
I.
Wyroby czyste – wódki o zawartości alkoholu etylowego nie mniejszej niż 37,5%
objętości, uzyskane ze spirytusu rektyfikowanego i zdemineralizowanej wody, które są
zwykle uszlachetniane przez obróbkę węglem aktywnym.
II. Wyroby gatunkowe – wódki, które oprócz spirytusu i wody mogą zawierać substancje
aromatyczne, nadające im charakterystyczne cechy smaku i zapachu; do wyrobów
gatunkowych zalicza się również wódki naturalne (okowity), sporządzane ze spirytusu
surowego, odpowiednio uszlachetnionego, pochodzącego z różnych owoców (koniak,
winiak, brandy, śliwowica, calvados, kirsch), zbóż (starka, whisky), trzciny cukrowej
(rum), ryżu (arak), z ewentualnym dodatkiem spirytusu rektyfikowanego i składników
aromatyczno-smakowych.
Napojem spirytusowym jest wyrób przeznaczony do spożycia, o cechach sensorycznych
charakterystycznych dla surowców użytych do jego wytworzenia i o zawartości alkoholu
etylowego nie mniejszej niż 15% obj., uzyskany w wyniku:
destylacji zacieru gorzelniczego lub maceracji surowców roślinnych spirytusem, z
ewentualnym dodatkiem składników aromatycznych, barwiących, słodzących i innych
spirytusów uszlachetnionych,
zestawienia napoju z innymi napojami spirytusowymi,
zmieszania napoju z innymi spirytusami i/lub napojami zawierającymi alkohol
etylowy.
11
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
Zestawianie wódek gatunkowych – podstawowe składniki zestawu
Spirytusy surowe uszlachetnione – spirytusy o oryginalnych, specyficznych cechach
organoleptycznych, charakterystycznych dla pochodzenia surowcowego (winogrona,
jabłka, wiśnie, śliwki), które zostały poddane procesom starzenia (maturacja) w
specjalnych naczyniach, najczęściej w zbiornikach dębowych, lub maderyzacji
(przyspieszony proces dojrzewania wskutek obróbki cieplnej).
Nalewy (maceraty) – roztwory wodno-alkoholowe substancji smakowo-zapachowych,
wyekstrahowanych z surowców roślinnych (owoce, zioła), o mocy 40–85% obj.
Morsy – surowe soki owocowe (moszcze) utrwalone spirytusem rektyfikowanym,
o zawartości 16–20% obj. alkoholu etylowego.
Zaprawy do wódki – recepturowe mieszaniny substancji zapachowych i składników
smakowych przeznaczone do sporządzenia zestawu wódki gatunkowej.
Destylaty – bezbarwne roztwory o mocy 60–80% obj., zawierające lotne substancje
pochodzenia roślinnego, uzyskane przez destylację nalewu lub morsu.
Barwniki – naturalne lub identyczne z naturalnymi barwniki dopuszczone jako dodatki do
barwienia wódek.
Klasyfikacja wódek według zawartości ekstraktu
1) Wytrawne – do 50 g dm-3,
2) Półsłodkie – 51–220 g dm-3,
3) Słodkie – 221–330 g dm-3,
4) Likiery – ponad 330 g dm-3.
Wśród likierów wyróżnia się jeszcze grupę kremów – wódki o zawartości ekstraktu
powyżej 400 g dm-3.
Ważniejsze wymagania w stosunku do wódek czystych i gatunkowych zostały
przedstawione w tabelach 4 i 5.
12
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
Tabela 4. Wymagania jakościowe dla wódek czystych (PN-A-79531:1995)
Wódki
Moc
[% obj.]
Zwykłe
38–70 ± 0,3
Wyborowe
38–70 ± 0,2
Luksusowe 38–70 ± 0,2
Mieszane
38–70 ± 0,3
Aldehydy
Fuzle
Kwasowość
Sucha
Metanol
w przeliczeniu w przeliczeniu w przeliczeniu pozostałość po nie więcej niż
na aldehyd
na alkohol
na kwas
odparowaniu
[g 100 cm-3
octowy
amylowy
octowy
spirytusu
100%]
nie więcej niż [g dm-3 spirytusu 100%]
nie normalizuje nie normalizuje
0,008
0,005
0,1
się
się
nie normalizuje
0,004
0,003
0,035
0,05
się
nie normalizuje
0,003
0,002
0,035
0,03
się
jak dla wódek czystych, sporządzonych z niższego gatunku spirytusu
Tabela 5. Wymagania jakościowe dla wódek gatunkowych (PN-A-79531:1995)
Moc
[% obj.]
Ekstrakt
[g dm-3]
Wyroby
gatunkowe
Wytrawne stołowe
Wytrawne naturalne
Wytrawne
naturalnie mieszane
Półwytrawne
Półsłodkie
Słodkie
Likiery
Kremy
Koktajle
Aperitify
30–50
30–75
1,5
do 50
30–75
30–45
30–45
30–45
25–45
18–25
18–25
18–35
Fuzle
Metanol
w przeliczeniu na w przeliczeniu na
alkohol amylowy
spirytus 100%
nie więcej niż
nie więcej niż
[g dm-3 spirytusu
[g 100 cm-3],
100%]
5
4
51–120
121–220
221–330
powyżej 330
powyżej 400
do 400
do 400
1,5
1,5
1,5
1,5
nie normalizuje się
1,5
Cyjanowodór *
nie więcej niż
[mg dm-3]
0,25
0,4
(śliwowice – 0,8)
0,4
3
0,25
* dotyczy wódek gatunkowych owocowych
13
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
LITERATURA
1.
Jarosz K., Jarociński J. Gorzelnictwo i drożdżownictwo. WSiP, Warszawa 1994.
2.
Łączyński B. Skrócony kurs gorzelnictwa rolniczego. Wydawnictwo Sigma–NOT,
Warszawa 1992.
3.
Polska Norma PN-A-79522:2001 Spirytus rektyfikowany.
4.
Polska Norma PN-A-79021:1993 Wyroby spirytusowe i półprodukty – Terminologia.
5.
Polska Norma PN-A-79523:2002 Destylat rolniczy.
6.
Polska Norma PN-A-79528-2 i 3:2007 Destylat rolniczy i alkohol etylowy rolniczy.
Metody badań – Ocena organoleptyczna i Oznaczanie mocy.
7.
Polska Norma PN-A-79529-2, 4, 7, 8, 9, 10, 11, 12, 13, 15:2005 Napoje spirytusowe i
spirytus butelkowany. Ocena organoleptyczna, Oznaczanie gęstości i mocy, Oznaczanie
zawartości alkoholu metylowego, Oznaczanie zawartości fuzli, Oznaczanie zawartości
aldehydów, Oznaczanie kwasowości, Oznaczanie zawartości estrów, Oznaczanie
zawartości furfuralu, Oznaczanie zawartości cyjanowodoru, Obliczanie liczby LussonGirarda.
8.
Polska Norma PN-A-79530:1995 Wyroby spirytusowe gatunkowe – Wspólne
wymagania i badania.
9.
Polska Norma PN-A-79531:1995 Wyroby spirytusowe czyste – Wspólne wymagania i
badania.
10. Polska Norma PN-ISO 4121:1998 Analiza sensoryczna – Metodologia – Ocena
produktów żywnościowych przy użyciu metod skalowania.
11. Polska Norma PN-ISO 6658:1998 Analiza sensoryczna – Metodologia – Wytyczne
ogólne.
12. Roehr M. The biotechnology of ethanol. Classical and future applications. Wiley-VCH
Verlag GmbH, Weinheim 2001.
13. Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 3 lipca 2003 r. w sprawie
metod analiz alkoholu etylowego rolniczego oraz metod pobierania próbek do celów
urzędowej kontroli pod względem jakości handlowej. Dz. U. Nr 132. poz. 1318,
14. Rozporządzenie UE nr 110/2008 z dnia 15 stycznia 2008 r. w sprawie definicji, opisu,
prezentacji, etykietowania i ochrony oznaczeń geograficznych napojów spirytusowych
oraz uchylające rozporządzenie UE nr 1579/89.
14
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt
ĆWICZENIE NR 3 i 4
Otrzymywanie i ocena jakościowa bioetanolu – teoria
15. Ustawa z dnia 13 września 2002 r. o napojach spirytusowych. Dz. U. Nr 02, poz
166.1362
16. Ustawa z dnia 2 marca 2001 r. o wyrobie spirytusu, wyrobie i rozlewie wyrobów
spirytusowych oraz wytwarzania wyrobów tytoniowych. Dz. U. Nr 31, poz. 353.
17. Vogel H. C., Todaro C. L. Fermentation and biochemical engineering handbook.
Principles, process design, and equipment. Noyes Publications, Westwood, New Jersey,
USA, 1997.
18. Wüstenfeld H., Haeseler G. Trinkbranntweine und liköre. Paul Parey, Berlin –Hamburg
1964.
15
Katedra Technologii Fermentacji i Mikrobiologii Technicznej
www.ar.krakow.pl/tz/ktfimt