Politechnika Śląska
Zarządzanie Jakością
SIX SIGMA
Opracowanie
Jan Brzóska
Zarządzanie przez jakość (ang. Total Quality Management, inaczej: kompleksowe
zarządzanie przez jakość, kompleksowe zarządzanie jakością, totalne zarządzanie jakością) podejście do zarządzania organizacją, w którym każdy aspekt działalności jest realizowany z
uwzględnieniem spojrzenia projakościowego. Uczestniczą w nim wszyscy pracownicy
poprzez pracę zespołową, zaangażowanie, samokontrolę i stałe podnoszenie kwalifikacji.
Celem jest osiągnięcie długotrwałego sukcesu, którego źródłem są zadowolenie klienta oraz
korzyści dla organizacji i jej członków oraz dla społeczeństwa.
Zarządzanie przez jakość opiera się na kilku założeniach:
Zaangażowanie każdego pracownika w przedsiębiorstwie w doskonalenie najdrobniejszych
aspektów jego działalności. Doskonalenie to odbywa się poprzez częste drobne usprawnienia,
a nie wielkie inwestycje. Przyczyną takiego podejścia jest rachunek efektywności - inwestycja
wiąże się z nakładami, a zatem wyższa jakość, większa produkcja czy niższe koszty okupione
są wcześniejszymi wydatkami. Prawdziwy wzrost efektywności występuje, gdy ten efekt
powodują setki drobnych, tanich zmian.
Optymalizowanie procesów. Wykorzystanie prostych i uniwersalnych narzędzi oraz maszyn,
które można łatwo i szybko przezbroić, maksymalizuje czas, kiedy można produkować.
Synchronizacja pracy poszczególnych stanowisk pozwala minimalizować koszty zapasów.
Wykonanie zadań dobrze za pierwszym razem sprawia, że praca nie jest destabilizowana
przez ciągłe poprawki.
Przyczyną przeważającej większości problemów jakościowych jest niewłaściwe zarządzanie
firmą, organizacja pracy, motywacja. Zaledwie kilka procent błędów powodowanych jest
przez pracowników przy linii produkcyjnej.
Sukces stosowania zarządzania przez jakość jest oddalony w czasie, ponieważ dopiero
długotrwałe stosowanie metod powoduje uzyskanie przewagi konkurencyjnej. Sukces musi
przekładać się jednak nie tylko na działalność organizacji, ale także na korzyści dla
społeczeństwa, środowiska naturalnego, itp., ponieważ przedsiębiorstwo musi brać na siebie
społeczną odpowiedzialność.
Pojęcie „Zarządzanie przez jakość” pojawiło się na przełomie lat 70. i 80. XX wieku w
Stanach Zjednoczonych i szybko stało się modną, choć - jak pokazały doświaczenia
przedsiębiorstw - słabo rozumianą koncepcją. Jednak źródeł TQM należy szukać już w latach
20. XX wieku.
Prowadzone w latach 20. badania Waltera Shewharta nad statystycznym opisem zmienności
w produkcji zaowocowały opracowaniem założeń statystycznego sterowania procesami, a
2
później statystycznego sterowania jakością. Metody te zostały wykorzystane już w czasie II
wojny światowej w przemyśle zbrojeniowym Stanów Zjednoczonych. Jednak boom
popytowy, jaki miał miejsce po zakończeniu wojny spowodował, że kwestie jakości zeszły na
dalszy plan. Sterowaniem jakością za pomocą metod statystycznych zainteresowali się pod
koniec lat 40. inżynierowie japońscy. Stało się to za sprawą Williama Edwardsa Deminga,
ucznia W. Shewharta, który przedstawił w Japonii serię wykładów na ten temat. Zdarzenie to
uważa się za początek rozwoju nowego podejścia do jakości produktów. Od początku lat 50.
wiedzę na temat statystyki oraz jakości propagował w Japonii także Joseph Juran.
Na początku lat 60. opublikowano koncepcję Total Quality Control - kompleksowego
sterowania jakością, która zbierała w postaci kilku zasad osiągnięcia i doświadczenia
współpracy amerykańsko-japońskiej. Zasady te zostały zrewidowane i znacznie rozszerzone
kilka lat później, gdy wprowadzono koncepcję Total Quality Commitment znaną także jako
Company-Wide Quality Commitment.
Kryzys naftowy w Stanach Zjednoczonych spowodował, że Amerykanie zainteresowali się
małymi i tanimi autami z Japonii. Pod koniec lat siedemdziesiątych, zaniepokojone
wzrastającą konkurencyjnością na rynkach światowych tanich wyrobów japońskich, firmy
amerykańskie, zmuszone zostały do poszukiwania sposobów podniesienia jakości swoich
produktów przy jednoczesnym obniżeniu kosztów własnych. Okazało się, że są one bardziej
niezawodne od pojazdów rodzimej produkcji, dzięki czemu sprzedaż szybko rosła.
Zaniepokojone konkurencją amerykańskie koncerny motoryzacyjne zaczęły poszukiwać
przyczyn swoich porażek. Zjednoczone w swych wysiłkach firmy motoryzacyjne; General
Motors, Ford i Chrysler zastosowały na szeroką skalę Statystyczną Kontrolę Procesu (SPC Statistical Process Control), dającą im możliwość ciągłego monitorowania procesu w
punktach newralgicznych dla jakości i kosztów. Motorola zaś, wypierana z rynku przez tanie,
lecz o wysokim poziomie jakości produkty firm japońskich, skupiła w swych ośrodkach
badawczych
grupę
wybitnych
matematyków
statystyków,
specjalistów
z
zakresu
projektowania oraz specjalistów zapewnienia jakości, którzy opracowali spójny system
ciągłej poprawy jakości zwany "Six Sigma Initiative". System ten dawał możliwość ciągłego
obniżania kosztów własnych, poprzez redukcję kosztów złej jakości (COPQ - Cost of Poor
Quality). Skutkiem tych poszukiwań były pierwsze poza Japonią próby wdrożeń metod Total
Quality Commitment. Nazwę Total Quality Management przyjęto w Stanach Zjednoczonych
dla podejścia (nazywanego przez niektórych autorów filozofią) wykorzystującego zestaw
metod projakościowych. Nie wszystkie z tych metod pochodziły z Japonii, niektóre zostały
3
opracowane przez korporacje amerykańskie (np. Six Sigma, Failure Mode and Effects
Analysis).
W latach 80. nastąpiła popularyzacja zarządzania przez jakość w Stanach Zjednoczonych i
Europie. Szybko jednak okazało się, że efekty są dalekie od osiągnięć japońskich.
Stwierdzono, iż głównymi przyczynami niepowodzeń była próba skopiowania metod bez
uwzględnienia odmiennej kultury organizacyjnej i narodowej. Zachodnie przedsiębiorstwa
zorientowane na krótkoterminowe projekty poprawy, przynoszenie zysków akcjonariuszom,
oceniające swoich pracowników na podstawie osiągnięć w krótkich okresach czasu, nie były
w stanie sprostać filozofii mozolnego, długotrwałego doskonalenia organizacji w każdym
aspekcie jej działalności. Stąd w latach 90. zarządzaniu przez jakość przeciwstawiono
reengineering
-
koncepcję
rewolucyjnych
zmian
w
całej
firmie.
Wprowadzenie
reengineeringu okazało się bardzo drogie. Po niepowodzeniu kilku dużych projektów
wdrożeniowych, autorzy koncepcji zrewidowali swoje poglądy i ograniczyli się do
rewolucyjnych zmian tylko w kluczowych procesach.
W okresie powojennym motto japońskiego przemysłu brzmiało „dogonić zachód”. Jednak,
gdy w połowie lat 90. zdano sobie sprawę, że Japonia staje się liderem, zarządy
przedsiębiorstw stanęły przed wyzwaniem zmiany polityki zarządzania organizacjami.
Dotychczas bowiem zarządzanie przez jakość było zorientowane na wnętrze firmy. Pozycja
lidera wymaga stosowania metod zarządzania strategicznego, a obecnie także uwzględniania
w strategiach problemu globalizacji. Rozwijając filozofię jakości w nowym kierunku
Japończycy sięgają po zachodnie metody i koncepcje, które stosują po udoskonaleniu i
dostosowaniu do swojej specyfiki.
Six Sigma jest metodą zarządzania jakością, która została opracowana w latach
osiemdziesiątych i dziewięćdziesiątych XX wieku, dzięki inicjatywie dyrektorów Motoroli i
General Electric (GE). W założeniach miała służyć tworzeniu infrastruktury do wprowadzania
w przedsiębiorstwie zmian mających na celu zapewnienie wymiernych korzyści jego
interesariuszom. Przez interesariuszy rozumiano nie tylko nabywców wyrobów, ale również
akcjonariuszy i pracowników. Charakterystyczną cechą tej metody stało się dążenie do
niezwykle niskiego poziomu wadliwości – 3 -4 niezgodności na milion możliwości ich
wystąpienia. Drugim wyróżniającym elementem metody Six Sigma było położenie nacisku na
polepszenie rentowności w wyniku doskonalenia jakości. Inicjatorami nowego podejścia byli
dyrektorzy – osoby odpowiadające własnym stanowiskiem za zysk firmy. To co różniło od
4
początku Six Sigma od innych metod zarządzania jakością jak TQM i ISO-9000 było
przedefiniowanie celu. Stało się nim zwiększenie dochodowości przez poprawę jakości, a nie
jakość sama w sobie. Zysk firmy został uznany za miarę efektywności zarządzania jakością.
Obecna popularność metody Six Sigma jest wynikiem sukcesów finansowych firmprekursorów.
Sześć Sigma (ang. Six Sigma) jest to program do zarządzania jakością opracowany przez
firmy amerykańskie.
Jego zadaniem jest osiągniecie jakości "sześć sigma". Wprowadzony w Motoroli w połowie
lat 80., przez Boba Galvina (syn założyciela firmy) oraz Billa Smitha. Obecnie używany w
wielu światowych koncernach takich jak GE, Honeywell, Alstom, Raytheon czy Microsoft. W
2000 roku Fort Wayn w Indianie został pierwszym miastem używającym sześć sigma do
zarządzania miastem. Istnieją opinie, iż Six Sigma powinno zostać wprowadzone w większej
liczbie dziedzin życia, a jego efekty trudno przeceniać.
Zgodnie ze strategią wielu koncernów, jednym z podstawowych obszarów na których należy
w najbliższym czasie skupić główny wysiłek jest poprawa jakości. Wszystkie zakłady tych
koncernów mają przestrzegać określonego standardu jakości, a wszyscy dyrektorzy, kadra
kierownicza, specjaliści z dziedziny sterowania jakością oraz cała załoga koncentrują się na
osiągnięciu wyznaczonych celów, z których podstawowym jest ,,pełne zaspokojenie potrzeb
Klienta z zyskiem”. Aby to osiągnąć podejmowane są działania mające na celu wdrożenie i
certyfikowanie systemów zarządzania jakością i środowiskiem zgodnych z normami serii
ISO. Ale nie tylko. Filozofią zarządzania znaną w świecie mniej więcej od trzydziestu lat ale
dopiero od niedawna budzącą zainteresowanie polskich managerów i wdrażaną w niektórych
zakładach (szczególnie w polskich ramionach międzynarodowych koncernów) jest koncepcja
zarządzania zwana "Six Sigma Initiative" – dająca się w olbrzymim skrócie opisać jako pełne
odwrócenie się twarzą do Klienta (zwiększenie udziału w rynku) oraz stały wzrost zdolności
procesów biznesowych do spełniania zidentyfikowanych potrzeb i wymagań klientów (Zero
Defektów czyli dobrze za pierwszym razem co daje się bezpośrednio przełożyć na redukcją
kosztów własnych).
5
SIGM
A
1
2
3
4
5
6
1
0,1
DPO ***
KALKULATORY
0,01
PAM
IĘCIKOM
P.
0,001
0,0001
JAPOŃSKI PRZEM
YSŁTV
0,00001
SILNIKTOYOTYLEXUS
0,000001
PANASONIC
.
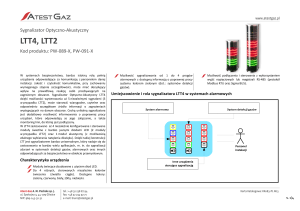
Rys. 1 . Jakość niektórych produktów japońskiego przemysłu
(DPO*** - Defects Per Opportunity)
Twórcy tej spójnej koncepcji z zakresu biznesu, firma Motorola, w przeciągu kilku lat jej
wdrażania zredukowała swe koszty złej jakości z około 40% wartości sprzedanej do około
1%, a jakość wyrobów tej firmy to tylko 3.4 błędu na milion możliwości jego popełnienia.
Obalone zostało obiegowe mniemanie, że wyższa jakość kosztuje więcej. Przekonanie to
opierało się na błędnej koncepcji, że aby zapewnić klientom wyższą jakość, trzeba przed
dostawą wykonać więcej prób, analiz i kontroli
Nie potwierdziła się też uaktualniona wersja wymienionej obiegowej sentencji, opierająca się
na klasycznej teorii optymalnego kosztu jakości, która mówiła, że inwestowanie w poprawę
jakości jest rekompensowane z nawiązką przez zmniejszenie wewnętrznych i zewnętrznych
kosztów uszkodzeń - aż do pewnej granicy. Optymalny koszt jakości jest zatem punktem, w
którym koszty działań prewencyjnych i oceny są równe całkowitym kosztom uszkodzeń.
Doświadczenia Motoroli podważają ten punkt widzenia i wykazują, że im wyższa jakość (lub
mniej wad), tym mniejsze koszty zapobiegania i oceny, jak również koszty uszkodzeń, co
znaczy, że wytwórca najlepszy jest jednocześnie najtańszym.
Zachęconych takimi rezultatami, wielu światowych potentatów przemysłowych zaczęło
wdrażać filozofię Six Sigma. Są między nimi; Texas Instruments, Kodak, Xerox, ABB, oraz z
6
wręcz szokującymi rezultatami efektywnościowymi General Electric który rozwinął program
implementowany z Motoroli zamieniając go nie tylko w rzeczywistą filozofię zarządzania
lecz wręcz w sposób w jaki się w GE pracuje (The Way we Work) Jest to już system w pełni
ukształtowany i sprawdzony w działaniu, a co nie jest bez znaczenia, może on być wdrażany
równolegle z innymi już istniejącymi w zakładach systemami zarządzania jakości, takimi jak
Zintegrowany System Zarządzania Jakością i Środowiskiem spełniający wymogi norm serii
ISO 9000 i ISO 14000, czy jeszcze innymi będąc ich uzupełnieniem i rozwinięciem.Co to
jest „filozofia six sigma”?
Założyciel Akademii Six Sigma przy Uniwersytecie Motorola, jeden z twórców tego systemu,
a jednocześnie człowiek odpowiedzialny za jego wdrożenie i przebieg w Motoroli, dr Mikel J.
Harry mówi parafrazując Lorda Kelvina:
"Jeżeli nie mierzymy, to nic nie wiemy,
Jeżeli nie wiemy, to nie możemy działać,
Jeżeli nie działamy to narażamy się na straty".
Start do Six Sigma to przede wszystkim start z pomiarami i zbieraniem ich wyników.
Ustalamy parametry, miejsca pomiarów i ich metodologię. Miejsca - to punkty newralgiczne
dla jakości procesu i jego kosztów, zaś metodologia
-
to jak najdokładniejsze
odzwierciedlenie stanu faktycznego. Zebrane wyniki pomiarów stanowią podstawę do analizy
jakości procesu w badanym punkcie. Wnioski wysnute z analizy pozwalają na
przeprowadzenie działań korygujących proces i jego poprawę. Całość cyklu powtarza się
dając w sumie ciągły postęp.
Pełna powtarzalność procesu jest tylko założeniem projektowym, zaś w praktyce
konieczna jest ocena jego zmienności i to niezależnie czy proces przebiega w sferze
produkcji, planowania, zaopatrzenia czy marketingu. ,,Six Sigma” wprowadza miernik
poziomu jakości procesu pozwalający porównać nieporównywalne dotąd, ze względu na swój
odrębny charakter, obszary naszej działalności na terenie przedsiębiorstwa. Jest nim DPMO
(Defect per Million Oportunities), określający nam liczbę błędów w stosunku do miliona
możliwości jego popełnienia. Matematyczną interpretację poziomu jakości Six Sigma
przedstawia poniższy rysunek.
7
- 1.5
+ 1.5
CP=2
CPK=1.5
CP= CPK=2
CP=2
CPK=1.5
POZORNE ZERO
DEFEKTÓW
( 3.4 ppm)
POZORNE ZERO
DEFEKTÓW
( 3.4 ppm)
ZMIANA
CZĘŚCI LUB PROCESU
- 6
- 5 - 4 - 3
- 2 - 1
0
1
2
3
4
5
6
SZEROKOŚĆSPECYFIKACJI PROJEKTOWEJ SIX SIGMA
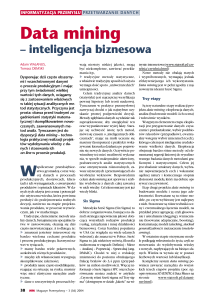
Rys. 2. Six Sigma dopuszcza jedynie 3.4 wady na 1 milion sposobności
1.5 - niestabilność procesu ( wyznaczona empirycznie )
CP - wskaźnik zdolności, wymiar rozrzutu procesu w stosunku do wymaganych tolerancji,
CPK - wskaźnik zdolności, wymiar rozrzutu oraz położenia, zdolności procesu w stosunku do
wymaganych tolerancji.
Zmienność każdego procesu określa się liczbowo poprzez oszacowanie wartości
średniego odchylenia kwadratowego dla określonej wielkości próbki losowej pobranej z
procesu (pomiar newralgicznego parametru decydującego o jakości i kosztach procesu).
Poziom jakości Six Sigma w danym miejscu procesu oznacza, że odchylenie standardowe
pomiarów mieści się w założonym przedziale specyfikacji 12 razy. Uwzględniając
wartości średniej, otrzymujemy przy poziomie Six Sigma minimalną odległość wartości
średniej z próbki do którejkolwiek granicy specyfikacji. Odległość ta wynosi 4.5, co oznacza,
8
że prawdopodobieństwo wystąpienia błędu w analizowanym miejscu procesu wynosi
0.0000034.
Dla większości przedsiębiorstw takie prawdopodobieństwo wystąpienia błędów to
nierealny świat marzeń. Większość tabel współczynników w normach i tablic statystycznych
ogranicza się do prezentowania trzech poziomów odchyleń standardowych, przez co stają się
bezużytecznymi dla metodologii Six Sigma.
Rozważmy więc czy 99% pewności, że efekt procesu w badanym miejscu jest pozytywny,
to wielkość nas zadawalająca ? Otóż jeżeli proces składa się z więcej niż jednego etapu o 99%
pewności każdy, to efekt końcowy takiego procesu wynosi:
liczba etapów
prawdopodobieństw
prawdopodobieństwo
o
procesu
pozytywnego efektu
pozytywnego efektu
pojedynczego etapu
procesu
2
0.99
0.992 = 0.980
10
0.99
0.9910 = 0.904
100
0.99
0.99100 = 0.366
1500
0.99
0.991500
1500
0.999
0.9991500 = 0.223
1500
0.9999
0.99991500 = 0.861
1500
0.9999966
0.99999661500 = 0.995
Widzimy, że przy bardziej skomplikowanych procesach, składających się z około 1500
kroków, dopiero 3.4 błędu na milion możliwości jego popełnienia w każdym kroku, daje nam
efekt końcowy 99.5% wyrobów dobrych.
Osiągnięcie poziomu Six Sigma wymaga dogłębnego zrozumienia przyczyn zmienności
procesów, przeprowadzenia analizy tych przyczyn i kosztów usterek zarówno wewnętrznych
jak i zewnętrznych. Zastosowania narzędzi i technik analitycznych zmniejszających
prawdopodobieństwo powstania błędu już w fazie projektowania procesu (DOE, FMEA)
W naszą działalność musi zostać wbudowana nowa filozofia systematycznego
usprawniania, a nie zajmowanie się tylko sytuacjami wymagającymi doraźnej interwencji. W
9
tym celu stale winna być prowadzona identyfikacja obszarów wymagających długofalowej
poprawy, oraz bezzwłocznie podejmowane czynności usprawniające.
Jak z powyższego widać Six Sigma nie zajmuje się działaniem na gotowym wyrobie
(kontrolą wyrobu, eliminującą produkty wadliwe), lecz skupia się na działaniach
prewencyjnych (w procesach) zmniejszających prawdopodobieństwo powstania wyrobu
niezgodnego ze specyfikacją, w szerokim rozumieniu słowa wyrób. Jako kompleksowy
system sterowania jakością znajduje zastosowanie w każdej dziedzinie naszej działalności na
terenie przedsiębiorstwa.
Proces wyboru i definiowania projektów Six Sigma bywa często nazywany „piętą
achillesową” całej koncepcji. Bywa tak nazywany nie dlatego, że miliardy dolarów
zaoszczędzone przez „organizacje Six Sigma” to skumulowany wynik dobrze wybranych,
zdefiniowanych i zrealizowanych projektów. Nie dlatego też, że poprawnie zdefiniowany
projekt to podstawa przyszłego sukcesu. Bywa tak nazywany dlatego, że o ile projekt
właściwie zdefiniowany nie gwarantuje powodzenia, o tyle projekt źle zdefiniowany jest
niemal 100% gwarantem porażki. Co więcej, wybór niewłaściwych projektów w
przedsiębiorstwie, szczególnie na początku wdrożenia, prowadzi nieuchronnie do fiaska
programu Six Sigma. Źle zdefiniowane projekty nie przynoszą oczekiwanych oszczędności,
zaczynają się przedłużać, a ludzie stają się sfrustrowani brakiem widocznych efektów
pomimo włożonego wysiłku... To wszystko prowadzi powoli (ale pewnie) do przeniesienia
uwagi (i zasobów) na inną inicjatywę.
Dlaczego sześć odchyleń od zmiennej ?
Zgodnie z wykresem odchylenia standardowego, tylko 2 bilionowe wykresu wychodzą poza 6
sigma, gdy program Six Sigma mówi o 3,4 milionowych. Taka wartość występuje dla 4,5
sigma oraz 1,5 sigma przesunięcia. Te wartości promował Mikey Harry około roku 1980,
wyprowadził je z obserwacji i praktyki, a nie z teoretycznych danych. Prawdopodobnie
oznacza to, że rozkład nie był do końca normalny, jak to się często zdarza. Używa się ich jako
modelu zmian, gdyż defekty produkcyjne często nie podlegają normalnemu rozkładowi
standardowemu, zamiast tego, "przesuwają" w czasie, większość problemów pojawia się po
jednej stronie wykresu, co bez przesunięcia powodowało by więcej niż 3,4 DPMO. W Six
Sigmie proces może przesunąć się o 1,5 i dalej pozostać w wartościach 3,4 DPMO.
Donald J. Wheeler uważa iż przesunięcie 1,5 jest nie właściwe, argumentuje iż takie praktyki
transformują proces 4,5 sigma (3,4 DPMO) w 6 sigma. Jednak takie argumenty są właściwe
10
jedynie dla danych krótko okresowych, gdyż tylko wtedy 1,5 jest odejmowany od wyniku.
Gdy wynik 3,4 DPMO wskazuje na proces o wartości 3 sigma, a nie 6 sigma. W przypadku
danych długo okresowych przesunięcie procesu zostało wliczone, i nic więcej się nie
odejmuje.
Sześć Sigma to nie tylko statystyka
Wbrew nazwie celem programu zarządzania jakością Six Sigma jest przede wszystkim
redukcja kosztów wytwarzania i opieki nad produktem. Można powiedzieć, że jakość Sześć
Sigma to "produkt uboczny" w tym programie. Dlaczego? Zaobserwowano, że olbrzymia
część kosztów prowadzenia działalności związana jest z wykrywaniem i usuwaniem usterek
wynikających z procesu wytwarzania produktu. Im mniejsza ilość braków powstaje i im
szybciej są wykrywane tym mniejszy jest całkowity koszt ich usunięcia. Dlatego metodą na
obniżanie kosztów jest takie prowadzenie procesów biznesowych, aby przede wszystkim
eliminować bądź ograniczać przyczyny występowania usterek, a jeśli już wystąpią, to jak
najszybciej je wykrywać. Doskonalenie Procesów Biznesowych odbywa się w trybie
projektów doskonalących mających na celu nie tylko poprawę jakości, ale przede wszystkim
uzyskanie wymiernej korzyści finansowej wynikającej z tej poprawy. Nadzór nad realizacją
tych projektów sprawują wewnętrzni konsultanci nazywani (w zależnosci od zakresu
projektów jakie prowadzą) Green Belt, Black Belt i Master Black Belt. Dalszymi
zdefiniwanymi rolami w Six Sigma są Zarząd - odpowiedzialny za wizję Six Sigma i
Championi - odpowiedzialni za integrację różnych projektów Six Sigma.
Podstawą wdrożeń Six Sigma jest tak zwany DMAIC - Define / Definiuj, Measure / Mierz,
Analyze / Analizuj, Improve / Implementuj poprawę i Control / Controluj (żartobliwa polska
nazwa, gdyż w polskim odpowiedniku nie występuje litera c). Pod tymi pojeciami kryją się:
zdefiniowanie celów poprawy, pomiar aktualnych parametrów, analiza czynników mających
wpływ na proces, zaproponowanie i wdrożenie zmian oraz sprawdzanie czy uzyskane efekty
są zgodne z założeniami.
Doskonalenie w Six Sima rozpoczyna się od obszarów o najniższej jakości, gdzie projekty
doskonalące najniższym kosztem przyniosą największe efekty. Następnie podnosi się jakość
w kolejnych obszarach. Uważa się, że uzyskanie poprawy jakości powyżej 5 Sigma wymaga
narzędzi do SPC - Statystycznej Kontroli Procesów. Najpopularniejszym pakietem
statystycznym w Six Sigma jest Minitab, pewną popularność uzyskały również JMP,
11
Statistica oraz różne nakładki na Microsoft Excel. Narzędzia te są wspierane
oprogramowaniem do zarządzania projektami i zasobami oraz narzędziami do mapowania,
symulacji i analizy procesów biznesowych np. iGrafx Process For Six Sigma lub nakładkami
na Microsoft Visio.
finalnego jako cel strategiczny w konkretnym roku musi zdawać sobie sprawę, że wymagać to
będzie aktywnego włączenia się do wdrożenia i realizacji projektu wszystkich pracowników,
na każdym stanowisku pracy, a także systemu szkoleń wyjaśniających cele tego działania,
oraz uczących sposobów korzystania z narzędzi pracy zespołowej, narzędzi technik i metod
Six Sigma oraz czasami bardzo wyrafinowanych matematycznych narzędzi analizy, Całość
zagadnień związanych z narzędziami, technikami i metodami oferowanymi przez Six Sigme
ujęte być musi. w cykl szkoleń uczących ich wykorzystania w realizowanych projektach oraz
codziennej pracy jako części kultury przedsiębiorstwa
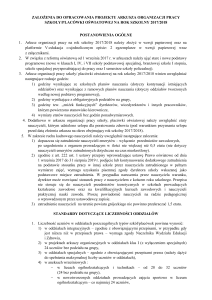
W zależności od jakościowego poziomu procesów, wyrażonego w ZB (liczbowy wskaźnik
jakości procesu), program Six Sigma zaleca skupić główny nacisk na:
S
IG
M
A
1
2
3
4
5
6
1
LU
D
ZIE
0,1
DPO
P
R
O
C
E
S
0,01
P
R
O
JE
K
T
0,001
0,0001
0,00001
0,000001
Rys. 3. Gdzie skierowany jest główny wysiłek
Jeśli chodzi o szkolenie ludzi - to celem powinien być poziom wiedzy załogi, a nie liczba
godzin przeznaczonych na kształcenie. Każdy z pracowników powinien umieć udzielić
odpowiedzi na kilka podstawowych pytań dotyczących wyrobu i procesu, w którym
uczestniczy, świadczących o znajomości tych zagadnień. Kadra kierownicza zaś powinna
12
umieć posługiwać się w swej pracy narzędziami wspomagającymi procesy decyzyjne. Six
Sigma wykorzystuje wszystkie zdobycze z zakresu narzędzi statystycznych, oraz wszystko co
prowadzi do jak najgłębszej analizy procesu i pozwala na podjęcie trafnych i skutecznych
kroków poprawiających proces.
Zmniejszenie zmienności procesu
Opracowanie strategii „Six Sigma” było odpowiedzią na zadanie postawione firmie
Motorola w 1987 roku przez jej prezesa Boba Galvina, aby poprawić jakość produktów i
usług do 1989 roku 10 – krotnie, do 1991 roku 100 – krotnie, a do 1992 roku osiągnąć poziom
jakości „Six Sigma”, tzn. 3 -4 wady na milion możliwości. Zmniejszenie wadliwości i
związane z tym działania miały być środkiem do osiągnięcia nowego celu strategicznego –
kompleksowej satysfakcji klienta (total customer satisfaction). Prezes Motoroli opisał to
następująco, że jeżeli zatroszczymy się o klienta lepiej niż konkurencja, to biznes zatroszczy
się o nas. Zatwierdził w ten sposób pomysł pracującego w firmie inżyniera jakości Billa
Smitha (później został wiceprezesem firmy), który postulował, aby wymagania jakościowe
dla poszczególnych kroków procesu produkcyjnego i elementów składowych były znacznie
wyższe niż dla wyrobu finalnego. Był to sposób na obniżenie wadliwości wyrobów
końcowych.
W 1988 roku Motorola zdobyła prestiżową amerykańską nagrodę jakości „Malcolm
Baldridge National Quality Award”, dzięki czemu nowa metoda zyskała sławę i uznanie na
świecie, a jej skuteczność podkreśliło ogłoszenie przez firmę, że „Six Sigma” przyniosło 4
miliardy dolarów oszczędności. W rezultacie nowe podejście do jakości zaczęły stosować
inne znane firmy. Wśród nich dużą rolę odegrał General Electric oraz firma Allied Signal. Z
czasem „Six Sigma” stało się tak znane jak TQM, czy ISO-9000.
Idea „kompleksowej satysfakcji klienta” przesuwała zakres, w jakim producent
interesował się odbiorcą wyrobu. Przestawało wystarczać zadowolenie klienta z tego, co
kupował. Klient miał być zadowolony także z kompetencji sprzedawcy, metody zapłaty,
dostępności produktu lub usługi, wsparcia technicznego i szeregu innych elementów
należących do „otoczenia wyrobu”. Równocześnie zmodyfikowano definicję „wady”. Był nią
jakikolwiek brak satysfakcji klienta, przy czym klientem stawała się każda następna osoba
uczestnicząca w produkcji, aż do ostatecznego klienta – nabywcy wyrobu końcowego.
Takie zdefiniowanie wady i klienta przez Motorolę znalazło odbicie w zastosowaniu
określonych metod i narzędzi analizy. Podstawowym miernikiem jakości stała się liczba wad
w produkcie końcowym wyrażana prze liczbę wad na jednostkę produktu (TDU – ang. total
defects per unit). Stwierdzono, że wielkość ta przekazuje dużo więcej informacji o jakości niż
13
wcześniej stosowany wskaźnik – liczba wadliwych produktów. Ponadto wady wykryte
podczas procesu produkcji zaczęto łączyć z wadami wykrytymi w czasie gwarancji i po jej
wygaśnięciu. Założono, że zmniejszenie liczby wad na jednostkę produktu zmniejszy
jednostkowy czas wytwarzania, awaryjność wyrobów zakupionych przez klienta, a zwłaszcza
liczbę wad ujawnionych we wczesnym okresie użytkowania wyrobu. W rezultacie wzrośnie
satysfakcja klienta i zmniejszą się przypadające na jednostkę produktu koszty wytworzenia i
obsługi gwarancyjnej. Założono również, że jeśli w czasie procesu produkcji nie zostanie
znaleziona żadna wada, to z dużym prawdopodobieństwem wady nie wystąpią także u klienta.
Przeniesienie punktu ciężkości w definiowaniu jakości na klienta oznaczało zmianę
znaczenia dotychczasowych wskaźników jakości. Podstawowymi punktami odniesienia stały
się granice specyfikacji. Z punktu widzenia Motoroli klienta interesuje, czy właściwość
jakościowa wyrobu, do której przywiązuje wagę, nie wykracza poza granicę specyfikacji –
górną (USL) i dolną (LSL). Nie ma zaś dla klienta znaczenia, czy wartości tej właściwości
świadczą o tym, że proces jest statystycznie uregulowany. Preferencje klienta dotyczące
granic specyfikacji przekładają się na decyzję zakupu wyrobu, a więc na dochód firmy.
Parametrami, które w podejściu Motoroli nabrały ogromnego znaczenia były współczynniki
zdolności procesu Cp i Cpk, wiążące granice specyfikacji ze statystycznym uregulowaniem
procesu opisanym teorią Shewharta.
Po wprowadzeniu w Motoroli „Six Sigma” zaczęto projektować wyroby tak, aby
zdolność procesów wynosiła Cp = 2. Nazwano to „odpornym projektowaniem”. Zaczęto dążyć
do zwiększenia „odporności” przez zwiększanie marginesu projektowania. Starano się, aby
granice specyfikacji USL i LSL, wynikające z potrzeb klienta, były znacznie większe od
naturalnych granic kontrolnych UCL i LCL.
Założono, że poprawienie „odporności projektowania”, czyli zwiększenie Cp dla
wszystkich kluczowych właściwości jakościowych wyrobu, zaowocuje zmniejszeniem TDU
(liczby wad na jednostkę produktu) oraz odpornością na intensywną eksploatację.
Zwiększenie marginesu projektowania nie mogło polegać na prostym zwiększeniu tolerancji
przez przesunięcie granic specyfikacji (LSL i USL). Sposobem na osiągnięcie tego celu było
zmniejszenie zmienności procesu równoznaczne z podwyższeniem zdolności od C p=1 do
Cp= 2.
Zliczanie TDU dotyczy wielu właściwości jakościowych. Najważniejsze dla producenta
są wady dotyczące tych właściwości jakościowych, które wpływają na satysfakcję klienta. W
Motoroli nazwano je „kluczowymi dla jakości”. Na tych właściwościach miało się
skoncentrować
„odporne
projektowanie”.
Ponadto
Motorola
wprowadziła
postulat
14
„współbieżnego projektowania”, polegającego na równoczesnym położeniu nacisku na
wszystkie właściwości kluczowe dla jakości już podczas projektowania wyrobu.
Struktura organizacyjna
Six Sigma opiera się na oryginalnym rozwiązaniu organizacyjnym wzorowanym na
systemie pasów w karate. Jego autorami są Mikel Harry, jeden ze współtwórców Six Sigma w
Motoroli, i Cliff Ames z firmy Unisys. W zależności od posiadanej wiedzy i stanowiska w
hierarchii systemu zarządzania jakością pracownicy mogą pełnić następujące role:
– członkowie wyższej kadry kierowniczej,
– czempioni,
– mistrzowie czarnego pasa,
– posiadacze czarnego pasa,
– posiadacze zielonego pasa.
W najnowszym projekcie „Six Sigma III – trzeciej Generacji” utworzony jest jeszcze
niższy stopień posiadacza białego pasa dla właścicieli procesów. Przyznanie białego pasa po
przeszkoleniu w podstawowych metodach jakościowych ma spowodować ich zaangażowanie
w udoskonalenie procesów. Dla lepszej efektywności dwóch lub trzech posiadaczy białych
pasów może utworzyć „zespół tygrysi”, aby wspólnie pracować nad kilkoma problemami.
W oparciu o system pasów, modelowy program Six Sigma wprowadzany jest w sześciu
fazach:
1. Wybór czempionów i mistrzów czarnego pasa w każdej jednostce organizacyjnej przez
kierownictwo. Zalecenie: 1 czempion na jednostkę, 1 mistrz czarnego pasa na 30
posiadaczy czarnych pasów.
2. Szkolenie czempionów i mistrzów czarnego pasa. Opracowanie planu realizacji Six
Sigma.
3. Wybór pierwszej grupy projektów przez czempionów i mistrzów czarnego pasa.
Wyznaczenie posiadaczy czarnych pasów i członków zespołów doskonalenia jakości.
Zalecenie: 1 posiadacz czarnego pasa na 100 zatrudnionych.
4. Szkolenie dla mistrzów czarnego pasa w zakresie prowadzenia szkoleń dla przyszłych
posiadaczy czarnego pasa i uczestników Six Sigma.
5. Szkolenia prowadzone przez posiadaczy czarnego pasa. Początek realizacji pierwszych
projektów.
6. Szkolenie posiadaczy zielonego pasa przez posiadaczy czarnego pasa. Zalecenie: 1
posiadacz zielonego pasa na 30 zatrudnionych.
15
Struktura organizacyjna Six Sigma opiera się na powszechnym zaangażowaniu kadry
kierowniczej. Takie wymaganie wprowadził jako jeden z pierwszych Jack Welsch w General
Electric, zaliczenie szkolenia w zakresie zielonego pasa stało się warunkiem awansu na
stanowisko kierownicze. Był on także inicjatorem premii pieniężnych dla osób
zaangażowanych w sprawy jakości. W systemie premiowym GE, 40% premii było
uzależnione od wyników zastosowania strategii Six Sigma. Widać tutaj zasadniczą różnicę w
porównaniu z TQM, gdzie zaangażowanie pracowników w ruch jakościowy miało odbywać
się na zasadzie pracy społecznej.
Wskaźniki opisujące proces
Six Sigma stawia sobie za cel minimalizowanie wadliwości nie tylko wykrywanej w
czasie produkcji, ale także w czasie używania wyrobu przez nabywcę. Wyrób będzie
traktowany za wadliwy i obciąży „produkcję”, gdy wady ujawnią się w czasie gwarancji, a
nawet po jej upływie.
Zjawiskiem, na które w Six Sigma zwrócono uwagę jest tzw. „ukryta fabryka” –
niejawne procesy i systemy rozwinięte przez pracowników, służące naprawianiu błędów i
korygowaniu niezgodności, ukrywane przed kierownictwem, zużywające czas i zapasy
organizacji. Istnienie ukrytej fabryki blokuje możliwość poprawy procesów i wpływ na
powstawanie ukrytych kosztów, błędnie przypisywanych zupełnie innym procesom.
Skuteczną metodą przeciwdziałania jest analiza procesów przy pomocy odpowiednich
parametrów.
Specjaliści Six Sigma krytycznie oceniają wskaźnik wydajności pierwotnej (first time
yield) oraz wskaźnik wydajności końcowej (final yield) – klasyczne wskaźniki wydajności
używane w produkcji. Pierwszy z nich obliczany jest jako stosunek liczby wyrobów
skontrolowanych po zakończeniu danego etapu procesu. Służy do mierzenia jakości procesu.
Zwykle pokazuje stan po zadziałaniu „ukrytej fabryki”. Nie uwzględnia liczby wad
przypadających na jednostkę produktu (TDU) oraz nie uwzględnia wszystkich procesów
potrzebnych do wyprodukowania wyrobu. Informuje, jak firma sobie radzi z realizowaniem
ilościowego planu produkcji. Korelacja między tym wskaźnikiem, a poziomem kosztów jest
niewielka.
Drugi ze wskaźników obliczany jest jako stosunek liczby wyrobów pozbawionych wad
po ostatnim etapie danego procesu do liczby wyrobów na początku procesu. Wyraża
prawdopodobieństwo, że wyrób z powodzeniem przejdzie test jakości przeprowadzony na
zakończenie procesu produkcji.
16
W zamian Six Sigma opisuje proces przy pomocy obliczanych na podstawie liczby wad,
a nie na podstawie liczby wadliwych wyrobów.
Wskaźnik wydajności przejściowej – w metodologii Six Sigma jest odpowiednikiem
wskaźnika wydajności pierwotnej. Wyraża prawdopodobieństwo, że wyrób z
powodzeniem przejdzie testy jakości przeprowadzane po danym etapie procesu
produkcji. Jest obliczany na podstawie całkowitej liczby cech krytycznych dla jakości
wyrobu, a więc określa również prawdopodobieństwo spełnienia wymagań klienta po
danym etapie procesu. Zależy również od złożoności wyrobu – im bardziej złożony
wyrób tym więcej cech krytycznych dla jakości.
Wskaźnik wydajności mierzonej w toku – prawdopodobieństwo, że po przejściu całego
procesu produkcyjnego wyrób będzie pozbawiony wad (prawdopodobieństwo, że
wyrób z powodzeniem przejdzie kontrolę po każdym etapie procesu oraz na
zakończenie procesu produkcji). Daje większą pewność, że wady nie ujawnią się w
okresie gwarancji i po jej upływie.
Wskaźnik wydajności znormalizowanej – przeciętny wynik wydajności przejściowej,
jakiego można oczekiwać na dowolnym etapie procesu, obliczany jako pierwiastek n –
tego stopnia ze wskaźnika wydajności mierzonej w toku, gdzie n jest liczbą etapów
procesu.
W przeciwieństwie do wskaźników klasycznych (wydajności pierwotnej i wydajności
końcowej) wskaźniki stosowane w Six Sigma wskazują wysoki poziom korelacji z
pracochłonnością, kosztami, długością cyklu produkcyjnego oraz zapasami.
Wskaźnik „sigma”
Metodą, która wyróżnia Six Sigma od innych podejść do zarządzania jakością jest
mierzenie wadliwości przy pomocy jednostki „sigma”. Pomimo zbieżności nazwy nie jest to
odchylenie standardowe, jedynie miara zmienności procesu określana na podstawie
wskaźników wydajności.
Proces opisuje się jako K-sigma, gdzie K jest liczbą otrzymaną z podzielenia połowy
zakresu specyfikacji przez odchylenie standardowe procesu przy założeniu, że proces jest
wycentrowany.
Poziomowi jakości K-sigma odpowiada wadliwość wyrażona liczbą wad na milion
możliwości wystąpienia.
17
Zauważono, że rzeczywista wadliwość wyrobu finalnego jest dużo większa od
oczekiwanej na podstawie operacji kontrolnych. Uznano, że istnieją dwa powody tego
zjawiska:
1.
złożona budowa wyrobu – rozbieżność rośnie z liczbą części składowych;
2.
dryf wartości średniej procesu dochodzący do 1,5σ.
Pierwsza przyczyna wydaje się być oczywista. Skoro prawdopodobieństwo poprawnego
działania złożonego wyrobu jest iloczynem prawdopodobieństw poprawnego działania
elementów składowych (przy założeniu niezależności zdarzeń), wyrób ten będzie działał
poprawnie jeśli wadliwość elementów składowych będzie bliska zero. Druga przyczyna budzi
kontrowersje. Nawet jeśli przyjmiemy, że istnieje dryf średniej procesu, to przesunięcia
wartości średniej charakterystyki jakościowej nie może być z góry przyjmowane jako 1,5σ.
Wartość przesunięcia i jego typ wymaga każdorazowo zbadania.
W metodologii Six Sigma zakłada się, że obliczone wskaźniki wydajności dotyczą
rozkładu normalnego przesunięcia o 1,5σ.
Strategia przełomu
Six Sigma zakłada, że „codzienna” wadliwość oscyluje wokół ustalonego poziomu
średniego. Czasami występują chwilowe załamania wadliwości spowodowane problemami z
kategorii sporadycznych. Kierownictwo powinno dążyć do jak najszybszego zlikwidowania
tych problemów, dzięki czemu wadliwość będzie utrzymywana na możliwie najniższym
poziomie. Najmniej, nawet po zlikwidowaniu zidentyfikowanych problemów sporadycznych
wadliwość nadal będzie występowała, a jej miarą może być przeciętny poziom wad. Za ten
rodzaj wad odpowiadają tzw. problemy długotrwałe.
Powyższy problem dobrze opisuje teoria Shewharta, która uznaje występowanie dwóch
rodzajów zmienności właściwości jakościowej. Zmienność przypadkowa powstaje z przyczyn
losowych zwanych też przyczynami ogólnymi. Spowodowana jest wieloma, stale obecnymi
przyczynami, które trudno jest rozpoznać. Każda z przyczyn stanowi mały składnik całej
zmienności, nie mający znaczącego wpływu, ale suma udziałów wszystkich przyczyn
losowych jest mierzalna. Zakłada się również, że jest nieodłączna dla procesu. Uwidacznia się
na
przykład
w
postaci
odchyleń
właściwości
jakościowej
procesu
statystycznie
uregulowanego. W takim przypadku jej miarami mogą być współczynniki zdolności. W
metodologii Six Sigma zmienności z przyczyn losowych odpowiadają odchylenia wadliwości
spowodowane problemami długotrwałymi.
18
Drugi typ zmienności opisany w teorii Shewharta dotyczy zmian w procesie
spowodowanych przyczynami identyfikowalnymi (inna nazwa – przyczyny specjalne), które
nie są nieodłączne dla procesu i mogą być zlikwidowane. W Six Sigma zmienności z przyczyn
specjalnych odpowiadają odchylenia wadliwości spowodowane problemami sporadycznymi.
Jak z tego wynika, problemy z kategorii sporadycznych powinny być usuwane na bieżąco i w
ten sposób prowadzić do poprawy procesu. Problemy z kategorii długotrwałych wymagają
zmiany samych procesów, ich przeprojektowania.
Stosowana w ramach metodologii Six Sigma strategia przełomu jest metodą
rozwiązywania problemów długotrwałych. Obejmuje ona osiem faz:
1. rozpoznanie (stanu przedsiębiorstwa lub problemów operacyjnych),
2. (D) definiowanie (planów poprawy wyników przedsiębiorstwa lub projektów Six Sigma),
3. (M) pomiar (systemów przedsiębiorstwa, wyników projektów Six Sigma lub cech
krytycznych dla jakości),
4. (A) analizę (różnic na podstawie benchmarkingu, odchylenia wyników od celów
operacyjnych, zmienność procesu),
5. (I) usprawnianie (systemu zarządzania przedsiębiorstwem, systemu zarządzania
projektami Six Sigma lub badanie przyczyn zmienności właściwości jakościowej),
6. (C) kontrolę (cech sytemu istotnych dla rentowności, systemu zarządzania projektami,
zmiennych procesu, określenie zdolności procesu),
7. standaryzację (najlepszych systemów lub rozwiązań w zarządzaniu),
8. integrację (najlepszych rozwiązań z procesem planowania strategicznego lub z
procedurami funkcjonowania przedsiębiorstwa).
Podstawowe fazy 2, 3, 4, 5, 6 oznaczone są skrótem DMAIC od angielskich słów:
define, measure, analyze, improve i control.
Zakłada się równoczesne realizowanie strategii przełomu na trzech poziomach:
–
przedsiębiorstwa,
–
operacyjnym,
–
procesu.
Zakres czynności obejmowanych przez fazy 1 – 8 zależy od poziomu, na którym
realizowana jest strategia przełomu. Na poziomie procesu występują tylko fazy DMAIC.
Strategia przełomu Six Sigma wykazuje wiele cech wspólnych z cyklem Shewharta –
Deminga oraz z zarządzaniem hoshin stosowanym w TQM.
19
Hoshin polega na wyznaczeniu sprecyzowanego celu i mobilizacji pracowników.
Realizowany jest na kilku poziomach, od planowania celów strategicznych po ustalanie
działań na dany dzień.
Na poziomie procesu stosuje się cykl Shewharta – Deminga PDCA (plan, do, check,
act), a na poziomie kierownictwa cykl SDCA (standardize, do, check, act). Kierownictwo na
podstawie analizy powtarzającej się fazy A procesu koryguje obowiązujące standardy. Na
przykład, na podstawie analizy kart Shewharta zmienia się wartość granic kontrolnych UCL i
LCL, gdy nastąpi zmniejszenie zmienności mierzonej właściwości.
Strategia przełomu Six Sigma jest metodą bardziej uporządkowaną. Wyznacza sztywne
ramy ośmiu faz realizowanych na trzech poziomach. Ponadto poszczególne fazy
opracowywane
są
przez
osoby
o
odpowiednich
kompetencjach.
Na
poziomie
przedsiębiorstwa działa kierownictwo i czempioni, na poziomie operacyjnym – posiadacze
czarnych pasów, a na poziomie procesu – posiadacze czarnych pasów i zielonych pasów.
Strategia przełomu może być szczególnie przydatna do likwidowania problemów
długotrwałych, a więc do udoskonalenia procesu przez zmniejszanie jego rozrzutu
mierzonego współczynnikami zdolności.
Koszt Six Sigma
Ostatecznym celem Six Sigma było od samego początku zwiększenie rentowności
firmy. Mówiło się o tym wprost w przeciwieństwie do kompleksowego zarządzania jakością
(TQM), które postulowało zaspokajanie potrzeb klienta, natomiast nie wiązało bezpośrednio
doskonalenia jakości z pieniędzmi, które firmie miało przynieść doskonalenie jakości. Zysk
miał się pojawić automatycznie. Postulowano, aby nie płacić dodatkowo członkom kół
jakości działającym po godzinach pracy. Podobnie pierwsze wersje norm ISO-9000 w ogóle
nie zajmowały się dochodowością firmy, a jedynie systemem zarządzania. Krytycy zwracali
uwagę, że certyfikat zgodności z ISO-9000 mogła otrzymać firma nierentowna.
W Six Sigma kładzie się nacisk na opłacalność doskonalenia jakości i analizę kosztów.
Nakłady na jakość maleją w miarę jej polepszenia, ale tylko do pewnego punktu. Po jego
przekroczeniu polepszenie jakości powoduje gwałtowny wzrost kosztów. Z punktu widzenia
opłacalności inwestowanie w jakość wyrobu ma sens, jeśli klient jest gotowy zapłacić za
polepszone właściwości.
Zmniejszenie zmienności właściwości jakościowej pozwala na dalsze obniżenie
nakładów na jakość. Dla procesu 3-sigmowego polepszenie jakości spowoduje gwałtowny
20
wzrost nakładów. Jeśli uda się zmniejszyć zmienność do 6σ nakłady na jakość spadną.
Margines zysku producenta jednocześnie zwiększy się.
Po wprowadzeniu strategii Six Sigma można spodziewać się średniego wzrostu
rentowności o 6-8%. Pracownicy, którzy przyczynili się do wzrostu dochodu powinni być
wynagradzani. Z dodatkowego zysku mają korzystać wszyscy, którzy go wypracowali, nie
tylko udziałowcy i liderzy firmy. M. Harry postuluje, aby przynajmniej 30% pensji dyrektora
naczelnego i pensji kierowników wyższego szczebla było uzależnione od wyników projektów
Six Sigma. Posiadacze czarnych pasów byliby wynagradzani po wygenerowaniu dochodów o
określonej wysokości, przy czym zalecaną formą nagrody są opcje na akcje firmy. Takie
rozwiązanie zapobiega zwalnianiu się właścicieli czarnych pasów i zachęca ich do pozostania
dłużej w firmie.
Wpływ Six Sigma na organizację i potencjalne korzyści
W 1988 roku, powszechne było przekonanie, że wychwalana przez Boba Galvina nowa
strategia Six Sigma jest niczym więcej jak tylko rozszerzeniem akceptowalnej zdolności
procesu z 3 na 6 sigma. Z każdym rokiem jednak, zaczęło przybywać organizacji, które
otwarcie mówiły, że są organizacjami Six Sigma. Obecnie, grono organizacji Six Sigma stale
się powiększa, a sama strategia, rozprzestrzenia się z niezwykłą prędkością trafiając nie tylko
do zakładów produkcyjnych, ale też banków, szpitali czy firm internetowych (np.: Terra
Lycos). Wyjątkowość Six Sigma polega między innymi na tym, że jej właściwa
implementacja przynosi rzeczywiste, wymierne korzyści, mierzone w dolarach, euro czy
jenach. W odróżnieniu od np. certyfikowanych systemów jakości czy TQM, Six Sigma w
sposób bardzo oczywisty przekłada się na tak istotne dla każdej organizacji pieniądze.
Oszczędności uzyskane przez pionierów Six Sigma są niezwykle imponujące:
-
w trakcie 11 lat stosowania Six Sigma Motorola zaoszczędziła ok. 15 miliardów
dolarów,
- General Electric – ok. 2 miliardy dolarów zaoszczędzone w samym tylko roku 1999,
- American Express – średnio 285 tysięcy dolarów na każdym projekcie.
W statystyce sigma oznacza odchylenie standardowe zmiennej. Sześć sigm oznacza
sześciokrotną odległość standardową. Celem programu jest zmiejszenie liczby defektów do 3
-4 defektu na milion okazji. Panowały opinie, iż taka sytuacja jest niemożliwa i już procesy o
21
wartości 3 sigmy były akceptowane (67000 DPMO - czyli defektów na milion okazji).
Obecnie liderzy osiągają wartość 6 sigm w wielu procesach
Podsumowanie
Kluczowe elementy strategii „Six Sigma”, które świadczą o jej odrębności i warunkują
jej skuteczność to: nowe spojrzenie na jakość, specyficzny podział zadań (infrastruktura), a
także cykl DMAIC. Pominięcie któregoś z tych elementów grozi fiaskiem inicjatywy Six
Sigma.
Rozważając na przykład wyrób składający się z 100 części i produkowany w procesie
mającym 8 kroków, przy założeniu, że przejściowy wskaźnik wydajności wynosi 99.73%
(krytykowany poziom jakości 3σ), wskaźnik wydajności mierzonej w toku będzie wynosił
0.9973800=0.115. Oznacza to, że na 10000 wyprodukowanych wyrobów tylko 1150 będzie
wolne od wad. Taka sytuacja jest trudna do zaakceptowania. W przypadku poziomu jakości
6σ wskaźnik wydajności przejściowej wynosiłby 99.99966%. Wtedy wskaźnik wydajności
mierzonej w toku będzie wynosił 0.9999966800=0.9973 dla całego wyrobu. Czyli na 10000
wyprodukowanych wyrobów 9973 będzie pozbawionych wad.
Przykład pokazuje, że dopiero wskaźnik zdolności procesu Cp bliski wartości 2
(przejściowy wskaźnik wydajności 99.99966%) daje akceptowalny poziom jakości w
przypadku złożonych procesów produkujących wyroby składające się z wielu części. Te
obliczenia są nadmiernie pesymistyczne, ponieważ niesłuszne jest założenie niezależności
między poszczególnymi krokami produkcji i poszczególnymi częściami.
Można wyróżnić dwa punkty widzenia:
– inżyniera jakości, dla którego celem jest zmniejszenie zmienności procesu w taki
sposób żeby (USL – LSL/2) = 6σ lub
– kierownictwa lub klienta, którym bardziej odpowiada opisanie właściwości
jakościowej w postaci liczby wad na milion możliwości.
Aby osiągnąć cel kierownictwa lub klienta, łatwiej i taniej jest doprowadzić najpierw do
wycentrowania procesu przez zlikwidowanie dryfu wartości średniej, a dopiero zająć się
zmniejszeniem wariancji, czyli przechodzeniem na wyższy poziom sigma. Zgodnie z teorią
Shewharta brak wycentrowania procesu może być związany z występowaniem przyczyn
specjalnych. Aby proces wycentrować należy te przyczyny zlikwidować. Jeżeli nie ma
przyczyn specjalnych, wycentrowanie wymaga pewnej – często prostej – zmiany procesu.
Zmniejszenie wariancji procesu wymaga likwidacji niektórych przyczyn naturalnej
zmienności procesu. Jest to bardziej skomplikowane i wymaga zazwyczaj specjalnych decyzji
kierownictwa.
22
Niezależnie od kontrowersji wokół przesunięcia 1.5σ, nawet przeciwnicy Six Sigma
podkreślają, że metoda jest bardzo efektywna w tworzeniu wewnętrznej projakościowej
kultury firmy, budowaniu jakościowej infrastruktury i propagowaniu odpowiednich narzędzi.
Poprzez podkreślenie, że miarą poprawy jakości jest wzrost rentowności, w naturalny sposób
uzyskuje poparcie kierownictwo organizacji.
Literatura:
– James R. Thompson, Jacek Koronacki, Jacek Nieckuła „Techniki zarządzania
jakością: od Shewharta do metody "Six Sigma"” Warszawa: EXIT, 2005
–
http://www.6sigma.pl/
23