Biuletyn
informacyjny
White
Paper
Działanie technologii DEXA
i sposób pomiaru zawartości tłuszczu w mięsie
What is DEXA Technology
TECHNOLOGIA
and How Does it Measure Fat Content of Meat?
Spis treści
1.
Czym są promienie Rentgena?
2.
Zasady kontroli rentgenowskiej
2.1 Contents
Elementy systemu detekcji rentgenowskiej
What Arepromieniowania
X-rays?
2.21. Generator
rentgenowskiego
2.32. Wiązki
promieniowania
rentgenowskiego
Principles
of X-ray Inspection
2.42.1Detektor
rentgenowski
What Makes
up an X-ray System?
2.52.2Tworzenie
obrazu
X-ray Generator
3.
Zasada działania technologii DEXA
2.3 X-ray Beams
3.1 Sposób pomiaru zawartości chudego mięsa (CL)
2.4przy
X-ray
Detector
użyciu
technologii DEXA
4. 2.5Gospodarowanie
tłuszczem
Building an Image
5. 3. Zastosowania
How Does DEXA Technology Work?
6. 3.1Podsumowanie
How Does DEXA Measure Chemical Lean?
4.
Fat Management
5.
Applications
6.
Conclusion
EAGLE
Product Inspection
Biuletyn informacyjny
Działanie technologii DEXA
i sposób pomiaru zawartości tłuszczu w mięsie
Technika absorpcjometrii wiązek promieniowania o dwóch różnych energiach (DEXA)
jest od dawna znana w medycynie, gdzie od wielu lat wykorzystywana jest do pomiaru
gęstości kości. Zwykle stosowana jest do diagnozowania osteoporozy i innych schorzeń
powodujących ubytek masy kostnej, oraz do pomiaru składu chemicznego ciała. Również
skanery montowane na lotniskach działają w oparciu o technologię DEXA, która umożliwia
im wykrywanie wszystkich obiektów, od owoców i substancji organicznych po materiały
wybuchowe i broń.
W miarę zmniejszania się marży przemysł mięsny zaczyna dostrzegać potencjał technologii DEXA jako
nieinwazyjnej i bardzo precyzyjnej metody pomiaru zawartości chudego mięsa (CL) lub tłuszczu w mięsie
trybowanym i mielonej wołowinie na linii produkcyjnej.
Dzięki określeniu zawartości chudego mięsa w mięsie świeżym, schłodzonym lub mrożonym, technologia DEXA
umożliwia zakładom przetwórstwa mięsnego kontrolowanie 100 procent przetwarzanego produktu w czasie
rzeczywistym, a ponadto pozwala poprawić wynik finansowy oferując niespotykane dotychczas możliwości
gospodarowania tłuszczem.
Czym jednak jest technologia DEXA, jak funkcjonuje i jakie korzyści oferuje dla przemysłu mięsnego?
Celem tego biuletynu jest szczegółowe omówienie technologii, która staje się globalnym standardem pomiaru
zawartości chudego mięsa.
Choć biuletyn jest skierowany do wszystkich zaangażowanych w produkcję lub przetwórstwo mięsa,
w tym do kierowników zakładów, kierowników ds. jakości w ubojniach bydła i drobiu, oraz do pracowników
pakowni, zakładów dystrybucyjnych i przetwórczych, dla uproszczenia są tu oni określani łącznie jako
„zakłady przetwórstwa mięsnego”.
DEXA jest zaawansowaną formą technologii rentgenowskiej i najnowszym osiągnięciem, jeśli chodzi
o zastosowanie promieniowania rentgenowskiego do kontroli produktów. Została zaprojektowana tak,
by rozróżniać materiały na podstawie ich liczby atomowej, co umożliwia skanowanie mięsa trybowanego
i mielonej wołowiny w czasie rzeczywistym w celu analizy ich składu chemicznego.
Dlatego też w pierwszej części biuletynu wyjaśnimy, czym jest promieniowanie rentgenowskie i omówimy
główne elementy i zasady funkcjonowania systemu detekcji rentgenowskiej, a następnie skoncentrujemy
się na szczegółowym opisie funkcjonowania technologii DEXA i przeanalizujemy najważniejsze płynące
z niej korzyści oraz typowe zastosowania w przemyśle mięsnym.
2
Biuletyn
informacyjny
EAGLE
1. Czym są promienie Rentgena?
2. Zasady kontroli rentgenowskiej
Promieniowanie rentgenowskie jest jednym z kilku
rodzajów źródeł promieniowania występujących
w przyrodzie. Jest to niewidzialna forma promieniowania
elektromagnetycznego, obejmującego też fale radiowe
i światło widzialne. Wszystkie rodzaje promieniowania
elektromagnetycznego należą do wspólnego
kontinuum zwanego spektrum promieniowania
elektromagnetycznego (Ilustracja 1). Rodzaje
promieniowania w spektrum uszeregowano według
częstotliwości i długości fali. Na jednym jego krańcu
znajdują się fale radiowe (o dużej długości fali),
zaś na drugim – promieniowanie gamma
(o krótkiej długości fali).
W uproszczeniu, w systemach detekcji
rentgenowskiej wykorzystuje się generator promieni
Rentgena, który kieruje wiązkę promieniowania
rentgenowskiego o niskiej energii na czujnik lub
detektor. Kontrola rentgenowska polega na tym,
że produkt lub opakowanie przesuwa się przez
wiązkę promieniowania, zanim dotrze ona do
detektora. Ilość promieniowania pochłanianego
podczas przechodzenia produktu przez wiązkę
zależy od grubości produktu, jego gęstości i liczby
atomowej. Podczas przesuwania produktu przez
wiązkę promieniowania, do detektora dociera tylko
pozostała część energii. Wykrywanie zanieczyszczeń
metodą detekcji rentgenowskiej opiera się na
pomiarze różnic w pochłanianiu promieniowania
pomiędzy produktem a ciałem obcym.
Niewielka długość fal promieniowania rentgenowskiego
umożliwia mu przenikanie przez materiały
nieprzenikalne dla światła widzialnego. Promienie
Rentgena nie przenikają jednak z taką samą łatwością
przez różne materiały. Stopień przezroczystości danego
materiału dla promieni Rentgena, zależy od jego
gęstości: im większa gęstość materiału, tym mniejsza
ilość promieniowania jest w stanie go przeniknąć.
Ciała obce o wysokiej gęstości, jak fragmenty szkła,
kości i metalu, są widoczne, ponieważ pochłaniają
większą ilość promieniowania niż otaczający je produkt.
Dlatego właśnie producenci żywności na całym świecie
wykorzystują systemy detekcji rentgenowskiej do
wykrywania i odrzucania zanieczyszczonych wyrobów
z linii produkcyjnej, w celu ochrony konsumentów,
zredukowania ryzyka wycofania produktu z rynku
oraz ochrony marki.
Ilustracja 1: Spektrum promieniowania elektromagnetycznego
Biuletyn
informacyjny
EAGLE
3
Biuletyn informacyjny
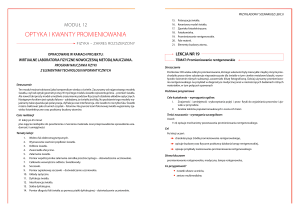
2.1 Elementy systemu detekcji rentgenowskiej
System kontroli rentgenowskiej składa się z trzech
kluczowych elementów:
• generatora promieniowania (A)
• detektora (B)
• komputera (C).
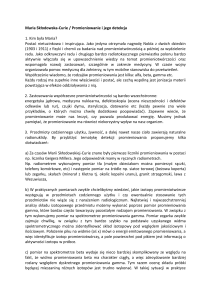
Elektrony wysyłane są do celu (B) poprzez
powstanie wysokiego napięcia pomiędzy
anodą (C) a katodą.
Gdy elektrony zderzają się z wolframową płytką
umieszczoną wewnątrz miedzianej anody,
gwałtownie wytracają prędkość. Hamowanie to
powoduje emisję promieniowania rentgenowskiego
(Ilustracja 3). W zależności od zastosowania, istnieje
możliwość doboru różnych lamp rentgenowskich
w celu optymalizacji czułości detekcji i ogólnych
rezultatów. (Ilustracja 3).
Obudowa szklana
Ilustracja 2: Elementy systemu kontroli rentgenowskiej
Wiązka promieniowania wytwarzana jest przez lampę
rentgenowską umieszczoną w obudowie generatora.
Wiązka ta wychodzi przez otwór a następnie przechodzi
w linii prostej przez kolimator (urządzenie zwężające
ją do mniejszego, wachlarzowego strumienia).
Później wiązka przechodzi przez produkt lub
opakowanie poddawane kontroli, po czym dociera
do detektora.
2.2 Generator promieniowania rentgenowskiego
Generator promieniowania rentgenowskiego zawiera
lampę rentgenowską, która wytwarza wiązkę promieni
Rentgena. Nowoczesne lampy rentgenowskie składają
się ze szklanej bańki, katody wykonanej z włókna,
miedzianej anody oraz płytki wolframowej. Katoda (A),
będąca źródłem elektronów, jest wykonana z włókna
wolframowego rozżarzonego przez przepływ prądu
elektrycznego.
Ilustracja 3: Lampa rentgenowska
2.3 Wiązki promieniowania rentgenowskiego
Wybór właściwego systemu jest kluczowym
czynnikiem wpływającym na udane zastosowanie
kontroli rentgenowskiej, bowiem urządzenia
te umożliwiają optymalną detekcję zanieczyszczeń
tylko wówczas, gdy wszystkie elementy, od kąta
nachylenia wiązki po mechanizm odrzucający,
są idealnie dopasowane do wybranego
zastosowania. Większość urządzeń do detekcji
rentgenowskiej wykorzystuje generatory
wytwarzające pionową wiązkę promieniowania
w celu skanowania produktu przechodzącego
przez urządzenie (Ilustracja 4).
Generator
Pionowa wiązka
promieniowania
Produkt
Pas transmisyjny
Detektor
Ilustracja 4: Urządzenie oparte na pionowej wiązce promieniowania rtg.
4
Biuletyn
informacyjny
EAGLE
2.4 Detektor rentgenowski
Detektor rentgenowski jest da promieni Rentgena
tym samym, czym aparat fotograficzny dla światła
widzialnego. Jest to urządzenie wychwytujące energię
promieniowania rentgenowskiego i przekształcające
ją w obraz w postaci umożliwiającej przetwarzanie
elektroniczne. Typowe systemy detekcji rentgenowskiej
składają się z jednego detektora złożonego
z pojedynczych elementów zwanych diodami,
które przekształcają poziom wykrytej energii
promieniowania rentgenowskiego w sygnał elektryczny
przekazywany do komputera wbudowanego
w urządzenie.
2.5 Tworzenie obrazu
System detekcji rentgenowskiej jest w zasadzie
urządzeniem skanującym. Kiedy produkt przesuwa
się przez urządzenie ze stałą prędkością, detektor
rentgenowski tworzy jego obraz „w skali szarości”,
dokonując pomiaru ilości energii promieniowania
rentgenowskiego docierającej do detektora (Ilustracja 5).
Każdy taki obraz składa się z „pikseli”.
Energia pochłaniana przez każdy z nich odpowiada
pewnej wartości na skali szarości (od 0 – czerń
do 255 – biel). Podczas przesuwania produktu
wewnątrz urządzenia, każda kolejna linia danych
o poziomie szarości dodawana jest do poprzednich
linii (w sposób przypominający układanie bochenka
chleba z pojedynczych kromek), dzięki czemu
powstaje kompletny obraz produktu.
Oprogramowanie systemu kontroli rentgenowskiej
analizuje obraz i porównuje go z wcześniej
określonymi normami akceptacji.
Na podstawie takiego porównania system akceptuje
lub odrzuca obraz (oraz odpowiadający mu produkt
lub opakowanie). W przypadku odrzucenia program
wysyła sygnał do automatycznego systemu odrzutu,
który następnie usuwa produkt z linii produkcyjnej
(Ilustracja 6).
Lampa (biała) emituje wiązkę
promieni skierowaną w dół
Generator promieniowania
(czerwony) z lampą (biała)
Wiązka promieniowania rtg
o niskiej energii przechodzi
przez produkt
Komputer buduje
i analizuje każdy obraz
Komputer decyduje o odrzuceniu
wadliwego produktu
Detektor (czerwony) przekazuje
dane do komputera
Ilustracja 5: Tworzenie obrazu rentgenowskiego
Produkt
Detektor
Obraz rentgenowski
Diody umieszczone w detektorze rentgenowskim
dostępne są w różnych rozmiarach, co umożliwia
uzyskanie różnych rozdzielczości obrazu. Mniejsze
diody pozwalają uzyskać obraz o wyższej
rozdzielczości, lecz wymagają także promieniowania
o wyższej energii w celu uzyskania odpowiedniej
jakości obrazu, często więc konieczne jest
zastosowanie pewnych kompromisów.
Ilustracja 6: Generowanie obrazu rentgenowskiego
Biuletyn
informacyjny
EAGLE
5
Biuletyn informacyjny
3. Zasada działania technologii DEXA
Podobnie jak standardowe urządzenia do kontroli
rentgenowskiej, również technologia DEXA wykorzystuje
generator wysyłający wiązkę promieni rentgenowskich
do detektora oraz skanuje produkt przesuwający
się przez wiązkę.
Urządzenia pracujące w technologii DEXA różnią
się jednak od konwencjonalnych detektorów
zastosowaniem promieniowania z dwóch zakresów
energii, rozróżniających między wysoko- i
niskoenergetycznym promieniowaniem rentgenowskim,
oraz dwóch detektorów umieszczonych jeden na drugim.
W detektorze umieszczonym na górze zastosowano
substancje chemiczne powodujące czułość na niższe
energie promieniowania (promienie rtg o większej
długości fali), zaś dolny detektor służy do wykrywania
promieniowania o wyższej energii (promieni
rentgenowskich o mniejszej długości fali).
Obydwa urządzenia tworzą połączony układ detektorów.
Gdy układ ten zostanie oświetlony od góry promieniami
rentgenowskimi, wykrywa promieniowanie z dwóch
różnych zakresów długości fali (lub energii). Jest to
odzwierciedlone w jego nazwie w postaci cząstki
„DEX” (Dual energy X-ray – promieniowanie o różnych
energiach). (Ilustracja 7).
Moduł wejścia/wyjścia
Jeżeli wiązka promieniowania rentgenowskiego
zostanie wysłana do układu detektorów przez
próżnię, wówczas sygnały każdego z detektorów
będą bezpośrednio odpowiadały promieniowaniu
wysyłanemu ze źródła, bowiem na drodze wiązki
nie znajdują się żadne elementy pochłaniające
lub rozpraszające promieniowanie.
Kiedy jednak przepuści się wiązkę przez kawałek
mięsa, część energii zostanie pochłonięta,
podczas gdy część przeniknie przez produkt. Ilość
pochłoniętego i przenikającego promieniowania
zależy od składu mięsa.
Mięso składa się z pierwiastków chemicznych,
z których każdy cechuje się indywidualną liczbą
atomową. Dla danej energii promieniowania rtg,
pierwiastek pochłania tym więcej promieniowania
i mniej go przepuszcza, im wyższa jest jego liczba
atomowa. Na przykład węgiel o liczbie atomowej
sześć pochłania znacznie mniej promieniowania
rentgenowskiego niż ołów o liczbie atomowej
82. Ołów pochłania energię promieniowania
rentgenowskiego niemal w całości, dlatego
też jest powszechnie stosowany do produkcji
osłon w takich miejscach, jak pracownie
rentgenowskie w przychodniach i szpitalach.
Zasilanie
wysokim
napięciem
Komputer
Lampa rentgenowska
Pas transmisyjny
Wiązka
promieniowania
Układ detektora
Ilustracja 7: Elementy systemu DEXA
6
Biuletyn
informacyjny
EAGLE
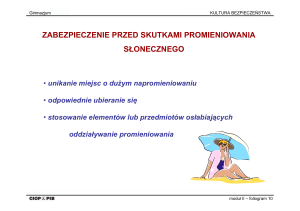
Przetwornik
analogowo-cyfrowy
Źródło
promieniowania
rentgenowskiego
Produkt
DIODY reagujące na promieniowanie 70 ke/V
Liniowy układ pikseli zaprojektowanych tak, by reagowały
na promieniowanie o niższej energii, umożliwiając
przejście promieniowania o wyższej energii.
DIODY reagujące na promieniowanie 140 ke/V
Liniowy układ pikseli zaprojektowanych tak,
by reagowały na promieniowanie o wyższej energii.
Funkcjonowanie technologii DEXA polega na pomiarze absorpcji dwóch
widm energii promieniowania rentgenowskiego przez produkt. Dwa
liniowe pikselowe układy skanujące, z których każde jest czułe na inny
zakres widma promieniowania rentgenowskiego, wykrywają
promieniowanie przechodzące przez produkt, przedstawiając
je w jednym wymiarze na powstałych obrazach. Kolejne
skany produktu przemieszczającego się wewnątrz
skanera tworzą drugi wymiar. W rezultacie
generowane są dwa obrazy dwuwymiarowe:
jeden z nich przedstawia pochłanianie
przez produkt promieniowania
o niższej energii, drugi zaś
pochłanianie promieniowania
o wyższej energii.
Algorytmy przetwarzające obraz obliczają
względny stosunek energii pochłanianej przez
produkt w odpowiednich pikselach każdego
z obrazów, co pozwala określić przeciętny skład
atomowy w danej lokalizacji produktu.
Ilustracja 8: Zasada funkcjonowania absorpcjometrii wiązek promieniowania rtg o dwóch różnych energiach (DEXA).
Ponieważ pierwiastki mają różne liczby atomowe,
możliwe jest zmierzenie różnic w pochłanianiu
promieniowania na podstawie składu chemicznego
materiału. Litera „A” w skrócie DEXA oznacza
absorpcjometrię, czyli właśnie pomiar pochłanianego
promieniowania.
Zanim dojdziemy do połączenia skrótu „DEX” z literą
„A”, warto przyjrzeć się układowi detektorów, które
reagują na dwa różne zakresy energii promieniowania
rentgenowskiego. Ilość promieniowania rentgenowskiego
pochłanianego przez poszczególne pierwiastki zależy
od jego energii. Jako, że urządzenia DEXA wyposażono
w układ detektorów mierzących promieniowanie
o dwóch różnych energiach, wartość tę najwygodniej
przedstawić w postaci proporcji. Tu dochodzimy
do połączenia DEX + A – DEXA.
W dwóch zakresach energetycznych generowane są
dwa oddzielne obrazy, a następnie ustala się względny
stosunek pochłanianych energii w celu ustalenia
przeciętnego składu atomowego badanego materiału.
Stosunek ten jest zwykle wyższy dla chudych tkanek
i wody, (która najczęściej jest związana w chudej
tkance), niż dla tłuszczu. Dla kości jest on jeszcze
wyższy, bowiem kości zawierają więcej pierwiastków
o wyższej liczbie atomowej, np. wapnia.
W rezultacie urządzenie DEXA mierzy stosunek
pochłaniania dwóch różnych zakresów promieniowania
rentgenowskiego przepuszczanych przez dany
materiał, i na podstawie tej proporcji pozwala odróżnić
mięso chude od tłustego. Skrót „keV”, użyty na
ilustracji powyżej, oznacza tysiąc elektronowoltów.
Jest to jednostka pomiaru energii promieniowania
rentgenowskiego. (Ilustracja 8).
3.1 Sposób pomiaru zawartości chudego
mięsa (CL) przy użyciu technologii DEXA
Zawartość chudego mięsa (CL) to wartość liczbowa
odpowiadająca zawartości tłuszczu w porcji mięsa.
Choć technologia DEXA pozwala określić wartość
CL, jednak nie mierzy jej bezpośrednio. CL oblicza
się odejmując procentową zawartość tłuszczu od
ustalonej wartości 100. CL = 100 – procentowa
chemiczna zawartość tłuszczu. Oznacza to,
że 10-procentowa zawartość tłuszczu odpowiada
wartości CL 90.
CL jest podstawowym czynnikiem wpływającym
na wartość mięsa trybowanego. Procentowa wartość
CL wykorzystywana jest w przemyśle mięsnym
do ustalania ceny produktów. Niezależnie od tego,
czy zajmują się pakowaniem czy przetwórstwem
mięsa, znajomość rzeczywistej zawartości chudego
mięsa pozwala zakładom mięsnym czerpać zyski
z jego rzeczywistej wartości.
Tradycyjnie pomiar zawartości chudego mięsa
wykonywano w laboratorium przy użyciu tzw.
metody Soxhleta. Polega ona na ważeniu mięsa,
następnie na ekstrakcji i ważeniu wyekstrahowanego
tłuszczu. Masa tłuszczu podzielona przez masę
próbki daje w rezultacie procentową zawartość
tłuszczu. Za chude mięso uznaje się więc wszystko,
co nie jest tłuszczem.
Metoda Soxhleta jest w przemyśle mięsnym normą
odniesienia, z którą porównywane są wszystkie inne
metody analizy w celu uzgodnienia pomiarów.
Biuletyn
informacyjny
EAGLE
7
Biuletyn informacyjny
Do uzgodnienia zmiennej proporcji promieniowania
rentgenowskiego o różnych energiach z tym klasycznym
modelem stosuje się technikę matematyczną zwaną
regresją, przypisując proporcje uzyskane przez DEXA
do wartości uzyskanych metodą Soxhleta. Oznacza
to, że wykryta proporcja DEXA odpowiada konkretnej
wartości zgodnej z metodą Soxhleta.
Oprócz metody Soxhleta istnieje również kilka innych
metod pomiaru zawartości tłuszczu, w tym metoda
Anyl-Ray oraz metoda spektroskopii w bliskiej
podczerwieni (NIR i NIT). Są to najpopularniejsze
metody analizy zawartości chudego mięsa stosowane
obecnie w przetwórstwie mięsnym.
Metody te omówiono w sposób bardziej szczegółowy
w oddzielnym biuletynie, zatytułowanym: „Czy możesz
zagwarantować zawartość tłuszczu w mięsie?” Omawia
on również ich zastosowanie w obecnych warunkach
presji rynkowej oraz wymienia pewne ograniczenia
wynikające z samej natury tych metod, które utrudniają
zakładom mięsnym zagwarantowanie zawartości
tłuszczu przy użyciu w/w metod.
Z omawianego biuletynu wynika, że obecnie
zainteresowanie producentów koncentruje się na
analitycznych metodach obliczania zawartości tłuszczu
na linii produkcyjnej z wykorzystaniem technologii DEXA.
Metoda ta pozwala sprostać najnowszym trendom,
wymagającym precyzyjnego, błyskawicznego pomiaru
wartości CL.
4. Gospodarowanie tłuszczem
We współczesnym, wysoko konkurencyjnym przemyśle
mięsnym, tylko cienka granica oddziela sukces
od porażki. Zakłady przetwórstwa mięsnego stosują
bardzo niskie marże, co pozostawia niewiele miejsca
na błędy w procesie produkcji.
Technologia DEXA może odegrać krytyczną rolę we
wspomaganiu gospodarowania tłuszczem przez zakłady
przetwórstwa mięsnego w celu zapewnienia najwyższej
wartości i poprawy osiąganych rezultatów finansowych.
W przypadku ubojni nadzór nad zawartością tłuszczu
wymaga redukcji widocznego (i niewidocznego)
chudego mięsa „rozdawanego za darmo”, oraz kosztów
związanych z reklamacjami dotyczącymi zawartości
tłuszczu. W przypadku zakładów przetwórczych
oznacza zarządzanie recepturami, zmianami receptur
i efektywnością.
Zakłady przetwórstwa mięsnego bazujące na
tradycyjnych, laboratoryjnych metodach pomiaru
zawartości tłuszczu, nie mogą być pewne dokładności
kontroli poziomu tłuszczu, bowiem nie są w stanie
skontrolować 100 procent wytwarzanych wyrobów.
8
Biuletyn
informacyjny
EAGLE
W konsekwencji, w celu uniknięcia kosztów
reklamacji dotyczących tłuszczu*, mają tendencję
do zawyżania zawartości chudego mięsa w
opakowaniach w oparciu o wizualne pomiary
zawartości tłuszczu (VL)**. W rezultacie zwykle
rozdają za darmo nawet do kilku procent mięsa.
Dla kontrastu, systemy DEXA, umożliwiające kontrolę
100 procent przetwarzanego wyrobu i mierzące
zawartość tłuszczu z dokładnością do +/- 1 CL
(co oznacza, że wyliczona wartość odbiega od
rzeczywistej o jeden punkt CL), oferują większą
dokładność i umożliwiają wyeliminowanie reklamacji
związanych z tłuszczem i rozdawania chudego
mięsa za darmo.
Co więcej, jako, że chude mięso ma wysoką
wartość, a tłuszcz niską, w interesie zakładów
przetwórstwa leży pakowanie jak największej ilości
tłuszczu wraz z chudym mięsem, zarazem nie
naruszając wymagań specyfikacji klienta. Jeśli tak
nie postąpią, tłuszcz ten będzie miał bardzo niską
wartość. Gospodarowanie tłuszczem pozwala
tę wartość odzyskać.
Dzięki ściślejszej kontroli produkcji i umożliwieniu
zakładom przetwórczym optymalnego
wykorzystania surowców przez utrzymywanie
stałego prawidłowego poziomu zawartości tłuszczu,
urządzenia DEXA oferują zakładom przetwórstwa
mięsnego niespotykane dotychczas możliwości
gospodarowania tłuszczem.
Oprócz obliczania wartości CL i zawartości
tłuszczu w mięsie, urządzenia DEXA w połączeniu
z konwencjonalnymi systemami kontroli
rentgenowskiej pozwalają na jednoczesny pomiar
wagi, co jest niezwykle istotne dla zarządzania
partiami i recepturami. Ponadto pomagają zakładom
przetwórstwa mięsnego zachować zgodność
z surowymi normami dla produktów spożywczych,
zapewniając jednocześnie wykrywanie
zanieczyszczeń, takich jak fragmenty metalu,
szkła, kamieni i zwapniałych kości.
5. Zastosowania
W odróżnieniu od pozostałych metod badania
zawartości tłuszczu, zastosowania technologii
DEXA nie ograniczają się do mięsa mielonego
bez kości. Urządzenia te umożliwiają kontrolę
wszystkich surowych wyrobów mięsnych świeżych
lub zamrożonych, luzem, rozdrobnionych
lub zapakowanych w kartony, pod warunkiem,
że nie zawierają innych składników. Ponadto
nie mają na nie wpływu warunki mrożenia
i rozmrażania w zakładzie, obecność folii metalowej
ani przewodnictwo elektryczne mięsa.
Typowe zastosowania obejmują kontrolę mięsa
pakowanego w kartony, mięsa luzem i mieszanek
mięsa luzem.
W listopadzie 2012 r. zostaną opublikowane dwa kolejne
biuletyny poświęcone szczególnym potrzebom ubojni
i zakładów przetwórstwa mięsnego. Omówimy
w nich szczegółowo funkcjonowanie technologii DEXA
w różnych zastosowaniach.
6. Podsumowanie
DEXA to skrót od „Dual Energy X-ray Absorptiometry”
(Absorpcjometria wiązek promieniowania
rentgenowskiego o dwóch różnych energiach).
Jest to zaawansowana forma technologii rentgenowskiej.
Tak, jak opisano w tym biuletynie, technologię DEXA
cechują pewne podobieństwa do tradycyjnej kontroli
rentgenowskiej, jednak w niektórych aspektach różni
się ona od nich.
Technologia DEXA funkcjonuje w oparciu o pomiar
ilości promieniowania rentgenowskiego pochłanianego
przez chude mięso i tłuszcz dzięki zastosowaniu
promieniowania z dwóch różnych zakresów energii.
Stosunek pochłanianego promieniowania o wyższej
energii do pochłanianego promieniowania o niższej
energii pozwala obliczyć przeciętną liczbę atomową
analizowanego materiału.
* Reklamacja dotycząca zawartości tłuszczu to kara
nakładana przez nabywcę produktu mięsnego na
dostawcę za niedopełnienie obowiązku dostarczenia
partii mięsa spełniającej określone wymagania
co do zawartości tłuszczu i chudego mięsa.
** Wizualny pomiar zawartości tłuszczu
to subiektywna ocena zawartości tłuszczu i chudego
mięsa w produkcie trybowanym, dokonywana
przez pracownika posiadającego doświadczenie
w prowadzeniu takich ocen w oparciu o sam
wygląd produktu. Szacuje się, że metoda
ta pozwala określić zawartość tłuszczu
z dokładnością do +/- 5 punktów CL.
UWAGA: Wszystkie metody szybkiej analizy
zawartości tłuszczu oparte są na „pośrednich”
metodach analiz. Oznacza to, że otrzymywany
rezultat nie pochodzi z bezpośredniego pomiaru,
jak ma to miejsce w przypadku tradycyjnych metod
laboratoryjnych. Metody pośrednie wymagają
okresowej weryfikacji zgodnie z metodami
odniesienia.
Następnie generowane są dwa odrębne obrazy
w dwóch zakresach energii promieniowania oraz
obliczany jest względny stosunek pochłanianej energii
w celu określenia przeciętnego składu atomowego
materiału.
Dzięki szybkiemu i precyzyjnemu określaniu składu
chemicznego mięsa technologia DEXA umożliwia
ściślejszą kontrolę produkcji i umożliwia zakładom
przetwórstwa mięsnego niespotykane dotychczas
możliwości w zakresie gospodarowania tłuszczem.
W rezultacie technologia DEXA przeciera nowe szlaki
w dziedzinie zgodności zawartości chudego mięsa
z normami a zarazem staje się niezastąpionym
narzędziem dla producentów mięsa, którzy pragną
poprawić wyniki finansowe i wysunąć się na czoło
w wysoko konkurencyjnym i zglobalizowanym
przemyśle mięsnym.
Biuletyn
informacyjny
EAGLE
9
Biuletyn informacyjny
Notatki
Notes
10
10
Biuletyn
informacyjny
White Paper
EAGLE
EAGLE
Biuletyn informacyjny
White Paper
Biuletyn informacyjny: Czy możesz zagwarantować
zawartość tłuszczu w mięsie?
Can You Guarantee
Czy
możesz
zagwarantować
Your
Chemical
Lean Values?
zawartość tłuszczu w mięsie?
SpisContents
treści
Chemicalzawartość
Lean
1. 1.Chemiczna
chudego mięsa
2. 2.Współczesne
tendencje
wpływające
Recent Trends
Affecting
CL Values na wartość CL
3. 3.Obecne
metody
pomiaru
zawartości
Current
Methods
of Measuring
CL tłuszczu
4. 4.Technologia
DEXA
DEXA Technology
5.
6.
5.
6.
Podsumowanie
Conclusion
Słownik terminów
Glossary
EAGLE
Product Inspection
Innowacyjna technologia oferująca niespotykane dotychczas możliwości
gospodarowania tłuszczem
W sytuacji istnienia licznych tendencji wymagających precyzyjnego, błyskawicznego pomiaru
zawartości chudego mięsa (wartości CL), zakłady przetwórstwa mięsnego są w stopniu
większym niż kiedykolwiek wcześniej zmuszone do gwarantowania zawartości chudego
mięsa. Najnowszy biuletyn informacyjny EAGLE jest lekturą obowiązkową dla wszystkich
zajmujących się produkcją lub przetwórstwem mięsa.
12-stronicowa broszura omawia pewne ograniczenia wynikające z natury stosowanych obecnie metod analizy
zawartości tłuszczu, utrudniające zagwarantowanie składu mięsa. Ponadto opisuje długą drogę, jaką przeszły
metody analizy tłuszczu. Najnowsze technologie sprawiły, że dostępne stały się rozwiązania pomagające zakładom
przetwórstwa mięsnego utrzymać prowadzenie w wysoko konkurencyjnym, zglobalizowanym przemyśle mięsnym
dzięki umożliwieniu zagwarantowania zawartości chudego mięsa oraz jakości i bezpieczeństwa wytwarzanych
wyrobów.
www.eaglepi.com/wp_chemical_lean
Biuletyn
informacyjny
EAGLE
11
Bezpłatne biuletyny informacyjne na temat detekcji rentgenowskiej
Broszura ta omawia niektóre rozpowszechnione mylne przekonania na temat
rentgenowskiej kontroli żywności. Jest to lektura niezbędna dla producentów
żywności, którzy rozważają wprowadzenie kontroli rentgenowskiej w celu spełnienia
norm bezpieczeństwa żywności, wymogów określonych przepisami i regulacjami.
Biuletyn
informacyjny
White
Paper
Czy kontrola rentgenowska żywności jest bezpieczna?
Biuletyn informacyjny
White Paper
Czy Safe
kontrola
rentgenowska
How
is X-ray
Inspectionżywności
of Food?
jest bezpieczna?
Spis treści
Aby otrzymać bezpłatny egzemplarz, zarejestruj się już dziś:
www.eaglepi.com/whitepaper
Contents
1.
Dlaczego stosuje się promienie Rentgena do kontroli żywności?
2.
Promieniowanie rentgenowskie a radioaktywność
2.1
1
Why Use X-rays to Inspect Food?
2
X-ray Radiation vs. Radioactivity
Czym są promienie Rentgena?
2.2
2.1 What are
X-rays?
Promieniowanie
w życiu
codziennym
2.3
2.2 promieniowania
Radiation in Everyday
Lifekontekście
Dawki
w szerszym
3.
2.3 rentgenowska
Putting Radiation
Doses into Context
Kontrola
a napromieniowanie
żywności
4.
Systemy
detekcji
rentgenowskiej
są z Irradiation
zasady bezpieczne
3
X-ray Inspection
vs. Food
4.1
Zasady
ochrony
4
X-ray Systems are Safe by Design
4.2
Przepisy
4.1 dotyczące
Protectionbezpieczeństwa
Principles
4.3
Cechy
4.2 projektu
Safetyzapewniające
Regulations bezpieczeństwo
5.
Podsumowanie
6.
Słowniczek terminów
7.
Teksty źródłowe
4.3
Safety Design Features
5
Conclusion
6
Glossary
7
References
EAGLE
Paper
Biuletyn White
informacyjny
Product Inspection
X-ray Inspection
Kontrola rentgenowska
More Than
Just
Detection
Więcej
niżForeign
detekcjaBody
zanieczyszczeń
Spis treści
Contents
11.
Dlaczego
promienie
Rentgena
są stosowane
Why
Use X-rays
to Inspect
Products?
22.
How
Does X-ray
Inspection
Work?
Jak działa
detektor
rentgenowski?
33.
X-ray
Inspection
Sees widzi
Whatto,
You
Can’tnieSee
Detektor
rentgenowski
czego
dostrzega
do kontroli produktów?
3.1
ludzkie oko of Product Length, Width, Area and Volume
Measurement
3.2
Identification of Missing or Broken Items
3.1
Pomiar długości, szerokości, powierzchni i objętości wyrobu
3.2
Identyfikacja brakujących lub uszkodzonych produktów
3.2.1 Detection of Damaged Products
3.2.1 Wykrywanie uszkodzonych produktów
3.2.2 Detection of Missing Products
3.2.2 Wykrywanie brakujących produktów
3.2.3 Insert Inspection
3.2.3 Kontrola obecności wkładek
3.3
Mass
and Monitoring
Fill Levels
3.3 Measuring
Pomiar masy
i monitorowanie
poziomu
napełnienia
3.4
Inspection
3.3.1 Product-in-Seal
Pomiar masy całkowitej
43.3.2 Conclusion:
Shocks or Surprises
Pomiar wagiNo
w strefach
3.3.3 Kontrola całkowitego poziomu napełnienia
Kontrola rentgenowska: Więcej niż wykrywanie zanieczyszczeń
Kontrola rentgenowska wykrywa różnorodne braki jakościowe ukryte wewnątrz
opakowania produktu lub głęboko wewnątrz samego produktu. Biuletyn wyjaśnia,
że kontrola rentgenowska nie jest tylko techniką pozwalającą wykrywać ciała obce,
lecz wszechstronnym narzędziem chroniącym wartości marki i satysfakcję klientów.
Aby otrzymać bezpłatny egzemplarz, zarejestruj się już dziś:
www.eaglepi.com/wp_more_than_detection
3.4.3 Kontrola poziomu napełnienia komór
3.4
Kontrola szczelności opakowań
4.
Podsumowanie: Nigdy więcej szoku i niespodzianek.
Kontrola rentgenowska wzmacnia wartości marki
EAGLE
Wybór krytycznych punktów kontroli
Systemy rentgenowskie można zainstalować w dowolnym punkcie procesu produkcji,
lecz wybór najbardziej efektywnej lokalizacji – krytycznych punktów kontroli (CCP)
- może okazać się wyzwaniem. Biuletyn omawia znaczenie kontroli rentgenowskiej
na każdym etapie procesu produkcji, od surowca po zapakowany gotowy produkt.
Zawiera przykłady z życia ilustrujące sposób, w jaki opłacalność i skuteczność
wykrywania zanieczyszczeń pomagają określić optymalną lokalizację
BiuletynWhite
informacyjny
Paper
Product Inspection
Wybór
krytycznych
punktów
How
to Select
Critical
Controlkontroli
Points
dla detektorów
forrentgenowskich
X-ray Systems
Spis treści
Contents
1.
Dlaczego
wartoUse
stosować
detektory rentgenowskie?
1
Why
X-ray Inspection
Systems?
2.
W2jaki sposób
detektory
ciałaBodies?
obce?
How Does
an rentgenowskie
X-ray System wykrywają
Catch Foreign
3.
4.
Ograniczenia
obcych
3
Whatdetekcji
are theciał
Limits
of Foreign Body Detection?
Analiza Zagrożeń i Krytycznych Punktów Kontroli (HACCP)
5.
Identyfikacja zagrożeń
6.
Identyfikacja Krytycznych Punktów Kontroli (CCP)
6.1
Surowce
4
Hazard Analysis Critical and Control Points (HACCP)
5
Conducting a Hazard Analysis
6
Identifying Critical Control Points (CCPs)
6.1
Raw Ingredients
6.2 Produkty luzem
6.2 Bulk-flow
(Loose) Products
6.3 Produkty
pompowane
6.3przedPumped
Products
6.4 Etap
i po przetwarzaniu
Aby otrzymać bezpłatny egzemplarz, zarejestruj się już dziś:
www.eaglepi.com/wp_ccp
Before and During Processing
6.5 Po6.4
przetwarzaniu
6.5 pakowaniem
After Processing
6.6 Przed
i uszczelnianiem
6.7
Po6.6
zapakowaniu
i uszczelnieniu
Before Packaging
and Sealing
6.8 Opakowania
6.7 Afterkońcowe
Packaging and Sealing
Podsumowanie
6.8 Final Cases
7.
7
Conclusion
EAGLE
Product Inspection
Biuletyn informacyjny
Globalny standard bezpieczeństwa żywności BRC
Globalny Standard
Bezpieczeństwa Żywności BRC
Spis treści
1. Standard bezpieczeństwa żywności BRC
2. System HACCP
3. Standardy uznane przez GFSI
4. Należyta staranność
5. Certyfikacja BRC
6. Wymogi BRC
7. Podsumowanie
EAGLE
Product Inspection
Biuletyn ten przedstawia dogłębną analizę jednego z najważniejszych standardów
Globalnej Inicjatywy ds. Bezpieczeństwa Żywności (GFSI) – Globalnego Standardu
Bezpieczeństwa Żywności BRC (wydanie 6) i jego najnowszych wymogów.
Koncentrując się przede wszystkim na identyfikowalności, kontroli jakości, wykrywaniu
zanieczyszczeń, projektowaniu zgodnym z higieną i kalibracji urządzeń dokument ten
analizuje sposób, w jaki wdrożenie programu kontroli produktu obejmującego detektory
rentgenowskie pomaga producentom żywności osiągnąć zgodność z normami,
niezbędną do utrzymania przewagi w konkurencyjnym przemyśle spożywczym.
Aby otrzymać bezpłatny egzemplarz, zarejestruj się już dziś:
www.eaglepi.com/wp_brc6
www.eaglepi.com
www.pidpolska.pl
PID Polska Sp. z o.o.
Platan Park 1/E
ul. Poleczki 21
02-822 Warszawa
Tel: +48 (22) 545 05 90
Fax: +48 (22) 545 05 91
E-mail: [email protected]
PID X-Ray детекторы
Regus Business Center
4-й Лесной переулок, 4
125047, Москва
T: +7 915-104-14-82
Ф: +7(495) 2258500
E-mail: [email protected]
EAGLE Product Inspection
6005 Benjamin Road
Tampa, FL 33634
Tel: +1 877 379 1670
Fax: +1 865 379 1677
Email: [email protected]
EAGLE Product Inspection
Royston Business Park
Greenfield Royston
Hertfordshire SG85HN
Tel: +44 (0)1763 257900
Fax: +44 (0)1763 257909