Politechnika l ska w Gliwicach
Instytut Maszyn i Urz dze Energetycznych
Zakład Podstaw Konstrukcji i Eksploatacji Maszyn Energetycznych
wiczenie laboratoryjne
z
Podstaw Diagnostyki w Energetyce
Temat wiczenia:
Badania magnetyczno – proszkowe
Opracował:
Marian Lipka
Gliwice, 2004
1. WPROWADZENIE
1.1.
Zasada prowadzenia bada obiektów metod magnetyczn
Metoda magnetyczna nale y do metod „bada
powierzchniowych”
nieniszcz cych. Umo liwia wykrywanie powierzchniowych nieci gło ci płaskich
i w skoszczelinowych, a tak e stosunkowo du ych, poło onych blisko powierzchni,
podpowierzchniowych nieci gło ci obiektów.
Badania obiektów metod magnetyczn polegaj na:
- magnesowaniu obiektów, wykonanych z materiałów ferromagnetycznych,
- wykrywaniu strumienia (pola) magnetycznego rozproszenia, pojawiaj cego si
w miejscach wyst powania powierzchniowych i podpowierzchniowych
nieci gło ci materiałów namagnesowanych obiektów; warto /amplituda
strumienia rozproszenia zawiera informacje o wielko ci nieci gło ci,
dotychczas najcz ciej poprzestaje si zwykle jedynie na stwierdzeniu
obecno ci strumienia rozproszenia.
Zasadnicz zalet metody magnetycznej jest mo liwo
wykrywania w skich
i płytkich powierzchniowych i podpowierzchniowych nieci gło ci obiektów,
wykonanych z materiałów ferromagnetycznych, w tym obiektów o surowej (czarnej)
powierzchni.
1.2.
Charakterystyka metody magnetycznej
Metod
magnetyczn
s
kontrolowane obiekty wykonane z materiałów
ferromagnetycznych: stali ferrytycznych, eliwa oraz staliwa. Obiekty wykonane ze
stali austenitycznych nie mog by badane. Mo liwym jest wykrywanie nieci gło ci
materiałowych: powierzchniowych i stosunkowo du ych podpowierzchniowych, ale
poło onych blisko powierzchni. W przypadku magnesowania pr dem przemiennym
s wykrywalne nieci gło ci poło one do gł boko ci ok. 2 mm, a magnesowania
pr dem stałym – najcz ciej do gł boko ci ok. 3 mm. Mog by wykrywane
p kni cia o gł boko ci od ok. 0,1 mm, szeroko ci od ok. 0,001 mm, a czasami
0,0005 mm i długo ci od ok. 0,3 mm, przy du ym stosunku sygnałów do zakłóce .
Procesy bada mog by automatyzowane.
Metoda magnetyczna jest stosowana do kontroli obiektów:
1. W procesach wytwarzania, za pomoc :
a) defektoskopów przeno nych, przewo nych i stacjonarnych,
b) systemów bada :
- „on-line”,
- „off-line”,
- kompleksowych.
2. W procesach eksploatacji za pomoc :
a) defektoskopów przeno nych,
b) systemów diagnostycznych.
Najlepsza („optymalna”) wykrywalno nieci gło ci jest uzyskiwana, gdy kierunek
pola magnetycznego, wzbudzonego w obiekcie, jest prostopadły do poszukiwanych
nieci gło ci. Je li pole, wzbudzone w obiekcie, jest skierowane pod k tem minimum
= 45º do nieci gło ci, to nieci gło ci obiektów s wykrywane z du ym
2
prawdopodobie stwem. W praktyce czasami mo liwe jest wykrywanie nieci gło ci
poło onych pod katem mniejszym ni 45º w stosunku do kierunku pola
magnetycznego.
Defektoskopowe badania magnetyczne s prowadzone z magnesowaniem
obiektów polami magnetycznymi stałymi, polami przemiennymi (przewa nie
o cz stotliwo ci 50 Hz; 60 Hz w USA), a czasami polami o cz stotliwo ci np. 6 kHz,
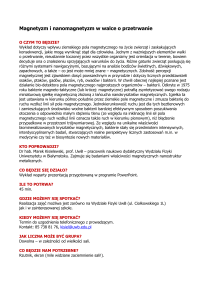
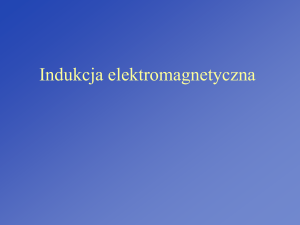
a tak e polami impulsowymi i udarowymi. Mo liwe jest równie magnesowanie
materiału obiektu poprzez bezpo rednie przyło enie elektrod z pr dem do badanego
obiektu. W takim wypadku rol „czynnika magnesuj cego” spełnia, zamiast
strumienia magnetycznego, przepływaj cy pr d elektryczny.
Rys. 1. Zalecane poło enie elektrod przy magnesowaniu przez przepływ pr du przez obiekt
dla przypadku badania poł cze spawanych
W
rozró
-
zale no ci od sposobu detekcji strumienia (pola) magnetycznego rozproszenia
nia si :
metod magnetyczno – proszkow ,
metod , w której stosuje si przetworniki pola magnetycznego.
Defektoskop magnetyczny (defektoskop magnetyczno – proszkowy) jest to
urz dzenie do wzbudzania pola magnetycznego w obiektach.
Badania metod magnetyczno – proszkow polegaj na:
- wzbudzaniu pola magnetycznego w obiektach, z wykorzystaniem
defektoskopów magnetycznych,
- detekcji strumienia magnetycznego rozproszenia, z u yciem proszków
magnetycznych.
W wyniku bada obiektów, z wykorzystaniem metody magnetyczno – proszkowej,
otrzymywane s
wskazania nieci gło ci, tzw. defektogramy proszkowe.
Defektogramy proszkowe s to skupiska proszku magnetycznego, odwzorowuj ce
nieci gło ci obiektów bezpo rednio na powierzchni obiektów. Defektogramy
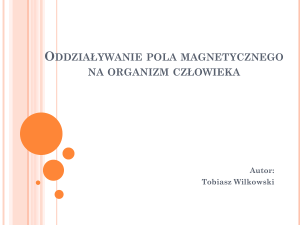
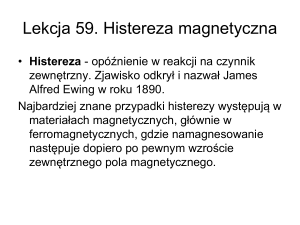
proszkowe nieci gło ci s szersze ni ci gło ci. Na rysunku 2 przedstawiono
defektogramy proszkowe dla ró nych nieci gło ci.
3
Rys. 2. Zasada badania obiektów metod magnetyczn i wskazania magnetyczne nieci gło ci
ró nych obiektów – kierunek pola magnetycznego i strumie magnetyczny rozproszenia dla:
a) nieci gło ci powierzchniowej poprzecznej,
b) nieci gło ci podpowierzchniowej poprzecznej,
c) nieci gło ci wewn trznej podłu nej,
d) nieci gło ci wewn trznej poprzecznej.
W badaniach metod magnetyczno – proszkow okre la si w przybli eniu
długo
nieci gło ci. Nie okre la si natomiast liczbowo gł boko ci nieci gło ci.
Miar gł boko ci nieci gło ci jest w pewien sposób ilo proszku, tworz cego jej
wskazanie.
Zale nie od sposobu magnesowania obiektów rozró nia si
magnetyczne:
- strumieniowe (w tym magnesy stałe),
- pr dowe,
- uniwersalne (strumieniowo - pr dowe).
defektoskopy
W zale no ci od metody bada , sposobu realizacji i funkcji urz dze
przeznaczonych do bada magnetycznych, rozró nia si :
a) stosowane w metodzie magnetyczno – proszkowej:
- defektoskopy przeno ne, strumieniowe i pr dowe,
- defektoskopy przeno ne, przewo ne i stacjonarne, pr dowe,
- defektoskopy stacjonarne, uniwersalne: strumieniowo – pr dowe,
b) stosowane w metodzie, w której stosuje si przetworniki pola magnetycznego:
- systemy bada magnetycznych.
W metodzie magnetyczno – proszkowej detektorami nieci gło ci obiektów s :
- proszki magnetyczne suche (tj. w postaci pylistej), s one u ywane w
zastosowaniach metody magnetyczno – proszkowej suchej,
- zawiesiny magnetyczne, s one u ywane w zastosowaniach metody
magnetyczno – proszkowej mokrej.
Zale nie od wprowadzonych pigmentów, s stosowane nast puj ce proszki
magnetyczne:
- czarne – ogl dziny, w celu znajdowania wskaza nieci gło ci obiektów, s
prowadzone w wietle widzialnym białym, naturalnym lub sztucznym,
4
-
barwne – ogl dziny s prowadzone w wietle widzialnym białym, naturalnym
lub sztucznym,
fluorescencyjne – ogl dziny s prowadzone w wietle ultrafioletowym,
barwno – fluorescencyjne – ogl dziny s prowadzone w wietle białym lub w
wietle ultrafioletowym.
Ogl dziny obiektów s prowadzone:
- wizualnie,
- z u yciem o wietlaczy, w tym ultrafioletowych, a tak e o wietlaczy
zawieraj cych lupy,
- z u yciem boroskopów, w tym boroskopów zawieraj cych o wietlacze
ultrafioletowe.
Metod magnetyczn mo liwe jest wykrywanie nieci gło ci materiałowych
zarówno wychodz cych na powierzchnie jak i ukrytych pod powierzchni elementu.
Dotyczy to obiektów o budowie prostej i zło onej.
Nieci gło ciami materiałowymi s przede wszystkim:
- p kni cia powierzchniowe (ku nicze, zm czeniowe, hartownicze, szlifierskie,
p kni cia wywołane przez prostowanie, korozj napr eniow i krucho
wodorow ),
- przyklejenia (w poł czeniach spawanych), wychodz ce na powierzchni zł cz,
- zawalcowania, naderwania, nawisy, zakucia, rozerwania, wgniecenia,
zgorzeliny, łuski obiektów odkuwanych i walcowanych, strupy odlewów,
wtr cenia niemetaliczne, np. u le (wtr cenia pasmowe u lowe), p cherze
(tylko podpowierzchniowe), włosowiny,
- w ery korozyjne.
Badaniu metod magnetyczno – proszkow mog by poddawane:
- poł czenia spawane,
- obiekty obrobione i obiekty cz ciowo obrobione, takie jak k sy, sztaby, pr ty
walcowane, rury walcowane i ci gnione,
- cz ci samochodowe, np. półosie, wały korbowe, korbowody, zwrotnice osi
przedniej, dr ki kierownicze, elementy konstrukcyjne skrzyni biegów,
popychacze zaworów i inne odkuwki (zarówno w stanie surowym jak
i obrobione), pier cienie gniazd zaworów, wałki rozrz du,
- odpowiedzialne cz ci (cz sto o skomplikowanych kształtach) samolotów,
statków i taboru kolejowego, np. wały rubowe, wały korbowe silników
spalinowych, szpilki i ruby,
- liny kolejek i wyci gów górskich, liny wyci gów górniczych, liny d wignicowe,
liny w górnictwie gł binowym i odkrywkowym, liny w urz dzeniach
wiertniczych,
- odlewy,
- wały, osie, czopy wałów i osi, wrzeciona, wirniki turbin i generatorów od strony
otworu centralnego, zewn trzne powierzchnie wałów, inne obiekty w kształcie
pier cieniowym (w tym obr cze kół i pier cienie ło ysk),
- przekładnie z bate (koła z bate), obiekty gwintowane, sworznie, ko cówki
sto kowe do kotwienia lin, elementy zbrojenia szybów górniczych, elementy
układów hamulcowych urz dze górniczych, spr yny, ła cuchy, kotwice,
elementy urz dze wyci gowych, profile, haki (np. do suwnic), ró ne obiekty
po obróbce cieplnej.
5
Metod magnetyczn równie mo na kontrolowa
identyfikacyjnych pojazdów samochodowych.
oryginalno
oznakowa
Po wykonaniu bada metod magnetyczn niezb dna jest demagnetyzacja
obiektów. Wyj tek stanowi elementy poddawane nast pnie obróbce cieplnej.
Wadami metody magnetycznej s :
- wra liwo
na obecno
obcych strumieni magnetycznych (mo liwo
zakłócenia strumienia magnetycznego rozproszenia),
- pozostawanie zawiesiny i trudno
jej usuwania z nieci gło ci
powierzchniowych.
2. DEFEKTOSKOP MAGNETYCZNY STRUMIENIOWY DMS – 11
2.1.
Zastosowanie i zasada działania
Defektoskop typu DMS – 11 przeznaczony jest do wykrywania powierzchniowych
i podpowierzchniowych wad materiałowych w przedmiotach ferromagnetycznych za
pomoc metody magnetycznej proszkowej. Defektoskop nadaje si do badania
zarówno du ych konstrukcji jak i małych elementów o skomplikowanym kształcie.
Pozwala na wykrywanie p kni , p cherzy gazowych, wtr ce niemetalicznych
i innych wad umiejscowionych płytko pod powierzchni .
Metoda magnetyczno – proszkowa polega na wytworzeniu pola magnetycznego
w badanym przedmiocie, a nast pnie uwidocznieniu wad materiałowych tego
przedmiotu za pomoc
zawiesiny proszku magnetycznego. Magnesowanie
badanego obiektu przy pomoc defektoskopu DMS – 11 nast puje przez
przepuszczenie strumienia magnetycznego przez badany przedmiot.
Je eli strumie magnetyczny napotyka w obiekcie na miejsce o znacznie wi kszej
reluktancji (oporno ci magnetycznej), np. na nieci gło
powierzchniow lub
podpowierzchniow poło on prostopadle lub uko nie wzgl dem linii sił pola
magnetycznego, to cz
strumienia magnetycznego, ze wzgl du na zmniejszenie
przekroju o nominalnej reluktancji, okr a nieci gło , a cz
wychodzi na zewn trz
obiektu (nast puje zakrzywienie linii strumienia pola magnetycznego). Efekt ten
okre lany jest jako strumie magnetyczny rozproszenia lub pole magnetyczne
rozproszenia. Pole magnetyczne rozproszenia wywołane jest jedynie przez składow
pola magnetycznego wzbudzaj cego, prostopadł do nieci gło ci. Na powierzchni
obiektu zjawisko to ujawnia si
poprzez gromadzenie proszku zawiesiny
magnetycznej w miejscach najwi kszych zmian rozproszonego pola magnetycznego,
a wi c w pobli u nieci gło ci (wad) materiałowych, czyli miejsc o ró nej
przenikalno ci magnetycznej.
2.2.
Opis konstrukcji
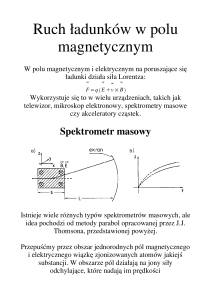
Defektoskop (rys. 3.), słu cy do wytwarzania w badanym przedmiocie pola
magnetycznego o odpowiednim kierunku i nat eniu, posiada konstrukcj modułow .
Składa si z czterech jednakowych elektromagnesów, które mo na ze sob ł czy
szeregowo – w zale no ci od potrzeb – w ilo ci od dwóch do czterech. Umo liwia to
badanie przedmiotów o bardzo zró nicowanym kształcie i wymiarach. Defektoskop
zasilany jest pr dem stałym o napi ciu 24 V i wyposa ony w przeł cznik,
6
umo liwiaj cy wielokrotn
zmian
kierunku
rozmagnesowanie przedmiotu po badaniu.
magnesowania,
co
ułatwia
Rys. 3. Widok ogólny defektoskopu strumieniowego DMS – 11 umieszczonego na stalowej płycie:
1. Nabiegunnik samonastawny, 2. Elektromagnes, 3. Przegub, 4. Wył cznik,
5. Przycisk umo liwiaj cy zmian kierunku magnesowania
Cztery elektromagnesy (2) poł czone s ze sob za pomoc przegubów (3),
umo liwiaj cych ustawienie elektromagnesów pod dowolnym wzgl dem siebie
k tem. W zale no ci od wymaganego rozstawu nabiegunników i geometrii badania,
mo na ze sob ł czy dwa, trzy lub cztery elektromagnesy. Oba skrajne
elektromagnesy wyposa one s w obrotowe, samonastawne nabiegunniki (1).
Przeguby, oprócz tego e spełniaj rol poł czenia mechanicznego, pozwalaj
równie na zachowanie ci gło ci obwodu magnetycznego i elektrycznego
Wł czenie defektoskopu dokonuje si przy pomocy suwaka (4) umieszczonego
w obudowie metalowej na jednym z elektromagnesów. W suwaku znajduje si
przycisk (5) umo liwiaj cy zmian kierunku magnesowania.
Rdze elektromagnesu ( = 25 mm, A 4,8 cm2) wykonany jest ze stali EO4M.
Na rdzeniu nawini te jest uzwojenie z drutu miedzianego w emalii DNEst o rednicy
0,4 mm, izolowane od rdzenia ceratk olejow . Uzwojenie osłoni te jest tulejk ze
stopu aluminium. Elektromagnes zako czony jest wymiennym nabiegunnikiem
zamocowanym obrotowo. Obrotowe zamocowanie nabiegunnika pozwala na
zetkni cie si całej jego powierzchni czołowej z powierzchni badanego przedmiotu.
3. WYKONANIE BADANIA
3.1.
Czynno ci wst pne
W celu wykonania badania nale y:
- w zale no ci od potrzeby, pokry
badany przedmiot podkładem
magnetycznym (kontrastuj cym),
- powierzchni badanego obiektu pokry zawiesin proszku magnetycznego,
- namagnetyzowa badany przedmiot przez przyło enie do powierzchni tego
przedmiotu nabiegunników defektoskopu w odpowiednich miejscach
i wł czenie pr du magnesuj cego suwakiem umieszczonym w metalowej
7
obudowie przez przesuni cie go w kierunku elektromagnesu; nabiegunniki
powinny styka si mo liwie du powierzchni z badanym przedmiotem.
3.2.
Wykrywanie wad
Najwi ksz wykrywalno wad płaskich (p kni cia) uzyskuje si , gdy strumie
magnetyczny jest prostopadły do płaszczyzny wady. Zatem, przy badaniu płaskiej
powierzchni, najlepiej wykrywane s wady le ce na linii ł cz cej nabiegunniki
i prostopadłe do tej linii. Jako minimaln warto nat enia pola magnetycznego na
badanej powierzchni normy wymieniaj 2400 A/m. Defektoskop DMS – 11 zapewnia
uzyskanie silnego pola (H = 5000 A/m) w przedmiotach o przekroju mniejszym lub
równym przekrojowi rdzenia defektoskopu, tj. ok. 5 cm2. Warto
nat enia pola
praktycznie nie zale y wtedy od rozstawu nabiegunników – mo na bezpiecznie
stosowa maksymalny rozstaw.
W przypadku badania przedmiotów o wi kszych przekrojach, uzyskiwana na
kontrolowanej powierzchni warto
nat enia pola magnetycznego zale y od
rozstawu nabiegunników. Uzyskanie wymaganej warto ci zmusza do ograniczenia
tego rozstawu.
Maksymalny rozstaw zale y od przekroju badanego przedmiotu, własno ci
magnetycznych materiału i geometrii badania. Zaleca si ustawienie tego rozstawu,
jak równie obszaru w którym uzyskiwana jest dostateczna wykrywalno wad, przy
pomocy miernika nat enia pola magnetycznego lub magnetycznych wzorców
kontrolowanych (np. wzorca Bertholda).
3.3.
Rozmagnesowanie
W wielu przypadkach niedopuszczalne jest pozostawienie szcz tkowego pola
magnetycznego w przebadanych przedmiotach ze wzgl du na ich charakter pracy.
W tych przypadkach nale y te przedmioty rozmagnesowa . Rozmagnesowanie
polega na wielokrotnym magnesowaniu zmieniaj c ka dorazowo kierunek
magnesowania na przeciwny i zmniejszaj c stopniowo nat enie pola
magnetycznego.
Rozmagnesowania dokonuje si zwykle w specjalnych urz dzeniach w postaci
du ych cewek zasilanych pr dem przemiennym, do których wsuwa si badany
przedmiot, a nast pnie wysuwa.
Defektoskop DMS – 11 umo liwia równie rozmagnesowanie niewielkiego
przedmiotu lub cz ci wi kszej konstrukcji. Rozmagnesowanie nale y przeprowadzi
w nast puj cy sposób:
- przystawi defektoskop do badanego przedmiotu, przy czym nabiegunniki
powinny by
przyło one w tych samych miejscach jak w czasie
magnesowania,
- wł czy pr d magnesuj cy przez przesuni cie suwaka (poz. 4, rys. 3.)
w kierunku elektromagnesu,
- przyciskaj c i zwalniaj c przycisk umieszczony na suwaku (poz. 5, rys. 3.)
zmieni kierunek pr du magnesuj cego. Czas magnesowania w ka dym
kierunku powinien by mniej wi cej jednakowy. Czas jednego cyklu
przemagnesowania powinien trwa od 0,5 – 1 sekundy,
- zmieniaj c cyklicznie kierunek magnesowania powoli oddala najpierw jeden
nabiegunnik od badanego przedmiotu na odległo ok. 10 cm, a potem drugi,
- po odsuni ciu obu nabiegunników na odległo wi ksz ni 10 cm wył czy
pr d magnesuj cy.
8
Efekt rozmagnesowania w powa nym stopniu zale y od sposobu oddalania
defektoskopu. Ruch defektoskopu powinien by wolny i jednostajny, przy czym
w pocz tkowym odcinku (do odległo ci 1 cm) na ka dy milimetr drogi powinien
przypada co najmniej jeden cykl przemagnesowania. Operacja ta jest utrudniona
przez siły przyci gania i dlatego nale y wykona j szczególnie starannie.
Niezb dnym jest skontrolowanie skuteczno ci rozmagnesowania. Przy braku
odpowiedniego miernika pola magnetycznego mo na posłu y si prostym, lecz na
ogół wystarczaj co czułym sposobem – zbli aj c do rozmagnesowanej powierzchni
niewielki kawałek mi kkiej stali zawieszony na nitce. Je eli nie mo na stwierdzi
przyci gania – przedmiot uwa a si za rozmagnesowany. W przypadku twierdzenia
niedostatecznego rozmagnesowania – cał operacj nale y powtórzy .
4. PRZEBIEG
WICZENIA
1. Zmontowa defektoskop i podł czy go do ródła napi cia,
2. Powierzchni
badanego przedmiotu pokry podkładem magnetycznym
(kontrastuj cym), a po jego wyschni ciu zawiesin proszku magnetycznego,
3. Przyło y nabiegunniki defektoskopu do badanego elementu – tarczy kołowej
(nabiegunniki przyło y po obydwu stronach przewidywanej nieci gło ci),
4. Wł czy defektoskop i odczeka kilka minut (w zale no ci od szybko ci
formowania si strumienia magnetycznego rozproszenia),
5. Po uformowaniu si
strumienia rozproszenia (proszek zawiesiny
magnetycznej gromadzi si w miejscach najwi kszych zmian rozproszonego
pola magnetycznego) wył czy defektoskop, odsun
go od badanego
elementu i przeszkicowa zaobserwowany obraz,
6. Usun zawiesin proszku magnetycznego z obiektu,
7. Rozmagnesowa badany obiekt,
8. Czynno ci 2 – 7 powtórzy dla poł czenia spawanego,
9. Wył czy defektoskop, odł czy go od ródła zasilania, a nast pnie
zdemontowa .
5. OPRACOWANIE WYNIKÓW
W sprawozdaniu nale y zamie ci :
1. Okre lenie celu wiczenia,
2. Krótki wst p teoretyczny,
3. Szkice
uformowanych
magnetycznych
strumieni
rozproszenia
(zaobserwowane obrazy) dla tarczy kołowej i poł czenia spawanego
z zaznaczeniem zaobserwowanych wad,
4. Wnioski i uwagi z przeprowadzonego wiczenia.
9
6. BIBLIOGRAFIA
1. Lewi ska – Romicka A.: Badania nieniszcz ce. Podstawy defektoskopii.
Wydawnictwa Naukowo – Techniczne, Warszawa 2001,
2. Instrukcja obsługi: Defektoskop magnetyczny strumieniowy DMS – 11. Zakład
Do wiadczalny „TECHPAN”, Warszawa 1978.
10