Politechnika Łódzka
Wydział Mechaniczny
Instytut Inżynierii Materiałowej
LABORATORIUM
NAUKI O MATERIAŁACH
Ćwiczenie nr 10
Temat: Spieki i ceramika, kompozyty
Łódź 2010
1. Wstęp teoretyczny
1.1. Materiały spiekane
Stosowane dotychczas w technice materiały wytwarzane są drogą stapiania
składników, a metody ich otrzymywania wywodzą się ze stanu płynnego. Wiadomo jednak,
że nie wszystkie składniki wykazuję wzajemną rozpuszczalność w fazie ciekłej lub z uwagi
na wysokie temperatury topienia doprowadzenie ich do startu płynnego byłoby technicznie
bardzo trudne.
Metoda wytwarzania materiałów technicznych, w których nie przechodzi się przez stan
płynny nazywana jest metalurgią proszków. Zaletami tej technologii są:
ekonomiczność produkcji masowej,
praktycznie bezodpadowość produkcji,
możliwość bardzo szerokiego modyfikowania wyrobów,
możliwość tworzenia materiałów kompozytowych.
Materiałami wyjściowymi w metalurgii proszków są proszki metali, metaloidów lub
ich związków, które podlegają następującym operacjom:
przygotowanie proszków,
zagęszczanie (np. prasowanie matrycowe),
spiekanie,
kalibrowanie.
Proszki metali wytwarza się jedną z następujących metod:
a) rozpylania ciekłego metalu sprężonym powietrzem (RZ),
b) rozpylania wirującą tarczą z łopatkami (BPG),
c) rozpylania strumieniem wody,
d) elektrolityczną,
e) rozdrabniania mechanicznego "Hametag",
f) karbonylkową.
Tak przygotowane proszki miesza się z substancjami nadającymi od powiędnie cechy
podczas prasowania, które przeprowadza się na prasach 10 ÷ 3000 t umieszczając materiał
w matrycach. Spiekanie polega na wyżarzaniu sprasowanych części w atmosferze ochronnej
z udziałem lub bez fazy ciekłej. Podczas spiekania zachodzą procesy dyfuzyjne oraz procesy
płynięcia wiskozyjnego prowadzące do ujednolicenia materiału. Tak wykonane spieki
wykańcza się mechanicznie - stosując przetłaczanie wykańczające lub obróbkę skrawaniem.
Spieki można poddawać również w zależności od ich przeznaczenia nasycaniu
niemetalami (siarka, żywica epoksydowe, fenolowe, teflon), obróbce galwanicznej lub
obróbce dyfuzyjnej, chromowaniu, nawalaniu, aluminiowaniu.
Spieki możemy podzielić na:
a) spieki węglików na narzędzia do obróbki mechanicznej,
b) spieki metali trudnotopliwych,
c) spieki porowate na łożyska porowata lub uszczelnienia,
d) spieki magnetyczne i na styki w elektrotechnice,
e) cermetale jako konstrukcyjny materiał żaroodporny lub cierny,
f) na wyroby zastosowania masowego.
Najbardziej typowe materiały narzędziowe z grupy tworzyw spiekanych stanowią węgliki
spiekane.
Węgliki spiekane - materiały nie podlegające obróbce cieplnej, ani plastycznej
Charakteryzuję się wysoką twardością w wysokich temperaturach, odpornością na ścieranie
i znaczne kruchością.
Głównym składnikiem węglików spiekanych jest WC. Gatunki zawierające WC+Co
służą do obróbki żeliwa, metali nieżelaznych, mas plastycznych, materiałów ceramicznych,
węgla i szkła.
Do obróbki stali stosuje się gatunki węglików zawierające TiC, co ok. 20-krotnie
zmniejsza skłonność do zgrzewania się z materiałem obrobionym.
Dodatek TaC powoduje zmniejszenie skłonności do erozji, a ponadto powoduje
wzrost twardości w wysokich temperaturach i wytrzymałości na zginanie.
Węgliki spiekane wykorzystywane są do produkcji:
- nakładek narzędzi w obróbce wiórowej (w postaci wymiennych płytek),
- ostrzy świdrów i narządzi górniczych,
- narzędzi do obróbki plastycznej.
1.2. Tworzywa ceramiczne
Ceramika jest to nieorganiczny materiał o jonowych i kowalencyjnych wiązaniach
atomów. W chwili obecnej określenie ceramika obejmuje: ceramikę klasyczną (opartą na
glino-krzemach), bardzo czyste i silnie zagęszczona jednoskładnikowe układy tlenków,
węglików, azotków i cermetale.
Struktury krystaliczne ceramik są liczne i różnorodne. Zmieniają się one od zakresu
sześciennej struktury MgO poprzez warstwową strukturę miki do wstęgowej struktury azbestu
amfibolowego. Struktury te wykazują niską symetrię, co może powodować zjawisko
piezoelektryczności, powstawania ładunków statycznych przy odkształceniach sprężystych
(np. kwarc).
Własności mechaniczne materiałów ceramicznych charakteryzuje brak plastyczności,
duża twardość, sztywność i dobra wytrzymałość na ściskanie. Wytrzymałość na rozciąganie
jest mała na skutek oddziaływania mikropęknięć.
1.2.1 Ceramika klasyczna
Klasyczne odmiany ceramiki produkowane są z trzech składników: gliny, krzemionki,
skalenia. Glina składa się głównie ze złożonych połączeń Al2O3, SiO2, i H2O i dzięki niej
jest możliwa obróbka plastyczna przed wypaleniem. Krzemionka jest krystaliczną odmianą
SiO2, zwaną także kwarcem. Jest to tani składnik ogniotrwały. Skaleń potasowy zawiera
K2O, Al2O3 i SiO2. Jest to składnik niskotopliwy, który podczas wypalania tworzy szkło
i wiąże krystalicznie składniki ogniotrwała
1.2.2 Ceramika nowoczesna
Termin ten ograniczony jest tutaj do opisania prostych związków, takich jak: tlenki, węgliki
i azotki, które są obecnie wytwarzane w czystym stanie krystalicznym o bardzo małej lub
zerowej porowatości. W przeciwieństwie od ceramiki tradycyjnej nowa ceramika wymaga
bardzo ścisłej kontroli jakości, w celu uzyskania ściśle określanego produktu. Proces
wytwarzania tej ceramiki polega typowo na spiekaniu lub prasowaniu na gorąco suchych
proszków. Przykładami nowej ceramiki są: tlenek berylu i tlenek uranu, stosowane
w reaktorach atomowych, węglik boru najtwardszy ze znanych materiałów, stosowany na
lekkie płyty pancerne i na łożyska gazowe; węglik krzemu, stosowany od dawna na elementy
grzejne, materiały ogniotrwałe i ścierne, azotek krzemu, stosowany na doświadczalne łopatki
turbin gazowych i łożyska; tytanian baru, charakteryzujący się stałą dielektryczny powyżej
1000, albo jego modyfikacje, które mają stałe dielektryczne dochodzące do 10000
1.3 Materiały kompozytowe
Wymagania stawiane materiałom przez nowoczesną, stale rozwijającą się technikę, nie mogą
być już w wielu przypadkach zaspokajane przez istniejące tradycyjne materiały
konstrukcyjne, nawet po zastosowaniu do nich wielu zabiegów ulepszających, podnoszących
ich własności mechaniczne. Ostatnie lata przyniosły więc rozwój nowej grupy materiałów,
zwanych materiałami kompozytowymi, które powszechnie uważa się za materiały
przyszłości, tzn. takie, które są w stanie sprostać wysokim wymaganiom techniki.
Podstawową zaletą materiałów złożonych jest fakt, że są one lżejsze, sztywniejsze i bardziej
wytrzymałe od jakichkolwiek produkowanych uprzednio. Możliwość łączenia ze sobą
materiałów o bardzo zróżnicowanych charakterystykach mechanicznych i różnorodnych
formach geometrycznych stwarza olbrzymie możliwości w dziedzinie projektowania
i tworzenia, nowych materiałów o ciekawych, określonych z góry własnościach.
Określenie i podział materiałów kompozytowych
W szerokim pojęciu praktycznym większość materiałów współczesnych stanowi
kompozycje, ponieważ materiały w czystej postaci znajdują zastosowanie stosunkowo bardzo
rzadko.
Przyjmuje się pod określeniem kompozyty rozumieć tylko te materiały, które spełniają
następujące warunki:
1. kompozycja materiałowa została stworzona sztucznie,
2. kompozycja musi składać się co najmniej dwóch chemicznie różnych materiałów
o określonej granicy rozdziału,
3. komponenty charakteryzują kompozycję swoimi udziałami objętościowymi,
4. kompozycja charakteryzuje się takimi własnościami, jakich nie posiadają
komponenty osobno.
Ta ostatnia cecha kompozycji jest szczególnie interesująca z punktu widzenia
inżynierii
materiałowej,
ponieważ
stwarza
możliwość
projektowania
materiałów
konstrukcyjnych o określonych własnościach mechanicznych na drodze odpowiedniego
doboru komponentów;
Materiały kompozytowe spełniające wymienione cztery warunki można podzielić na
trzy podstawowe grupy:
1. umacniane dyspersyjnie,
2. umacniane cząstkami,
3. umacniane włóknami ciągłymi lub nieciągłymi (dyskretnymi).
Podział ten znajduje odbicie w mikrostrukturze materiałów wzmacnianych lub ogólnie
mówiąc - kompozytowych. Materiały umacniane dyspersyjnie posiadają osnowę z prostego
ok.15%. Jeżeli rozmiary cząstek umacniających przewyższają 1,0
m, a ich koncentracja
przewyższa w przybliżeniu 25% udziału objętościowego, to tego rodzaju umocnienie zalicza
się już na ogół do umocnienia cząsteczkami. Wielkość fazy zbrojącej w materiałach
zbrojonych włóknami, wyrażona w procentowym udziale objętościowym, waha się
w granicach od kilku procent do ok. 70% i więcej, a średnice włókna. zmieniają się od
mikrometra, do dziesiątek i setek mikrometrów. Osobliwość mikrostruktury tych materiałów
polega na tym:, że jeden z wymiarów fazy zbrojącej jest bardzo duży. Efektywność
umocnienia materiału wyrazić można tzw. współczynnikiem umocnienia – KU, który
określany jest stosunkiem naprężenia na granic plastyczności materiału kompozytowego do
naprężenia na granicy plastyczności osnowy:
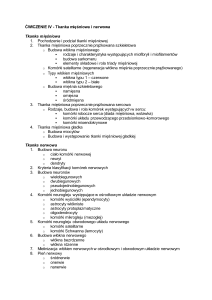
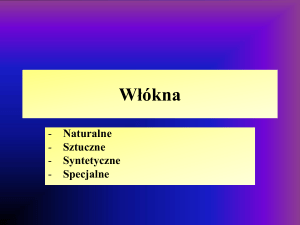
Zależność
pomiędzy
współczynnikiem
umocnienia
i
wielkościami
cząstek
wzmacniających, względnie stosunkiem długości włókna do jego średnicy, obrazują wykresy
przedstawione na rysunku. 1. Wykresy te opracowano na podstawie danych zarówno
eksperymentalnych, jak również, obliczeń teoretycznych zakładając, że materiał obciążany
był równolegle do kierunku włókien zbrojących.
Rysunek 1. Wpływ ilości i wielkości komponentów zbrojących na
współczynnik umocnienia Ku w temperaturze otoczenia (2)
Jak widać z rysunku. 1. dla materiałów umocnionych cząstkami o wymiarach zmieniających
się w granicach od ok. 10-3 do 1µm, współczynnik umocnienia KU zmienia się w granicach
30
3. Wraz ze wzrostem średnicy cząstek wartość współczynnika umocnienia KU
nieprzerwanie maleje, zbliżając się do dolnego przedziału pomiędzy KU = 1 i KU = 3.
Dla
m wielkość współczynnika KU pozostaje praktycznie nie
zmieniona. Przy zbrojeniu włóknami wielkość współczynnika KU znacznie wzrasta. Ilustruje
to prawa część rysunku 1. Jak widać z przytoczonych wykresów wielkość współczynnika
umocnienia zależy od stosunku długości włókna ( l/dw), średniej wytrzymałości włókna W
oraz udziału objętościowego włókien zbrojących VW.
1.3.1 Materiały kompozytowe wzmacniane dyspersyjnie
W materiałach tych zasadnicze obciążenie przenosi osnowa. Cząsteczki dyspersyjne
przeciwstawiają się ruchowi dyslokacji, powodując w efekcie pewne umocnienie materiału.
Przyjmuje się zatem że stopień wzmocnienia osnowy jest proporcjonalny do zdolności
przeciwstawiania się cząsteczek ruchowi dyslokacji.
Do podstawowych parametrów, od których zależy efektywność umocnienia należą:
λ średnia droga swobodna w osnowie miedzy cząstkami,
Dp - odległość miedzy cząstkami.
Wielkości te są związane ze średnicą cząsteczek – dp i wielkością ich udziału
objętościowego Vp odpowiednimi zależnościami.
Dyslokacje poruszając się w aktywnych płaszczyznach poślizgu mogą
Przemieszczać się między cząstkami. Do tego konieczne jest jednak przyłożenie
odpowiedniego naprężenia niezbędnego do ugięcia dyslokacji w pętlę półkolista.
Przejście dyslokacji
pomiędzy cząstkami
wywołuje powstanie wokół
nich
zamkniętych pętli, które zmniejszają odległość miedzy cząsteczkami – Dp. Dlatego przejście
następnej dyslokacji miedzy cząsteczkami wymaga już przyłożenia większego naprężenia.
Wyjaśnia to problem wzmocnienia materiałów umacnianych dyspersyjnie. Główny efekt
dyspersyjnego wzmocnienia polega jednak nie tyle na podniesieniu wytrzymałości
kompozycji w porównaniu z wytrzymałością jej metalowej osnowy w temperaturze
pokojowej, ile na obniżeniu skłonności materiału osnowy do pełzania oraz podwyższeniu jej
wytrzymałości na pełzanie w szerokim przedziale temperatur, nawet do 80% temperatury
topnienia osnowy.
1.3.2 Kompozyty wzmacniane cząstkami
W materiałach wzmacnianych, cząsteczkami osnowa, odgrywa rolę pośrednią
w porównaniu z dwoma pozostałymi typami kompozycji w materiałach wzmacnianych
dyspersyjnie, jak wiadomo, osnowa jest składnikiem podstawowym, przenoszącym całe
obciążenie. W kompozytach zbrojonych włóknami zadanie osnowy sprowadza się do
przekazania obciążenia, włóknom. Natomiast w kompozytach wzmacnianych cząstkami
obciążenie przenoszone jest zarówno przez osnowę, jak i przez cząsteczki. Charakter
mikrostruktury również jest pośredni, w porównaniu z pozostałymi dwoma grupami: udział
objętościowy cząstek wzmacniających przewyższa 25%, a średnice cząstek i średnia droga
swobodna w osnowie przekraczają 1µm.
Badania kompozycji umacnianych cząsteczkami, w obszarach poza granicą
sprężystości, można podzielić na dwie grupy:
1. badania dla kompozycji, w których cząsteczki wzmacniające
osiągają swoją granicę plastyczności przed zniszczeniem materiału
2. badania, dla kompozycji, w których cząsteczki wzmacniające nie
odkształcają się plastycznie przed zniszczeniem kompozytu.
1.3.3 Materiały kompozytowe wzmacniane włóknami
Obciążenie (Pk) w kompozycie zbrojonym włóknami rozkłada się zarówno na włókno
(Pw), jak i na osnowę (Po). Siłę obciążającą materiał kompozytowy można więc wyrazić jako
sumę dwóch składowych:
Zależność powyższą można przedstawić przez naprężenie i udział objętościowy V,
wówczas:
Zakładając, że pod wpływem przyłożonego obciążenia osnowa i włókno odkształcają
się jednakowo, stosunek obciążenia przypadającego na włókna, do obciążenia przypadającego
na osnowę można wyrazić następująco:
Jak wynika z podanej zależności, dla otrzymania wyższych naprężeń w włóknie
zbrojącym, tzn. dla lepszego, efektywnego wykorzystania włókna, konieczne jest, aby jego
moduł sprężystości możliwie znacznie przewyższał moduł sprężystości osnowy; Gdy włókno
zbrojące posiada niski, w stosunku do osnowy, moduł sprężystości oraz znaczne
odkształcenie względne, wówczas jego możliwości umacniania nie będą mogły być w pełni
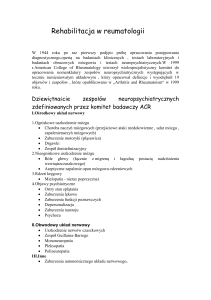
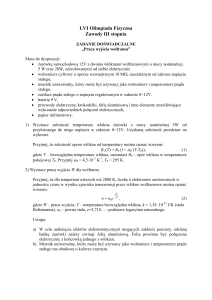
wykorzystane. Ilustruje to najlepiej rysunek 2, na którym przedstawiono wykresy rozciągania
dla włókna szklanego i żywicy, oraz analogiczne wykresy dla włókna poliamidowe; i żywicy.
Jak widać z rysunku, włókna szklane mogą przejąć większa część obciążenia rozciągającego,
zanim żywica osiągnie swą pełną wytrzymałość na rozciąganie, po osiągnięciu całkowitego
wydłużenia względnego. Na rysunku. 2 b, sytuacja jest odwrotna. Żywica osiąga swoją
granicę wytrzymałości i całkowite wydłużenie względne w momencie, gdy włókna
poliamidowe są dopiero w niewielkim stopniu obciążone w stosunku do swoich pełnych
możliwości. Dla zapewnienia przejęcia przez włókna możliwie największej części obciążenia
wymagany jest, oprócz wymienionych uprzednio cech, odpowiednio duży udział
objętościowy włókien w kompozycie.
Rysunek 2. Porównanie doraźnej wytrzymałości i wydłużenia granicznego
dla: a)włókna szklanego i żywicy, b) włókna poliamidowego i żywicy.(3)
W literaturze określa się często maksymalny udział cylindryczny; włókien zbrojących
na 80 ÷ 90%. Jednakże prowadzone badania dla kompozycji polimer-włókno szklane
wykazały, że optymalny udział objętościowy włókien dla tych kompozycji waha się
w granicach 50 ÷ 60%. Z badań tych wynika, że wzrost wytrzymałości kompozycji rośnie
w miarę wzrostu udziału objętościowego włókien zbrojących tak długo, dopóki nie osiągnie
się pewnej zawartości optymalnej, różnej dla poszczególnych typów kompozycji.
Po osiągnięciu tej wartości następuje spadek wytrzymałości kompozycji, pomimo
podwyższania procentowej zawartości włókien. Tłumaczyć to można w ten sposób, że po
przekroczeniu optymalnego udziału objętościowego zbrojenia, zwilżenie, a następnie
złączenie włókien z osnową pogarsza się obniżając tym samym wytrzymałość materiału
finalnego, a także wzrastają negatywne skutki konieczności ścisłego współdziałania ze sobą
materiałów o mocno zróżnicowanych własnościach fizykomechanicznych.
Przy kompozycjach wzmacnianych włóknami rozróżniamy w procesie odkształcania
następujące cztery etapy:
1. włókna i osnowa odkształcają się sprężyście,
2. włókna odkształcają się sprężyście, a osnowa zaczyna odkształcać się
plastycznie,
3. zarówno włókna, jak i osnowa odkształcają się plastycznie,
4. włókna zrywają się, co powoduje zniszczenie kompozycji.
Włókna nieciągłe, w przeciwieństwie do włókien ciągłych, mogą być tylko częściowo
nosicielami naprężeń wynikających z granicy wytrzymałości włókna. Naprężenia na końcach
włókien o ograniczonej długości są bowiem mniejsze od maksymalnych naprężeń w włóknie
ciągłym. Maksymalne naprężenie średnie osiągają włókna jedynie wtedy, gdy ich długość
przekroczy pewna długość krytyczną lkr.
1.3.4 Materiały stosowane do zbrojenia kompozytów - zbrojenie komponentami
metalicznymi.
Do ważnych i szeroko stosowanych komponentów zbrojących zalicza się włókna
i druty metalowe. Są one produkowane z różnych metali, jak np. ze stali, tytanu i jego stopów,
niklu, wolframu, molibdenu itp. przy zastosowaniu różnych metod i technologii. Mogą to być
metody mechaniczne, elektrochemiczne formowanie ze stopu, osadzanie z formy gazowej.
W wyniku tak różnych zabiegów technologicznych otrzymywane włókna i druty różnią się
często dość znacznie od materiału wyjściowego. W związku z rosnącym zapotrzebowaniem,
na bardzo cienkie druty i włókna, nastąpił gwałtowny rozwój nie mechanicznych metod
otrzymywania, dających włókna i druty metaliczne o średnicach rzędu kilku lub
kilkudziesięciu mikrometrów. Zmniejszenie średnicy włókna podwyższa efektywność jego
wykorzysta oraz rozszerza zakres zastosowali. Ze zwiększeniem giętkości włókna
wynikającym ze zmniejszenia średnicy, rodzi się możliwość stosowania elementów
zbrojących w różnych formach tekstylnych (siatki, tkanin nawoje itp.).
Do czynników mających wpływ na wytrzymałość włókna metalicznego związanych
z technologia ich wykonania zaliczyć można:
1. Równomierność przekroju poprzecznego,
2. Stan powierzchni,
3. Wielkość ziarna,
4. Tekstura,
5. Zahartowanie,
6. Skutki szybkiego chłodzenia.
Szerokie zastosowanie jako komponenty zbrojące w materiałach kompozytowych
znalazły wysokowytrzymałe monokryształy o dużym stosunku długości do średnicy, zwane
wąsami. Kryształy te otrzymywać można z bardzo różnych materiałów, stosując przy tym
również różne technologie. Ogólnie można wyodrębnić trzy rodzaje technologii: krystalizacja
z fazy ciekłej, krystalizacja z fazy gazowej oraz na drodze dyfuzji fazy stałej. Poszczególne
mechanizmy na ogół współdziałają ze sobą wspomagając i uzupełniając się wzajemnie.
Do najbardziej znanych metod wzrostu "wąsów" zalicza się kontrolowane utlenianie
metali względnie odbudowywanie ich tlenków. Jako umocnienie materiałów kompozytowych
najczęściej stosuje się nitkowe monokryształy tlenków aluminium.
1.3.5 Technologie stosowane przy otrzymywaniu materiałów kompozytowych
Stosowane obecnie metody wykonywania materiałów kompozytowych można
podzielić na dwie grupy: 1. Metody pośrednie, 2. Metody bezpośrednie. Do pierwszej z nich
zaliczamy takie technologie, jak: zalewanie, nasycanie, wytłaczanie, walcowanie itp.,
natomiast druga grupa obejmuje metody pozwalające na uzyskanie odpowiednich struktur
włóknistych poprzez krystalizację kierunkową. Metody pierwszej grupy noszą również często
nazwę metod wielooperacyjnych, ponieważ uzyskanie materiału kompozytowego w jego
końcowej postaci wymaga wielu operacji przygotowawczych. Wymaga ją one na ogół
pokonywania licznych trudności związanych zarówno z otrzymywaniem odpowiednich
komponentów zbrojących w postaci włókien lub wiskersów, jak również właściwym
przygotowaniem ich powierzchni, wprowadzeniem do osnowy, przy zachowaniu właściwego
kierunku zbrojenia i dobrego, ciągłego połączenia z osnowa. Należy zwrócić uwagę na fakt,
że uszkodzenie włókien, zarówno mechaniczne, jak i chemiczne, w procesie formowanie
kompozycji, w znacznym stopniu obniża własności mechaniczne materiału kompozytowego.
Dla uniknięcia uszkodzeń chemicznych stosuje się wiec często specjalne pokrycia ochronne
na włókna, co jeszcze bardziej komplikuje proces otrzymywania materiału kompozytowego.
Przy zastosowaniu metod bezpośrednich odpadają studia przygotowywania włókien
i wprowadzania ich do osnowy oraz problemy zgodności chemicznej osnowy i zbrojenia,
a także wytrzymałości połączeń międzyfazowych. Mankamentem metod tej grupy jest
natomiast ograniczona możliwość zmian zarówno w zestawach faz i ich udziałów
objętościowych w kompozycji, jak również w liczbie odpowiednich zestawów z wymaganymi
układami fazowymi stopów.
Wybór odpowiedniej technologii uzależniony jest od: przeznaczenia produktu, rodzaju
stosowanych
kompozytów,
założonych
własności
fizykochemicznych
materiału
kompozytowego. Prawidłowo wybrana i zastosowana technologia umożliwia otrzymywanie
potrzebnego kształtu, wyrobu, wprowadzenie do osnowy znanej liczby włókien zbrojących
bez ich uszkodzenia oraz zabezpiecza dobre połączenie na granicy włókno-osnowa, bez
występowania
miedzy
nimi
niekorzystnych
oddziaływań
chemicznych.
Materiały
kompozytowe można otrzymywać albo w formie gotowych już elementów, albo też w formie
półfabrykatów (blachy, rury, profile), z których następnie wykonuje się określone wyroby.
2
Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studentów z materiałami ceramicznymi, spiekanymi,
kompozytowymi, ich zastosowaniem oraz metodami wytwarzania.
3
Zadania do wykonania
Dokonać obserwacji mikroskopowych wskazanych przez prowadzącego próbek
Wykonać rysunki obserwowanych struktur
Określić rodzaj obróbki stosowanej w odniesieniu do konkretnej próbki
(tylko prasowana i spiekana po obróbce cieplnej).
4
Wyposażenie stanowiska
Zestaw próbek
Mikroskop metalograficzny
5
Sprawozdanie
Cel ćwiczenia
Wstęp teoretyczny
Rysunki obserwowanych struktur wraz z opisem według schematu:
o Materiał
o Stan materiału
o Powiększenie
o Trawienie
Uwagi i wnioski
6
Literatura
1. Materiały wykładowe „Nauka o materiałach I i II”,
2. L. A. Dobrzański: „Materiały inżynierskie”, WNT, Warszawa, 2006,
3. J. Nowacki: „Spiekane metale i spieki z osnową metaliczną”, WNT, Warszawa 2005
UWAGA:
Przed przystąpieniem do wykonania ćwiczenia student zobowiązany jest
zapoznać się z przepisami BHP