temat numeru
Wzorcowanie
przyrządów
pomiarowych
Linie produkcyjne praktycznie we wszystkich gałęziach przemysłu stanowią nagromadzenie przyrządów pomiarowych, od wiarygodności których zależy
jakość produktów ibezpieczeństwo pracy personelu. Aby się co do niej upewnić, trzeba je okresowo
wzorcować. Wartykule wyjaśniamy, na czym polega
weryfikacja wskazań czujników, kto się tym zajmuje
ijakie informacje powinny być zawarte wdokumentach poświadczających jej przeprowadzenie.
Wzorcowanie, czyli inaczej kalibracja, to według definicji zbiór czynności, których celem jest ustalenie relacji pomiędzy wartościami wielkości
mierzonej, wskazanymi przez przyrząd pomiarowy, a tymi realizowanymi przez wzorce jednostki miary. Na przykładzie czujników do
pomiaru temperatury przedstawiamy wybrane metody kalibracji oraz
urządzenia potrzebne do jej realizacji. Wybór ten jest nieprzypadkowy – temperatura jest bowiem jedną z wielkości fizycznych najczęściej
mierzonych w przemyśle. Charakteryzuje ona przebieg procesów produkcyjnych, jak też stan maszyn (ich
przegrzewanie się często świadczy
o awarii). W pomiarach temperatury często korzysta się z czujników
42
wr zes ie ń
2 0 1 4
kontaktowych, np. sensorów rezystancyjnych oraz termopar. W przypadku obiektów w ruchu, pomiarów
w miejscach trudno dostępnych albo
w przypadku bardzo gorących urządzeń używa się natomiast mierników
bezkontaktowych (pirometry, kamery termowizyjne).
METODA PUNKTÓW STAŁYCH
IMETODA PORÓWNAWCZA
Za najdokładniejszy sposób wzorcowania kontaktowych czujników
temperatury uznaje się metodę punktów stałych. Wykorzystuje się w niej
zjawisko przemiany fazowej metali (rtęci, galu, cynku, aluminium,
miedzi, palladu) oraz wody, czyli ich krzepnięcia, topnienia i punktu potrójnego. Ten ostatni to stan,
w którym dana substancja pozostaje w równowadze termodynamicznej
i istnieje w trzech stanach skupienia,
tj. ciekłym, stałym oraz gazowym,
równocześnie. W każdym z przypadków temperatura jest stałą.
Przykładowe wartości temperatury
to: –38,8344°C (punkt potrójny rtęci), +0,01°C (punkt potrójny wody),
+29,7646°C (temperatura topnienia galu), +419,527°C (temperatura
krzepnięcia cynku) oraz +1084,62°C
(temperatura krzepnięcia miedzi).
Warunki takie uzyskuje się w specjalnych komórkach, w których umieszcza się wzorcowane czujniki. Aby
stan ten utrzymać nawet przez kilka godzin, pojemniki te schładza się
albo podgrzewa w termostatach lub
w piecach.
źródło: Beamex
W powyższy sposób kalibruje się
najczęściej przyrządy pomiarowe,
które będą później pełnić funkcję
wzorca. Inne, od których nie oczekuje
się tak dużej precyzji, wzorcowane są
zwykle metodą porównawczą. Wskazania czujnika badanego są wówczas
zestawiane z odczytami z kontrolnego przyrządu. Oba umieszcza się
w monitorowanych i regulowanych
warunkach, na przykład w komorze
klimatycznej albo w termostacie.
WZORCOWANIE
PIROMETRÓW
Do kalibracji pirometrów niezbędne jest źródło promieniowania
termicznego, czyli modelowe ciało
czarne. Jest to urządzenie emitujące
maksymalną moc promieniowania,
jaką może wydzielać obiekt o określonej temperaturze. Spotykane są
dwa rodzaje takich źródeł: płaskie
(hot plate) oraz wnękowe (cavity).
Pierwsze zbudowane jest z metalowej płytki, wykonanej na przykład
z aluminium, gładkiej lub na którą
naniesiono koncentrycznie ułożone
rowki. Jest ona zmatowiana i malowana na czarny kolor. Dzięki temu
typowa emisyjność modeli tego typu
to 0,95. Zależnie od zadanej temperatury, płytka jest schładzana lub podgrzewana – na przykład przez moduł
Peltiera. Częścią układu regulacji tej
wielkości jest również czujnik, najczęściej rezystancyjny albo termopara. Techniczne ciało czarne drugiego typu, które charakteryzuje zwykle
większa emisyjność (0,98 i więcej),
ma natomiast postać ślepej wnęki w zabudowanym cylindrze. Urządzenia te są przeważnie droższe niż
płaskie.
Kalibrację pirometru przeprowadza się, porównując jego wskazania z wynikami pomiaru przy użyciu wzorcowego sensora temperatury
wbudowanego w płytkę lub we wnękę. Można także zestawiać odczyty
z badanego przyrządu z tymi z innego, kontrolnego pirometru.
JAK POPRAWNIE
SKALIBROWAĆ PIROMETR?
W czasie kalibracji pirometru ważne jest, żeby ustawić go prostopadle
do powierzchni płytki albo wnęki –
inaczej promieniowanie odbite zaburzy wynik pomiaru. Ponadto pole
w rz e sie ń
2 0 1 4
43
temat numeru
widzenia przyrządu przy danej odległości powinno być mniejsze niż powierzchnia ciała czarnego. Nie należy przy tym przysuwać pirometru
zbyt blisko tego ostatniego nagrzanego do wysokiej temperatury – negatywnie wpływa to na wynik wzorcowania i może zniszczyć czujnik.
Pirometr powinien być zawsze
nakierowany na środek płytki albo
wnęki. Zanim zacznie się pomiar,
należy się także upewnić, że temperatura ciała czarnego ustabilizowała
się. Zwykle oczekiwanie na jej zwiększenie trwa krócej niż na obniżenie.
Temu drugiemu może towarzyszyć
formowanie się na powierzchni płytki wody lub lodu. Dzieje się tak, jeżeli jej temperatura osiągnie wartość
punktu rosy albo lodu przy danej wilgotności powietrza. Tak jak wszelkie
inne zanieczyszczenia, również krople i kryształy lodu zmieniają emisyjność powierzchni. Trzeba je więc
usuwać – na przykład przedmuchując suchym powietrzem.
LABORATORIUM AKREDYTOWANE… CZYLI JAKIE?
Po przykładach spójrzmy bliżej na kwestie związane z przepisami. Do wykonania wiarygodnego
wzorcowania niezbędny jest zatem odpowiedni sprzęt, wzorce oraz
wykwalifikowany personel, który bę-
dzie przestrzegać procedur kalibracji, a później poprawnie opracuje
jej wyniki. Wykonanie tego zadania
często najlepiej jest zlecić specjalistom z laboratorium akredytowanego. Jak można przeczytać na stronie internetowej PCA (Polskiego
Centrum Akredytacji) zgodnie z normą PN-EN ISO/IEC 17000 pt. Ocena zgodności. Terminologia i zasady
ogólne, akredytacja to atestacja przez
stronę trzecią, dotycząca jednostki oceniającej zgodność, służąca formalnemu wykazaniu jej kompetencji
do wykonywania określonych zadań w zakresie oceny zgodności. Aby
uzyskać akredytację, laboratorium
wzorcujące powinno spełnić szereg
wymogów – m.in. każdy z upoważnionych pracowników musi co naj-
Wzorcowanie alegalizacja
Wzorcowania nie należy utożsamiać zlegalizacją. Ta druga to zespół
czynności obejmujących sprawdzenie, stwierdzenie ipoświadczenie dowodem legalizacji, że dany przyrząd pomiarowy spełnia wymagania. Może
ona być pierwotna, wykonywana przed wprowadzeniem urządzenia do
obrotu lub użytkowania albo ponowna, dla przyrządów już znajdujących
się wobrocie albo wużytku. Legalizacja jednostkowa to natomiast legalizacja pierwotna urządzenia, które zostało skonstruowane do jednego,
szczególnego zastosowania.
Wdowodzie legalizacji nie ma informacji obłędach pomiarowych ani
oich niepewności. Wprzeciwieństwie do wzorcowania, legalizacja nie jest
też dobrowolna. Jej obowiązkowość jest uregulowana wRozporządzeniu
Ministra Gospodarki z2007 roku wkwestii typów urządzeń pomiarowych,
które podlegają prawnej kontroli metrologicznej izakresu tej kontroli.
Tylko legalizacja pierwotna jest wymagana na przykład wwypadku areometrów szklanych (alkoholomierzy, densymetrów do alkoholu i innych
cieczy) iprzeliczników do gazomierzy. Konieczność legalizacji pierwotnej
iponownej jest zkolei obowiązkowa m.in. dla: odważników, analizatorów spalin samochodowych, ciepłomierzy, gazomierzy, liczników energii elektrycznej, przyrządów do pomiaru długości iwag automatycznych.
44
wr zes ie ń
2 0 1 4
mniej raz w ciągu ostatniego roku
wykonać kalibrację metodami zgłoszonymi do akceptacji, a urządzenia
pomiarowe oraz wzorce powinny być
własnością laboratorium. Te pierwsze
mogą być w wyjątkowych sytuacjach
wynajmowane, jednak umowa najmu
musi być zgodna z warunkami akredytacji i umożliwiać nadzór nad nią.
JAK UZYSKAĆ AKREDYTACJĘ?
Procedury wzorcowania powinny
być znormalizowane. Te własne, które należy opracować zgodnie z aktualnym stanem wiedzy w danej dziedzinie, trzeba natomiast walidować.
Proces uzyskiwania akredytacji
przebiega wieloetapowo. Rozpoczyna się od sprawdzenia dokumentacji.
Ocenie w PCA poddawana jest ta dotycząca systemu zarządzania wdrożonego w laboratorium oraz procedur
technicznych. Po jej zatwierdzeniu
przedstawiciele w siedzibie wnioskodawcy akredytacji weryfikują teoretyczne i praktyczne kompetencje
personelu w zakresie wykonywania
kalibracji, opracowywania wyników
i ich sprawdzania oraz przygotowania, modyfikacji i walidacji procedur
pomiarowych.
Ponadto laboratorium musi „udowodnić”, że może przeprowadzać
wzorcowania w deklarowanym zakresie pomiarowym i z określoną
zdolnością pomiarową. Ta ostatnia
to najmniejsza niepewność pomiaru,
jaką można osiągnąć podczas rutynowo wykonywanego wzorcowania.
Analizowane są również wyniki porównań międzylaboratoryjnych.
wzorcowanie przyrządów pomiarowych
y
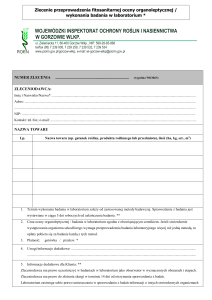
Wzór świadectwa wzorcowania
Przyznana akredytacja jest nadzorowana i poddawana okresowej ocenie przez PCA. Można się także ubiegać o rozszerzenie jej zakresu.
ŚWIADECTWO JEST
DOWODEM WZORCOWANIA
Wniosek taki, tj. dotyczący rozszerzenia zakresu, może dotyczyć m.in.
nowej dziedziny albo poddziedziny
wzorcowania, lokalizacji lub metody
pomiarowej. W pierwszym wypadku proces akceptacji przebiega analogicznie, jak przy udzielaniu akredytacji, czyli najpierw sprawdzana jest
dokumentacja, a następnie przebieg
kalibracji PCA weryfikuje na miejscu. W wypadku nowelizacji metody
pomiarowej wymagane bywa z reguły tylko przedstawienie jej zaktualizowanej specyfikacji.
Rys. 1
PCA ma także prawo do zawieszenia akredytacji, w całości albo częściowo. Przykładowe powody takiej
decyzji to brak udokumentowania
wzorcowań w określonej dziedzinie
wykonywanych przez każdego upoważnionego pracownika w ciągu
ostatniego roku lub utrata kompetencji laboratorium do prowadzenia
wzorcowań w danej dziedzinie albo
według określonej procedury.
Potwierdzeniem kalibracji jest jej
świadectwo, które laboratorium akredytowane powinno wystawić klientowi. Dokument ten musi być zgodny ze wzorem zamieszczonym przez
PCA na stronie internetowej www.
pca.gov.pl/doc/swiadectwo_wzorcowania_pl.pdf. Wszelkie zmiany
w tym szablonie powinny uzyskać akceptację tej organizacji.
CO ZAWIERA ŚWIADECTWO
WZORCOWANIA?
Na świadectwie powinny znaleźć
się dane teleadresowe laboratorium
akredytowanego, informacje o akredytacji (jej numer AP XXX, przez
kogo została wydana), data wystawienia oraz numer tego dokumentu.
W dalszej części zamieszcza się opis
przedmiotu wzorcowania, tzn. m.in.
nazwę, typ, numer fabryczny i nazwę
producenta przyrządu pomiarowego.
Kolejne dwa punkty to: zgłaszający oraz użytkownik. Dane identyfikujące tego drugiego (nazwa, adres)
podaje się, jeżeli nie jest on tożsamy z pierwszym. Taka sytuacja może
mieć miejsce, jeśli wzorcowanie przyrządu zamawia jego producent w ramach umowy z użytkownikiem końcowym czujnika. Następnie wskazać
trzeba miejsce wzorcowania, o ile nie
jest to siedziba laboratorium. Pole to
wypełnia się w wypadku, gdy usługa
kalibracji świadczona jest na miejscu
u klienta. Jeśli któryś z tych dwóch
punktów ma pozostać pusty jego tytułu w ogóle nie należy umieszczać
na świadectwie.
Dalej trzeba opisać warunki środowiskowe, które występowały w czasie wzorcowania oraz datę kalibracji. Po tych polach zamieszcza się
oświadczenie o dochowaniu przez
laboratorium akredytowane spójności pomiarowej.
SPÓJNOŚĆ POMIAROWA
– CO TO ZNACZY?
Spójność pomiarowa to właściwość wyniku pomiaru lub wzorca
jednostki miary, która polega na tym,
że można powiązać go z określonymi
odniesieniami, na ogół z wzorcami
państwowymi albo międzynarodo-
Adiustacja ≠ kalibracja
Adiustacja to czynność mająca
na celu doprowadzenie przyrządu
pomiarowego do stanu działania
odpowiadającego jego przeznaczeniu. Przykładem jest jego zerowanie. Adiustacji nie należy mylić
z kalibracją, która jest z kolei
synonimem wzorcowania!
w rz e sie ń
2 0 1 4
45
temat numeru
wymi jednostkami miary za pośrednictwem nieprzerwanego łańcucha
porównań, z których wszystkie mają
określoną niepewność. Jeżeli jest ona
zapewniona, wyniki pomiarów są
jednoznaczne, co umożliwia ich wzajemne porównywanie.
Utrzymaniem państwowych wzorców jednostek miar w Polsce zajmuje
się Główny Urząd Miar. Przykładem
jest wzorzec jednostki miary stałego
napięcia elektrycznego. Ma on postać
układu pomiarowego złożonego ze
wzorca pierwotnego opartego na zjawisku Josephsona ze złączem o napięciu znamionowym 10 V oraz systemu
pomiarowego do kontroli charakterystyk i kalibracji. Wzorzec jednostki miary oporu elektrycznego to natomiast układ pomiarowy w postaci
grupy sześciu oporników wzorcowych
o wartości nominalnej 1 Ω znajdujących się w termostacie i komparatora prądowego. GUM dysponuje także wzorcem jednostki masy 1 kg – jest
to walec wykonany ze stopu platyny
z irydem (90% Pt, 10% Ir) o średnicy
podstawy równej z jego wysokością.
Więcej informacji o innych jednostkach odniesienia można znaleźć na
stronie internetowej www.gum.gov.pl.
JAK SIĘ OBLICZA
NIEPEWNOŚĆ POMIARU?
Kolejnym punktem na świadectwie
wzorcowania jest informacja o tym,
że na kolejnych stronach dokumentu podano wyniki kalibracji razem
z wartościami niepewności pomiaru.
Jeżeli zlecenie przewidywało jedynie
sprawdzenie, czy przyrząd pomiarowy spełnia wymagania metrologiczne określone w przepisach, normach
albo w innych zaleceniach, potwierdzenie zgodności zastępuje wyniki
wzorcowania.
Niepewność pomiaru charakteryzuje rozrzut wartości, które można
przypisać wielkości mierzonej. Ta podawana w świadectwach kalibracji to
niepewność rozszerzona obliczana
jako wynik mnożenia złożonej niepewności standardowej pomiaru
wielkości wyjściowej i współczynnika rozszerzenia k. Zwykle w czasie
wzorcowania spełnione są warunki,
46
wr zes ie ń
2 0 1 4
które pozwalają na przyjęcie k = 2
(rozkład normalny wielkości mierzonej, wiarygodność niepewności standardowej). Odpowiada to poziomowi
ufności około 95%.
Niepewność pomiaru należy obliczać oraz podawać w świadec-
twie wzorcowania (maksymalnie do
dwóch miejsc po przecinku) zgodnie z ujednoliconymi wytycznymi
zawartymi w dokumencie EA-4/02
pt. Wyrażanie niepewności pomiaru
przy wzorcowaniu udostępnianym
przez GUM. W oparciu na nim, na
Gdzie wzorcować przyrządy pomiarowe?
Poniżej przedstawiamy przykładowe oferty laboratoriów akredytowanych
wzakresie wzorcowania przyrządów pomiarowych wybranych wielkości
elektrycznych inieelektrycznych. Lista wszystkich jednostek tego rodzaju
Temperatura
Laboratorium pomiarowe firmy Czah-Pomiar
www.czah.pl
Wielkość fizyczna, przyrząd pomiarowy
Wzorcowe platynowe czujniki (SPRT)
termometrów rezystancyjnych – długie,
wpunktach stałych
Przemysłowe czujniki termometrów
rezystancyjnych (metoda porównawcza)
Czujniki termoelektryczne zmetali szlachetnych
(S, R, B) wpunktach stałych
Czujniki termoelektryczne zmetali szlachetnych
(B) wpunkcie topnienia palladu
Czujniki termoelektryczne zmetali szlachetnych
(metoda porównawcza)
typu S iR
typu B
Czujniki termoelektryczne zmetali
nieszlachetnych (typu J, T, K, E, N)
Termometry elektryczne (wtym elektroniczne)
Wskaźniki (mierniki) temperatury współpracujące
zczujnikami termoelektrycznymi
Wskaźniki (mierniki) temperatury współpracujące
zczujnikami rezystancyjnymi
Symulatory temperatury współpracujące
zczujnikami termoelektrycznymi
Symulatory temperatury współpracujące
zczujnikami rezystancyjnymi
Pirometry (radiacyjne, fotoelektryczne, kamery
termowizyjne, skanery liniowe)
Zakres
Zdolność
pomiarowy [°C] pomiarowa
1,2 mK
Hg (–38,8344)
1,0 mK
H2O (0,01)
Ga (29,7646)
1,5 mK
(–40 – 0)
0,03ºC
(0 – 300)
0,11ºC
(300 – 550)
0,22ºC
Zn (419,527)
0,19ºC
Al (660,323)
0,19ºC
Cu(1084,62)
0,23ºC
Pd (1553,5)
1,60ºC
(0 – 1200)
(600 – 1100)
(1100 – 1500)
0,6ºC
1,0ºC
1,8ºC
(0 – 1200)
1,1ºC
(–20 – 100)
(100 – 650)
(650 – 1200)
(50 – 650)
0,2ºC
0,6ºC
1,2ºC
0,6ºC
(–270 – 1820)
0,7ºC
(–200 – 850)
0,7ºC
(–270 – 1820)
0,7ºC
(–200 – 850)
0,7ºC
(–18 – 100)
(100 – 200)
(200 – 300)
(300 – 900)
(900 – 1300)
(1300 – 1500)
1,1ºC
2,6ºC
3,1ºC
4,0ºC
5,0ºC
6,0ºC
Ciśnienie
Laboratorium firmy LAB-EL Elektronika Laboratoryjna
www.label.pl
Wielkość fizyczna, przyrząd pomiarowy
Ciśnienie absolutne:
– ciśnieniomierze elektroniczne
(barometry)
– ciśnieniomierze sprężynowe (barometry)
– przetworniki ciśnienia (barometry)
Ciśnienie względne:
– ciśnieniomierze elektroniczne
– ciśnieniomierze sprężynowe
– przetworniki ciśnienia
Zakres pomiarowy
Zdolność
pomiarowa
(700 – 1100) hPa
0,2 hPa
(–1470 – 1470) Pa
1 Pa
wzorcowanie przyrządów pomiarowych
y
przykładach wzorcowań multimetru cyfrowego, opornika odniesienia,
kalibratora temperatury i odważnika przedstawiamy dalej różne źródła
niepewności cząstkowej, które składają się na złożoną niepewność pomiaru.
PRZYKŁAD 1
– WZORCOWANIE MULTIMETRU CYFROWEGO
Aby obliczyć błąd wskazań Ex
multimetru cyfrowego wzorcowanego z wykorzystaniem kalibratora, na-
dostępna jest na stronie internetowej PCA www.pca.gov.pl. Można na niej
skorzystać zwyszukiwarki według m.in. numeru akredytacji (AP), nazwy
laboratorium, miasta, dziedziny lub obiektu kalibracji.
Przepływ
Laboratorium Pomiarowo-Badawcze Polskiego Górnictwa
Naftowego iGazownictwa
www.clpb.pgnig.pl
Wielkość fizyczna, przyrząd
pomiarowy
Gazomierze turbinowe
Gazomierze rotorowe
Gazomierze miechowe
Gazomierze bębnowe
Rotametry
Przepływomierze
Przepływomierze
Zakres
pomiarowy [m3/h]
(0,016 – 16)
(0,1 – 160)
(0,16 – 6500)
(0,016 – 16)
(0,1 – 160)
(1,31 – 283)
(0,016 – 16)
(0,1 – 160)
(0,016 -16)
(0,1 – 160)
(0,016 – 16)
(0,1 – 160)
(0,016 – 16)
(0,1 – 160)
(1,31 – 283)
(0,16 – 6500)
(1,31 – 283)
(0,16 – 6500)
Zdolność
pomiarowa [%]
0,20
0,20
0,35
0,22
0,22
0,37
0,20
0,20
0,20
0,20
0,35
0,35
0,20
0,20
0,35
0,35
0,35
0,35
Wielkości elektryczne: napięcie, prąd, rezystancja
Laboratorium pomiarowe firmy Metrotest
www.metrotest.com.pl
Wielkość fizyczna, przyrząd
pomiarowy
Napięcie stałe DC
– multimetry analogowe icyfrowe
– mierniki napięcia analogowe icyfrowe
Prąd stały DC
– multimetry analogowe icyfrowe
– mierniki prądu analogowe icyfrowe
Napięcie przemienne AC
– multimetry analogowe icyfrowe
– mierniki napięcie analogowe icyfrowe
Prąd przemienny AC
– multimetry analogowe icyfrowe
– mierniki prądu analogowe icyfrowe
Rezystancja DC
– multimetry analogowe icyfrowe
– mierniki rezystancji analogowe
icyfrowe
Zakres pomiarowy
100 μV – 1000 V
(100 – 200) μV
200 μV – 2 mV
(0,2 – 200) mV
(0,2 – 1000) V
20 μA – 20 A
(20 – 200) μA
200 μA – 2 mA
2 mA – 2A
(2 – 10) A
(10 – 20) A
1 mV – 1000 V
(50 – 100) Hz
(1 – 2) mV
2 mV – 1000 V
20 μA – 20 A
(50 – 100) Hz
(20 – 200) μA
200 μA – 2 mA
2 mA – 2 A
(2 – 5) A
(5 – 10) A
(10 – 20) A
0,01 Ω – 100 MΩ
(0,01 – 1) Ω
1 Ω – 19 MΩ
(19 – 50) MΩ
(50 – 100) MΩ
Zdolność
pomiarowa [%]
1,05
0,11
0,007
0,005
0,05
0,02
0,06
0,1
0,09
0,8
0,05
0,075
0,07
0,08
0,07
0,026
0,15
0,58
0,012
0,3
0,18
leży skorzystać z następującej zależności:
Ex = Uix – Us + ΔUix – ΔUs,
gdzie: Uix to wartość napięcia wskazana przez ten przyrząd, Us – wartość napięcia wytworzonego przez
kalibrator, ΔUix – poprawka wskazanej wartości napięcia spowodowana określoną rozdzielczością wskazań multimetru cyfrowego, a ΔUs
– poprawka wartości napięcia wzorca uwzględniająca m.in. jego dryft od
czasu ostatniego wzorcowania kalibratora, zsumowany wpływ: odchylenia w stanie ustalonym, nieliniowości
i zmian współczynnika wzmocnienia, zmiany temperatury otoczenia
i napięcia zasilania oraz wpływ obciążenia, tzn. rezystancji kalibrowanego multimetru.
PRZYKŁAD 2 – KALIBRACJA
REZYSTORA WZORCOWEGO
Rezystor odniesienia wzorcuje się,
porównując wartość jego rezystancji z wartością dla innego rezystora
kontrolnego o takiej samej rezystancji nominalnej przy użyciu dokładnego multimetru cyfrowego. Rezystory
powinny znajdować się w takiej samej temperaturze. Można je w tym
celu na przykład umieścić w kąpieli
z medium o monitorowanej i regulowanej temperaturze.
Rezystancja opornika badanego Rx
jest wyznaczana z równania:
Rx = (Rs + ΔRd + ΔRts)·r·rc – ΔRtx,
gdzie: Rs to rezystancja wzorcowego
opornika, ΔRd – jej dryft od ostatniego wzorcowania, ΔRts – zmiana rezystancji opornika odniesienia
spowodowana zmianą temperatury,
r – iloraz rezystancji opornika wzorcowanego do rezystancji wzorca, rc
– współczynnik poprawkowy na napięcie pasożytnicze i rozdzielczość
przyrządu, a ΔRtx – zmiana rezystancji opornika badanego pod wpływem
temperatury.
PRZYKŁAD 3
– WZORCOWANIE KALIBRATORA TEMPERATURY
Wzorcowanie kalibratora temperatury polega na wyznaczeniu temperatury otworu pomiarowego tego przyw rz e sie ń
2 0 1 4
47
temat numeru
Jak wyznaczyć niepewność pomiaru wielkości wejściowych?
Wtym celu korzysta się zmetody typu Aalbo metody typu B. Wtej pierwszej niepewność standardowa jest
odchyleniem standardowym eksperymentalnym średniej
otrzymanej metodą uśredniania albo odpowiednią analizą
regresji. Stosuje się ją wtedy, gdy istnieje możliwość prze-
prowadzenia widentycznych warunkach pomiarowych
wielu niezależnych obserwacji jednej zwielkości wejściowych. Wmetodzie typu B niepewność jest obliczana innym
sposobem niż analiza statystyczna serii obserwacji. Powinien on być uzasadniony wdanych warunkach pomiaru.
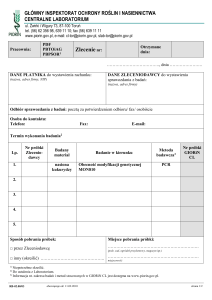
Budżet niepewności wzorcowania odważnika owartości nominalnej 5 kg
Symbol
wielkości
ms
ΔmD
Δm
Δmc
ΔB
mx
Estymata
Niepewność
Rozkład
Współczynnik Udział wzłożonej niepewności
wielkości [g] standardowa [mg] prawdopodobieństwa wrażliwości
standardowej [mg]
5000,005
32,5
normalny
1
32,5
0,000
9,95
prostokątny
1
9,95
0,030
10,4
normalny
1
10,4
0,000
7,77
prostokątny
1
7,77
0,000
3,77
prostokątny
1
3,77
5000,035
–
–
–
64,39
rządu z wykorzystaniem termometru
wzorcowego, na przykład czujnika
rezystancyjnego platynowego, którego opór mierzy się przy użyciu mostka prądu przemiennego. Pomiaru dokonuje się w stanie ustalonym, czyli
wówczas gdy wewnętrzny termometr
kalibratora wykaże osiągnięcie zadanej temperatury. Temperatura otworu roboczego tx jest sumą:
tx = ts + Δts + Δtd – Δtix + Δtr +
Δta + Δth + Δtv,
gdzie: ts – temperatura wzorca, Δts –
poprawka temperatury wzorca wynikająca z pomiaru jego rezystancji,
Δtd – poprawka temperatury wzorca
związana ze zmianą jego wartości od
czasu ostatniego wzorcowania, Δtix –
poprawka spowodowana błędem nastawienia kalibratora, Δtr – poprawka wynikająca z różnic temperatury
między termometrem wbudowanym
a wzorcem, Δta – poprawka uwzględniająca niejednorodność temperatury w otworze pomiarowym, Δth
– poprawka wynikająca z histerezy
wskazań, Δtv – poprawka związana
ze zmianą temperatury podczas pomiaru.
PRZYKŁAD 4 – KALIBRACJA
ODWAŻNIKA
Kalibracja odważnika o określonej
wartości nominalnej polega na jego
zestawieniu ze wzorcem o takiej samej wartości znamionowej przy użyciu komparatora masy. Ta pierwsza
(mx) jest dalej obliczana jako suma:
masy wzorca (ms) odczytanej z jego
48
wr zes ie ń
2 0 1 4
świadectwa wzorcowania, jej dryftu (ΔmD) oszacowanego na podstawie jego wcześniejszych wzorcowań,
różnicy mas wzorca oraz odważnika
badanego (Δm) i poprawek na niecentryczność, wpływy magnetyczne
(Δmc) i wypór powietrza (ΔB):
mx = ms + ΔmD + Δm + Δmc + ΔB.
BILANS NIEPEWNOŚCI
Dla każdego ze składników równań podanych w przykładach 1 do 4
wyznacza się niepewności standardowe (patrz ramka). Ich wartości trzeba następnie uwzględnić w bilansie
niepewności. Każdej z nich powinno
się przypisać współczynnik wrażliwości, który określa, w jakim stopniu
zmiany estymaty wielkości wejściowej wpływają na estymatę wielkości wyjściowej. Iloczyn współczynnika wrażliwości i danej niepewności
cząstkowej określa udział tej drugiej
w złożonej niepewności standardowej pomiaru. Przykład bilansu niepewności dla przypadku wzorcowania odważnika o wartości nominalnej
5 kg przedstawiono w tabeli obok.
Niepewność rozszerzona pomiaru
dla k = 2 to:
U = 2 · 64,39 ≈ 128,78 mg
Wyznaczona masa odważnika wynosi zatem: 5,000035 kg ± 128,78 mg.
JAK CZĘSTO TRZEBA
WZORCOWAĆ PRZYRZĄDY
POMIAROWE?
O częstości wzorcowań przyrządów pomiarowych, o ile inaczej nie
stanowią odpowiednie normy lub
przepisy, decydują ich użytkownicy.
Aby mieć pewność, że ich wskazania wciąż są wiarygodne, najlepiej
byłoby je kalibrować jak najczęściej. Z drugiej strony uwzględnić
trzeba koszt tej usługi, zwłaszcza
jeżeli korzysta się z wielu czujników. Częstość kalibracji powinna
być więc tak dobrana, żeby nadmiernie finansowo nie obciążać zakładu, równocześnie zapewniając
odpowiedni poziom bezpieczeństwa produkcji.
W praktyce oznacza to, że przyrządy pomiarowe, których błędy mogą
mieć poważne, też finansowe, efekty, należy wzorcować częściej, podobnie jak te o mniejszej niepewności pomiaru oraz nowe. W wypadku
tych ostatnich ułatwia to określenie
dryftu ich wskazań spowodowanego
starzeniem się. Typowy odstęp między kolejnymi kalibracjami czujników w przemyśle mieści się między
12 a 24 miesiącami.
Monika Jaworowska
W artykule wykorzystano informacje
podane m.in. przez GUM oraz PCA.
Tematy numerów wAPA
– plan na kolejne miesiące
Październik
Infrastruktura
ipojazdy
Listopad
Q, czyli sposoby
kontroli jakości
Grudzień
Ochrona
przeciwprzepięciowa