Uploaded by
common.user6539
Dokumentacja technologiczna: definicja, składniki i zasady tworzenia

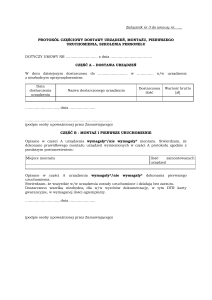
Dokumentacja technologiczna Dokumentacja technologiczna jest zbiorem dokumentów stanowiących podstawę do wytworzenia produktu. W dokumentacji technologicznej są zawarte zalecenia oraz informacje, przedstawione w formie opisów słownych oraz rysunków technicznych, niezbędne do wytworzenia produktu. W dokumentacji technologicznej są określone: kształt, wymiary, właściwości geometryczne, materiał, technologia wykonania, sposób kontroli procesu wykonania produktu oraz wszelkie środki technologiczne (np. obrabiarki, urządzenia, narzędzia obróbcze, narzędzia i przyrządy kontrolno-pomiarowe), które są niezbędne do realizacji procesu wytworzenia produktu. Podstawowymi składnikami dokumentacji technologicznej są: • karta technologiczna – zawiera spis operacji, wyszczególnienie stanowisk, spis pomocy warsztatowych, normy czasowe wykonania i przygotowania, określenie materiału, półfabrykatu lub surówki, z których zostanie wykonany produkt specyfikację części składowych montowanego produktu, • karta instrukcyjna – zawiera rysunki i opis przebiegu operacji, stanowisk roboczych, kolejności wykonywania zabiegów, warunków wykonania obróbki, niezbędnych pomocy (uchwytów, oprawek, narzędzi, sprawdzianów), • karta kalkulacyjna – zawiera czasy oraz koszty wykonania operacji, jest sporządzana w przypadku produkcji wielkoseryjnej i masowej, • instrukcja kontroli jakości – sporządza się ją dla operacji kontrolnych na końcu procesu i wybranych ważniejszych operacji. W dokumentacji technologicznej wykorzystuje się rysunki: • operacyjny – obrazujący proces obróbki wykonywanej w ramach jednej operacji, • zabiegowy – obrazujący tę część operacji, która jest wykonywana jednym narzędziem na jednej powierzchni przedmiotu obrabianego przy niezmienionych warunkach obróbki. Rysunki zabiegowe i operacyjne należy wykonywać według następujących zasad: • wszystkie rysunki i szkice powinny być wykonane w tej samej podziałce ((dopuszcza się zachowanie podziałki powiększonej dla przedstawienia drobnych szczegółów), • przedmiot powinien być przedstawiony w takim położeniu, w jakim będzie się znajdował podczas obróbki, • powierzchnie obrabiane w danej operacji lub zabiegu należy rysować linią dwukrotnie grubszą niż linie zarysu przedmiotu, • na rysunku powinny zostać zapisane wymiary (wraz z tolerancjami) dotyczące danej operacji lub zabiegu, odchyłki kształtu i położenia oraz geometryczną strukturę powierzchni obrabianej powierzchni, • na rysunku powinien zostać zamieszczony umowny zapis sposobów ustalenia i mocowania przedmiotu. W karcie technologicznej powinny być zawarte następujące informacje: • oznaczenia poszczególnych elementów, zespołów, jednostek montażowych wyodrębnionych w procesie montażu, • specyfikacja operacji montażu oraz zabiegów, • specyfikacja narzędzi i przyrządów stosowanych do wykonywania określonych operacji i zabiegów, • określenie stanowisk pracy, na których będą wykonywane poszczególne operacje montażu, • określenie norm czasowych oraz standardów jakościowych wykonania poszczególnych operacji i zabiegów, • rysunek montażowy zespołu lub podzespołu. Szczegółowe informacje dotyczące przebiegu procesu montażu są zamieszczane w planach montażu podzespołów, zespołów oraz jednostek montażowych. Plany montażowe zawierają rysunek oraz schematyczny przebieg montażu. Procedura opracowania schematu montażu jest następująca: • wykreśla się linię poziomą lub pionową, • na początku linii umieszcza się schemat oznaczenia tzw. elementu bazowego (elementu od, którego będzie rozpoczynany proces montażu), • na końcu linii zaznacza się schematyczne oznaczenie wyrobu końcowego, • zaznacza się schematyczne oznaczenia kolejnych montowanych elementów lub zespołów. Przykładowa karta instrukcji obróbki skrawaniem