Katalog produktów
Technologia palników InFocus zapewniająca wynik łączenia
podobny do łączenia laserowego; więcej na stronie 22
Technologia do spawania i systemy
ochrony przed zużyciem
www.kjellberg.de
Człowiek zdecydowany będzie w stanie zrobić
więcej kluczem do śrub, niż człowiek
niezdecydowany mający do dyspozycji
sklep z narzędziami.
(Emil Oesch, szwajcarski pisarz i wydawca, 1894 – 1974)
Spis treści
Spis treści
Kjellberg Finsterwalde
Technologia do cięcia plazmowego
Elektrody spawalnicze
Technologia spawania
Strona
Strona
Strona
Strona
4
5
6
7
Spawanie pod proszkiem
Technologia
Automaty standardowe
Źródła prądu
Spawanie ręczne pod proszkiem
Strona
Strona
Strona
Strona
Strona
8
8
9
12
13
Spawanie w osłonie gazów
ochronnych
Technologia
Urządzenia
Strona
Strona
Strona
14
14
16
Spawanie elektrodowe
Strona
20
Specjalne procesy spawania
Strona
22
Systemowy dostawca dla przemysłu Strona
24
Spawanie plazmowe w osłonie z
proszku oraz spawanie z
przebijaniem
Technologia
Źródła prądu
Strona
Strona
Strona
26
26
27
Technologia do cięcia plazmowego
Strona
28
Moduły dodatkowe
Strona
30
Rozwiązania systemowe
Strona
36
Opcje
Strona
42
Wynajem
Strona
46
Wzór spawania pod proszkiem
Wzór spawania InFocus
Wzór spawania plazmowego w osłonie z proszku
Grupa Kjellberg
Fundacja i aspiracje
Nasza długa historia rozpoczęła się wraz z
wynalezieniem przez Oscara Kjellberga
elektrody spawalniczej z osłoną. Ta innowacja
stanowiła wtedy przełom w przemyśle
metalowym i z dzisiejszego punktu widzenia
można powiedzieć: Zawsze stawialiśmy
wysokie wymagania względem innowacyjności i
potrafimy ją wykorzystać w naszych produktach.
Dzisiaj cieszymy się uznaniem na całym świecie
jako producent wysokiej jakości technologii do
spawania i cięcia plazmowego, elektrod
spawalniczych oraz doskonałych urządzeń
spawalniczych o wszystkich rozmiarach. Grupa
Kjellberg, finansowana przez fundację Kjellberg,
spełnia ponadto szereg wymagań etycznych,
jak np. wyłącznie pokojowe wykorzystanie
naszej wiedzy, wielostronne wspieranie kultury
lub przydzielanie stypendiów. W ten sposób
zapewniamy produkcję na niezmiennie wysokim
poziomie oraz ukierunkowane wspieranie
młodych talentów, a także zachowanie jedynej
w swoim rodzaju kultury rzemieślniczej.
Ponadto umacniamy miejscowość, w której
znajduje się nasza siedziba, a także markę
„Made in Germany“. Nasza produkcja obejmuje
wszystkie obszary naszych urządzeń, od
planowania przez produkcję, aż po
programowanie. Tylko w ten sposób możemy
zaoferować jakość, jakiej się od nas oczekuje i
którą chętnie zapewniamy. Jedynym
udziałowcem wszystkich przedsiębiorstw
Kjellberg jest fundacja Kjellberg:
!
!
!
Kjellberg Finsterwalde Plasma und
Maschinen GmbH
Kjellberg Finsterwalde Elektroden und
Zusatzwerkstoffe GmbH
Kjellberg Finsterwalde Schweißtechnik und
Verschleißschutzsysteme GmbH
Struktura organizacyjna
Grupy produktów
Fundacja Kjellberg
100%-owy udziałowiec
Grupa Kjellberg
TECHNOLOGIA
PLAZMOWA
ELEKTRODY
SPAWALNICZE
-4-
TECHNOLOGIA
SPAWANIA
TECHNOLOGIA PLAZMOWA
Od ponad 50 lat zajmujemy się technologią
cięcia plazmowego. Dzięki temu nasza spółka
Plasma und Maschinen GmbH jest najbardziej
doświadczonym producentem w branży.
Pierwszy patent w roku 1965 oraz ciągłe
udoskonalenia opłaciły się: Zatrudniając ponad
250 pracowników stanowimy największy dział w
firmie Kjellberg.
cięcia plazmowego w wyniku roztapiania oraz
dokładnego cięcia plazmowego w fazie
początkowej powstały aktualne, zaawansowane
procesy High-Tech. W międzyczasie nasza
technologia zyskała możliwość zastosowania
wszędzie tam, gdzie wymagane jest cięcie,
również pod wodą.
Do tej pory nasz międzynarodowy sukces
wynikał z ciągle rosnącej elastyczności, ciągle
nowych możliwości obróbki oraz rosnących
prędkości cięcia osiąganych przez nasze
urządzenia. Tendencja jest rosnąca.
„Made in Germany“ jest jedną z naszych oznak
jakości, wyrażoną przez wewnętrzne
mechanizmy naszych urządzeń i części
podlegających zużyciu. Projektujemy i
produkujemy własnymi siłami. Z procesów
Portfolio produktów
Technologia CNC oraz mechanizacja
!
Seria HiFocus
rzeczywiście wysoka jakość cięcia przy
pomocy precyzyjnych urządzeń HiFocus
(teraz ze zintegrowaną technologią Contour
Cut)
!
Seria FineFocus
Wytrzymałe urządzenia zapewniające
niezawodną jakość cięcia – również w
najtrudniejszych warunkach oraz pod wodą
!
Seria PA-S
korzystne cenowo urządzenia do prostych
zastosowań
!
Seria CutFire
wydajne, proste technicznie inwertery do
cięcia plazmowego, wymagające niskich
nakładó inwestycyjnych
Urządzenia do ręcznego cięcia plazmowego
Nowo zaprojektowana technologia Contour Cut przekonuje precyzyjnymi
wynikami spawania w przypadku małych dziur i konturów.
Wybór produktów do cięcia plazmowego
znajduje się na stronach 28, 29 i 43.
!
Seria CUTi
mobilne małe urządzenia zapewniające
najlepszą jakość cięcia na budowach lub w
pomieszczeniach produkcyjnych
!
Seria CutLine
proste technicznie i korzystne cenowo
urządzenia do cięcia plazmowego do różnych
zastosowań, również do oczyszczania fug
Wyposażenie i części podlegające zużyciu
!
!
-5-
Wyposażenie do znakowania, utrzymywania
odstępu, prowadzenia ciągnika i wymiany
głowicy palnikan
Kaptury dysz, katody, i wiele innych
Kjellberg Finsterwalde
Działy firmy
Działy firmy
Elektrody spawalnicze
Zmysł do badań, elastyczności i ambicji
wyróżnia także nasz dział Elektroden und
Zusatzwerkstoffe GmbH: Portfolio naszych
produktów zawiera ponad 60 elektrod
standardowych oraz liczne elektrody specjalne
do najróżniejszych zastosowań, które są
zawsze sprawdzane pod kątem jakości oraz w
większości posiadają certyfikaty.
Szukają Państwo żaroodpornych elektrod
wysokostopowych i niestopowych, również na
bazie niklu do obróbki żeliwa lub własnej
mieszanki na ciągle zmieniającym się rynku?
Tutaj je Państwo znajdą. Zaprojektujemy dla
Państwa elektrody na zamówienie, choćby były
bardzo skomplikowane – i w tej kwestii się nie
zmienimy.
Portfolio produktów
Stopowe i niestopowe elektrody spawalnicze
!
!
!
!
!
!
!
Elektrody niestopowe
Elektrody żaroodporne
Elektrody wysokostopowe
Elektrody na bazie niklu
Elektrody żeliwne
Elektrody do spawania poprzez nakładanie
Elektroda tnąca
Elektrody specjalne
Na życzenie klienta projektujemy i/lub
produkujemy elektrody spawalnicze spełniające
specjalne wymagania względem zastosowania
lub koloru.
Dodatkowe tworzywa
Produkujemy i dostarczamy mieszanki do osłon
elektrod dla firm, które same zajmują się
produkcją elektrod.
Wysokiej jakości elektrody o różnej specyfikacji są projektowane i testowane od
roku 1922.
Elektrody spawalnicze znajdują się na
stronie 20 i 21.
-6-
Technologia spawania
Fachowa wiedza firmy Kjellberg Finsterwalde
zebrana na przestrzeni wielu generacji, ciągłe
badania oraz zespół wysoko
wyspecjalizowanych fachowców powodują, że
firma Kjellberg Finsterwalde Schweißtechnik
und Verschleißschutzsysteme GmbH jest tym,
czym jest: Państwa partnerem w zakresie
termicznej obróbki metali. Będąc pionierem w
dziedzinie zautomatyzowanych technologii
spawania nie polegamy tylko na jednej
metodzie. Nasze portfolio obejmuje m.in.
technologię spawania pod proszkiem oraz
rozwiązania systemowe związane ze
spawaniem poprzez nakładanie, w osłonie
gazów ochronnych oraz spawaniem
plazmowym w osłonie z proszku.
Nasze sprawdzone i udoskonalone urządzenia
są zaprojektowane do stosowania na całym
świecie i w prawie wszystkich warunkach pracy,
klimatycznych, jak i geograficznych. Niezależnie
od tego, czy szukają Państwo specjalnych
urządzeń spawalniczych do dużych procesów
produkcyjnych, kompaktowych urządzeń do
zastosowań ręcznych lub narzędzi termicznych
dla osób zachwyconych spawaniem,
wykorzystywanym w sztuce i hobby: firma
Kjellberg oferuje optymalne rozwiązania
począwszy od samego urządzenia, aż po części
zamienne i części podlegające zużyciu. To, że
na Państwa życzenie wspieramy Państwa od
pomysłu do odebrania produktu, uznajemy za
rzecz oczywistą.
Portfolio produktów
Technologia spawania pod proszkiem
!
Automaty do spawania pod proszkiem
elastyczna koncepcja jednostek
konstrukcyjnych do indywidualnych rozwiązań
systemowych o szerokim technologicznym
zakresie zastosowań
!
Spawanie ręczne pod proszkiem
do spawania dużych elementów bez
możliwości mechanizacji spawania
!
Źródła prądu
umożliwiają spawanie prądem o natężeniu do
1400 A
Spawanie metalu w osłonie z gazów
!
Źródła prądu
elastyczne możliwości zastosowania do
zmechanizowanych, częściowo i całkowicie
zautomatyzowanych procesów spawania o
wysokiej jakości spawu
Spawanie plazmowe w osłonie z proszku
!
Źródła prądu
Wstępnie zdefiniowane programy spawania
ułatwiają przemysłowe zastosowanie w celu
wytworzenia wysokiej jakości warstw
ochronnych
Moduły dodatkowe
!
Maszty do spawania, portale i urządzenia do
obracania produkowane i instalowane na
życzenie klienta
Technologia spawania pod proszkiem dzięki zakryciu łuku spawalniczego
proszkiem, umożliwia uzyskanie czystego przebiegu spawania.
Skomplikowane urządzenia
!
Więcej informacji dotyczących portfolio
produktów z zakresu technologii spawania
zamieszczono na kolejnych stronach.
z różnymi komponentami z naszego portfolio
-7-
Kjellberg Finsterwalde
Działy firmy
Zautomatyzowane spawanie pod proszkiem
Technologia
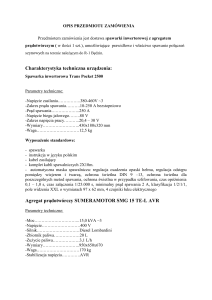
Podczas spawania pod proszkiem (spawania
UP) łuk spawalniczy pali się między
nieskończonym drutem elektrodowym a
obrabianym przedmiotem, chodzi tu również o
metodę spawania łukiem spawalniczym.
Warstwa proszku okrywa łuk spawalniczy i
zapewnia w znacznej mierze pozbawiony emisji
proces, bez konieczności zastosowania
popularnych środków zabezpieczających.
Podczas tego cechującego się wysoką
wydajnością procesu uzyskuje się wysoką
efektywność termiczną, utworzony żużel chroni
ponadto przed wpływem atmosfery.
i spawów, np. podczas budowy statków,
mostów i konstrukcji stalowych lub w produkcji
zbiorników. Spawanie pod proszkiem można
efektywnie stosować w przypadku materiałów o
grubości od 6 mm. Nadaje się ono także do
łączenia poprzez spawanie lub nakładania
warstw odpornych na zużycie i korozję. Możliwe
jest spawanie zarówno stali, jak również stali
chromowo-niklowych. Proces ten można
stosować w sposób w pełni zautomatyzowany,
zmechanizowany lub ręczny z użyciem palnika
ręcznego i pozwala on na uzyskanie
pozbawionych przerw, długich spawów przy
dużej prędkości i niskich kosztach.
Technologię Kjellberg spawania pod proszkiem
montujemy na życzenie na portalach, masztach
spawalniczych, zmotoryzowanych systemach
osiowych lub wózkach. Jej modułowa budowa
oraz różnorodne systemy nośne umożliwiają
spawanie niezliczonych kształtów podzespołów
Zasada działania procesu
Osłona proszku
Drut elektrodowy
Dysza stykowa prądowa
Proszek spawalniczy
Kawerna z łukiem świetlnym
Płynny żużel
Płynny metal spawalniczy
Zasypka z proszku
Zastygły żużel
Spaw
Podstawowy
materiał
Quelle: DVS
-8-
Spawanie pod proszkiem
Zautomatyzowane spawanie pod proszkiem
Standardowe automaty z serii KA
Typ/Nr art.
Ilustracja
Proces
Maks. Średnica drutu
(mm)
natężenie
Zalecane
źródła prądu
1.400 A
1,6–3,0
lub
2,5–5,0
GTH 522
GTH 802
GTH 1002
GTH 1402
1.400 A
2,5–5,0
GTH 1002
GTH 1402
800 A
1,6–3,0
lub
2,5–5,0
KA 1-UP
3mm: .11.300.103
5mm: .11.300.105
KA 1-UP
Automat
kierujący
.11.303.105
Ciągnik do spawania pod
proszkiem do drutów o różnej
średnicy
Ciągnik do spawania pod
proszkiem do spawania
zbiorników i spawania
rynnowego rur (np. wież
elektrowni wiatrowych)
500/800 A
KA 2-UP/UPP
3mm: .11.300.203
5mm: .11.300.205
2x3mm: .11.300.270
Głowica spawalnicza z jednym
drutem (dostępna również jako
głowica spawalnicza z drutem
równoległym do spawania pod
proszkiem ze sterowaniem do
montażu na masztach
spawalniczych, portalach itp. w
tej lub innej formie montażu,
również bez wózka) do drutu o
różnych średnicach
1.400 A
1.400 A 2x 2,0 – 2x 3,0
GTH 802
GTH 1002
GTH 1402
GTH 1002
GTH 1402
KA 4-UPDG
.11.300.400
Ciągnik z podwójnym
ramieniem wleczonym do
spawania pod proszkiem
(spawanie dwóch spawów
pachwinowych lub czołowych
jednocześnie)
600 A
1,6–2,5
(na każdą
głowicę
spawalniczą)
(na każdą
głowicę
spawalniczą)
2 x GTH 522
2 x GTH 802
KA 7-UPP
.11.300.700
Ciągnik z drutem równoległym
do spawania pod proszkiem
(dostępny również jako
automat kierujący)
1.400 A 2x 2,0 – 2x 3,0
GTH 1002
GTH 1402
1,6–4,0
GTH 802
UPK
.11.300.104
Spawanie pod proszkiem
spawów pachwinowych
800 A
rg!
llbe
je
yK
-9-
irm
ść f .
o
k
a
j
46
ycz tronie
ż
o
s
Wypcej na
Wię
Zautomatyzowane spawanie pod proszkiem
Zmienne automaty do aplikacji
Wykorzystanie
Teowniki
Podwójne
teowniki
Belka
skrzynkowa
Łączenie spawem
czołowym
Platerowanie
Spawy wzdłużne
Spaw okrągły
w zbiornikach
w zbiornikach
(wewnątrz i na zewnątrz)
Zalety rozwiązań aplikacyjnych
Elastyczna koncepcja jednostek
konstrukcyjnych w serii KA stanowi podstawę
do różnych technologicznych rozwiązań
systemowych w technologii automatów
spawalniczych.
Źródła prądu spawalniczego firmy Kjellberg
niosą ze sobą liczne możliwości rozwiązań
szytych na miarę, które można w sposób
efektywny zastosować w przemyśle, takich jak
portale spawalnicze i wyposażenie masztów
spawalniczych. Na stronach 36 do 41 znajduje
się kilka przykładów zastosowań.
6
7
8
9
10
11
12
1
2
3
4
5
- 10 -
1
Wysoka jakość spawania dzięki zastosowaniu stabilnego podajnika drutu sterowanego
prędkościomierzem
!
!
!
2
z napędem z czterema rolkami do drutów do ø 3 mm (UP oraz MSG)
do drutów o ø 2,5 - 5 mm do spawania pod proszkiem jednym drutem (KA 1-UP), do drutu równoległego (KA
7-UPP) ø 2 x 2,0 do 2 x 3,0
jako napęd podwójny do spawania podwójnym ramieniem wleczonym KA 4-UPDG do 2 x 2,5 mm średnicy drutu
Elastyczne zastosowanie technologiczne dzięki
!
sztywnej głowicy spawalniczej, przechylanej na bok, a także do spawania spawem pachwinowym z
przebijaniem i wleczeniem (KA 1-UP)
! długa żywotność dla natężenia prądu spawania do 1400 A (KA 1-UP, KA 7-UPP)
! z możliwością przezbrojenia do spawania wąskich szczelin za pomocą wkręcanych dysz (KA 1-UP)
! z możliwością przezbrojenia do KA 7-UPP (drut równoległy)
!
Głowica spawalnicza jako ramię wleczone (KA 4-UPDG)
! niezawodne, mechaniczne śledzenie spawu; korzystne cenowo w porównaniu ze skomplikowanymi
czujnikami elektronicznymi
! UP ø 2 x 1,6 do 2 x 2,5
3
Wizualne śledzenie dzięki laserowemu krzyżykowi
4
Szybkie ustawianie głowicy spawalniczej dzięki ręcznym osiom liniowym (efektywna droga
przestawiania na każde 100 mm)
5
Możliwe jest dalsze zwiększenie stabilności za pomocą opcjonalnych przedłużeń osi
6
Minimalizacja czasów pomocniczych w wyniku zastosowania wyposażenia opcjonalnego:
pneumatyczny powrót proszku (zasada wtrysku podlegająca niewielkiemu zużyciu)
7
Wysokie bezpieczeństwo transportu dzięki zabezpieczonym uszom do podnoszenia
dźwigiem
8
Łatwe w obsłudze, komfortowe sterowanie z
!
!
9
wstępnym wyborem parametrów natężenia prądu spawania, napięcia łuku spawalniczego i prędkości
spawania
wstępnie ustawianym automatycznym przebiegiem trybu uruchamiania i napełniania krateru
Mocowanie szpuli z drutem do maks. 30 kg (ISO K 435)
10
Elastyczne mocowanie modułu odciążającego wiązki węży (przykręcany z boku/z przodu)
11
Pewne prowadzenie wózka
wzdłuż profili, kładek, pasów i na życzenie z możliwością montażu na szynach dzięki
ustawianym bezstopniowo rolkom podpierającym
Pewne napędzanie wózka dzięki
12 !
!
!
!
napędowi na wszystkie koła ze sterowaniem prędkościomierzem od 0,1 do 1,6 m/min
możliwości wyboru kół gumowych lub pełnymi o średnicy 160 mm
ręcznemu sprzęgłu do zwalniania napędu, z zabezpieczeniem przed pyłem
odpornym na temperaturę kołom gumowym (do 200°C)
- 11 -
Spawanie pod proszkiem
Zautomatyzowane spawanie pod proszkiem
Zautomatyzowane spawanie pod proszkiem
Źródła prądu
Typ
Nr art.
Charakterystyka
Napięcie sieciowe
Moc przyłączeniowa zgodna EN 60974-1
Zasilanie sieciowe
Zakres natężenia prądu spawania
60 %
80 %
100 %
Klasa ochrony
Masa
Wymiary DŁ x SZER x WYS (mm)
Typ
Nr art.
Charakterystyka
Napięcie sieciowe
Moc przyłączeniowa zgodna EN 60974-1
Zasilanie sieciowe
Zakres natężenia prądu spawania
25 %
40 %
100 %
Klasa ochrony
Masa
Wymiary DŁ x SZER x WYS (mm)
Typ
Nr art.
Charakterystyka
Napięcie sieciowe
GTH 522
.11.907.602A
napięcie stałe (CV)
3 x 400 V,
–10 %/+10 %, 50 Hz
23,6 kVA
CEE 63 A
70 A/18 V – 500 A/45 V
500 A
–
400 A
IP 23
260 kg
1.130 x 665 x 865
GTH 802
.11.705.902A
napięcie stałe (CV)
3 x 400 V,
–10 %/+10 %, 50 Hz
31,7 kVA
CEE 63 A
80 A/18 V – 800 A/44 V
–
800 A
720 A
IP 22
319 kg
980 x 720 x 1.000
(z wózkiem na budowę)
(z wózkiem na budowę)
GTH 1002
.11.903.102A
napięcie stałe (CV)
3 x 400 V
–10 %/+10 %, 50 Hz
78 kVA
przyłącze zaciskowe
100 A/19 V – 1.000 A/44 V
1.000 A
IP 21
440 kg
1.110 x 820 x 1.000
(stacjonarne)
GTH 1402
.11.903.802A
napięcie stałe (CV)
3 x 400 V,
–10 %/+10 %, 50 Hz
83,8 kVA
przyłącze zaciskowe
100 A/19 V – 1.400 A/44 V
1.400 A
1.200 A
IP 21
440 kg
1.110 x 820 x 1.000
W 1005 VC
.11.691.002
napięcie stałe (CV)
2 x 400 V/PE
–10 %/+10 %, 50 Hz
77,2 kVA
przyłącze zaciskowe
200 A/25 V – 1.000 A/44 V
1.000 A
IP 21
510 kg
1.130 x 750 x 990
(stacjonarne)
(stacjonarne)
11,2 kVA
CEE32 A
10 A/20 V – 400 A/36 V
400 A
250 A
IP 23
169 kg
925 x 658 x 1.000
GTF 551
.11.709.002
prąd stały (CC)
3 x 400 V,
–10 %/+10 %, 50 Hz
16,5 kVA
CEE 32 A
10 A/20 V – 550 A/42 V
550 A
400 A
300 A
IP 22
194 kg
925 x 658 x 1.100
GTF 551
.11.709.001
prąd stały (CC)
3x 230/400/500 V,
–10 %/+10 %, 50 Hz
16,5 kVA
CEE 32 A
10 A/20 V – 550 A/42 V
550 A
400 A
300 A
IP 22
194 kg
925 x 658 x 1.100
(stacjonarn z wózkiem na budowę)
(z wózkiem na budowę)
(z wózkiem na budowę)
GTF 752
GTF 1002
.11.705.602
.11.903.202C
prąd stały (CC)
prąd stały (CC)
3 x 400 V, –10 %/+10 %, 50 Hz
78 kVA
51,5 kVA
przyłącze zaciskowe
CEE 125 A
bezpiecznik 125 A
(opcjonalnie możliwe 63 A)
200 A/28 V – 1.000 A/44 V
60 A/22,4 V – 750 A/44 V
–
750 A
1.000 A
630 A
IP 21
IP 22
438 kg
304 kg
1.110 x 820 x 1.000
980 x 720 x 1.000
(stacjonarne)
(z wózkiem na budowę)
GTF 1402
.11.903.702C
prąd stały (CC)
GTF 401
.11.708.002 / .11.708.001
prąd stały (CC)
2 x 400 V/3 x 230/400/500 V
Moc przyłączeniowa zgodna EN 60974-1
Zasilanie sieciowe
Zakres natężenia prądu spawania
25 %
40 %
100 %
Klasa ochrony
Masa
Wymiary DŁ x SZER x WYS (mm)
Typ
Nr art.
Charakterystyka
Napięcie sieciowe
Moc przyłączeniowa zgodna EN 60974-1
Zasilanie sieciowe
Zakres natężenia prądu spawania
80 %
100 %
Klasa ochrony
Masa
Wymiary DŁ x SZER x WYS (mm)
83,8 kVA
przyłącze zaciskowe
bezpiecznik 125 A
200 A/28 V – 1.400 A/44 V
1.400 A
1.200 A
IP 21
438 kg
1.110 x 820 x 1.000
(stacjonarne)
irm
ść f .
o
k
46
cz ja
oży stronie
p
y
a
W
cej n
Wię
- 12 -
g!
lber
el
y Kj
Urządzenie
Podajnik drutu DV UP-H ze zintegrowanym
sterowaniem oraz napędem z czterema rolkami
może być napędzany palnikiem ręcznym do
spawania pod proszkiem UP-H 500.
Urządzenie to nadaje się do spawania dużych
elementów bez możliwości mechanizacji, jak
np. w ościeżnicach wież elektrowni wiatrowych
lub dużych podporach zbiorników i rur.
Podajnik drutu DV UP-H jest również
kompatybilny z miniwózkiem KMF na stronie
32.
Podajnik drutu DV UP-H ze źródłem prądu GTH 522,
zbiornikiem ciśnieniowym, palnikiem do spawania pod
proszkiem UP-H 500 i miniwózkiem KMF
Zalety tego urządzenia:
!
!
!
!
!
!
!
!
!
!
Dane techniczne
przystosowane do wszystkich źródeł prądu
spawalniczego GTH
łatwy w obsłudze palnik
Doprowadzanie proszku przez zewnętrzny, mobilny
zbiornik ciśnieniowy, ręczna blokada na palniku
ręcznym
wytrzymały podajnik drutu z czterema rolkami z
jednakową siłą docisku
nadaje się do drutów masywnych i proszkowych
bezstopniowe wstępne ustawianie wartości zadanej
napięcia i natężenia spawania oraz parametrów
startowych na panelu przednim
z możliwością przełączenia z pracy dwuimpulsowej
na pracę czteroimpulsową
elektronika zamontowana w sposób zapewniający
ochronę
nawlekanie i powrót drutu bez prądu
Możliwe doposażenie posiadanych źródeł prądu
GTH
Zakres natężenia prądu spawania zależnie od źródła prądu
400 A
maks. przy czasie włączenia 100%
zależnie od źródła prądu
Napięcie podczas pracy bez
obciążenia, maks.
1 – 16 m/min
Prędkość podajnika drutu
max. 300 mm
Średnica szpuli drutu
(opcjonalnie K 435)
Średnica drutu
Stal
0,6 – 2,0 mm
CrNi
0,8 – 2,0 mm
Drut proszkowy
1,0 – 2,4 mm
Seryjne rolki napędowe
1,2 und 1,6 mm (Stal)
Klasa ochrony
IP 23
Masa
25 kg
Wymiary (DŁ x SZER x WYS) w mm 710 x 250 x 500 mm
- 13 -
Spawanie pod proszkiem
Spawanie ręczne pod proszkiem
Spawanie w osłonie gazów ochronnych
Technologia
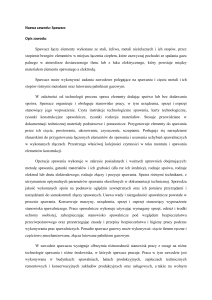
Bezrozpryskowe spawy są niezbędne do
niewymagających późniejszej obróbki i tym
samym zoptymalizowanych kosztowo prac
spawalniczych.
Nasze nowoczesne urządzenia spawalnicze
Puls uwalniają dodatkowy materiał kropla po
kropli i bez zwarć. Są one w stanie perfekcyjnie
opanować skomplikowane procesy spawania.
Wynikiem ich pracy są czyste i prawie
bezrozpryskowe spawy. Niewielki stopień
wnikania ciepła zmniejsza wyginanie się
podzespołu. Są to powody do tego, aby
zdecydować się na urządzenie spawalnicze
firmy Kjellberg Finsterwalde.
KH600 newArc
Urządzenia te oferują możliwość zastosowania
wielu rożnych procesów:
Spawanie impulsowe MIG/MAG
bezimpulsowe spawanie MIG/MAG z
krótkim lub rozproszonym łukiem świetlnym
Spawanie MAG z drutami proszkowymi z
osłoną gazową oraz z osłoną wbudowaną w
drut (również z biegunem ujemnym)
Spawanie wysokowydajne przy prędkości
podawania drutu standardowo do 20 m/min
Zasada działania procesu
Rolki transportujące drut
Dysza gazu ochronnego
Drut elektrodowy
Dysza stykowa prądowa
Gaz ochronny
Łuk świetlny
Spaw
Podstawowy materiał
Quelle: DVS
- 14 -
Korzyści wynikające ze stosowania technologii
Firma Kjellberg Finsterwalde stworzyła technologię
newArc, która dzięki większej koncentracji łuku
świetlnego zwiększa w sposób odczuwalny
produktywność w porównaniu z typowym
spawaniem w osłonie gazów ochronnych.
Dzięki temu, że drut wystaje na nawet 40 mm,
technologia newArc umożliwia znacznie głębsze
wtapianie. Palnik newArc przekonuje przy tym
ekstremalnie stabilnym i zapewniającym duży
docisk prowadzeniem spawu.
Zwiększona prędkość spawania, głębokie i pewne
pokrycie grani, dobra jakość spawów oraz unikanie
nacięć powstałych przez wtapianie, porów i
rozprysków, poza znacznie zredukowaną energią
odcinka, są jednoznacznymi zaletami w
porównaniu z typowymi rozproszonymi łukami
świetlnymi MSG.
KH600 newArc in Einsatz
Obszary zastosowań
Budowa maszyn i urządzeń
Budowa aparatów i zbiorników
Budowa statków i pojazdów
Produkcja maszyn budowlanych
Budowa wszelkiego rodzaju elementów
metalowych
! możliwość zastosowania również w robotach
!
!
!
!
!
Rezultat: wąskie i prawie bezbłędne łączenie
poprzez spawanie.
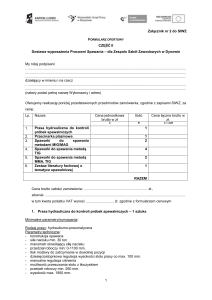
Przewaga technologiczna newArc
Technologia newArc
Rozproszony łuk świetlny
40 mm
15 mm
25-30°
ca. 60°
20 mm
7 Warstwy
Strefa wpływu ciepła
l wysokie bezpieczeństwo procesu, również w
wąskich spawach łączących oraz w przypadk
skomplikowanych podzespołów z blachy o
grubości od 6,0 mm
l wysoka jakość dzięki pewnemu pokryciu grani
oraz wiązaniu do ściany bocznej
l szybkie spawanie w porównaniu do łączenia
za pomocą rozproszonego łuku świetlnego
l obniżony wpływ ciepła i niższa energia
odcinka
- 15 -
3 Warstwy
l przekrój poprzeczny spawów zmniejszony
nawet o 50%
l obrabiany przedmiot prawie pozbawiony nacięć
powstałych przez wtapianie oraz porów
l udoskonalony wygląd spawu
l łatwa obsługa
l mniej warstw podczas spawalnia
l skoncentrowany i spokojny łuk spawalniczy
l zredukowane koszty, skrócony czas spawania
Spawanie w osłonie
gazów ochronnych
Technologia newArc firmy Kjellberg
Technologia newArc firmy Kjellberg
Źródło prądu KH 600 newArc
Źródło prądu KH 600 newArc umożliwia spawanie prawie bez rozprysków, zapewniając stale wysoką
jakość spawów. Mnogość poddających się obróbce materiałów, również gdy szybko się je zmienia,
gwarantuje wysoką wydajność.
Brak rozprysków impulsowe spawanie łukiem świetlnym prawie pozbawione rozprysków dzięki bezzwarciowemu
przechodzeniu kropel, które cechuje synergiczne zachowanie w całym zakresie spawania oraz
powodujące niewielką ilość rozprysków spawanie krótkim i rozproszonym łukiem świetlnym, a
także spawanie obrotowym łukiem świetlnym do
! stali, CrNi i aluminium, a także
! argonu i mieszanek gazów, składających się z Ar, CO2, He i O2
! wszystkie masywne druty oraz druty proszkowe (również z biegunem ujemnym)
Właściwości
spawania
wysoka stabilność procesu na skutek zoptymalizowanego obwodu regulacji
! programy do twardej i miękkiej dynamiki łuku świetlnego
! stałe podawanie drutu dzięki elektronicznie sterowanemu podajnikowi drutu z czterema rolkami
Gorący start
nieodzowny w przypadku obróbki aluminium
Częstotliwość
impulsów
Napełnianie
krateru
Spawanie cienkich
blach
z synergiczną autoregulacją od 10 do 500 Hz
Wyświetlacz
cyfrowy
wyświetlanie wartości rzeczywistych, a także funkcja HOLD do napięcia i natężenia prądu
spawania
Wyświetlanie
diagnostyczne
pozwala na zapobieżenie przekroczeniu temperatury, błędom izolacji oraz brakowi wody
Chłodzenie
obiegowe wodą
zintegrowane, z czujnikiem przepływu w przewodzie powrotnym wody chłodzącej (nie tylko
przekaźnik ciśnieniowy!) zapewniające pewne spawanie
Pakiet węży
łączących
do wyboru o długości do 40 m
Spawanie
najlepsze właściwości spawania dzięki wysoce precyzyjnemu prądowi stałemu dla wszystkich
rutylowych i alkalicznych typów elektrod oraz elektrod wysokosprawnych
Budowa
przyjazne w serwisowaniu dzięki prostej budowie wewnętrznej z przejrzystym przyporządkowaniem
podzespołów
zoptymalizowane wewnętrznie
doskonale nadaje się do cienkich blach również w przypadku drutu spawalniczego o większej
średnicy, co wymaga zastosowania mniejszej ilości dodatkowych materiałów
Sterowanie
brak elektroniki w urządzeniach do podawania drutu, dzięki czemu są one szczególnie wytrzymałe i
podajnikiem drutu niezawodne; elektroniczne sterowanie podajnikiem drutu znajduje się w całości w źródle prądu
spawalniczego
Elektronika
inwerterowe źródło prądu spawalniczego z pomocniczym taktowaniem oraz zasilaczem IGBT,
zapewniające wysoką częstotliwość taktowania w celu uzyskania precyzyjnego prądu stałego,
sterownik elektroniczny z wieloma funkcjami kontrolnymi i ochronnymi
- 16 -
Seria KJELLmig
Technologia spawania MSG z regulacją
krokową, cechująca się prostotą obsługi
podczas codziennego spawania. Z uwagi na
możliwość wszechstronnego zastosowania
urządzenia te są wszędzie pożądane - w
małych firmach zajmujących się spawaniem
konstrukcji stalowych, podczas napraw
pojazdów, w rolnictwie, u rzemieślników, w
przemyśle itd.
Możliwość wszechstronnego zastosowania:
! do spawania bezstopowych, niskostopowych
i wysokostopowych stali, aluminium, stopów
aluminium, metali kolorowych i blach
cynkowanych
! z użyciem argonu i mieszanek gazowych
K350 w tym podajnik drutu DVGK01, Nr art.: 11.746.000
! DŁ 635 x SZER 360 x WYS 520 mm
! 4 rolki podajnika drutu
! Klasa ochrony IP 21, ciężar 18 kg
Praktyczna i ergonomiczna praca
! idealne urządzenia do warsztatu do spawania
palnikami MSG chłodzonymi gazem (DŁ: 3 m)
! elastyczność ustawień; zapewniająca dobrą
jakość spawów
! bardzo dobre właściwości spawania w przypadku
stosowania mieszanki gazów
! przyjazna dla użytkownika obsługa dzięki prostym
mechanicznym układom przełączającym
! wytrzymała przekładnia podajnika zapewniająca
pewne podawanie drutu
! składana ścianka boczna do wymiany rolki z
drutem
! oszczędza miejsce i poiada duze praktyczne
miejsce odkładcze - wyposazenie jest w zasięgu
ręki w każdej chwili
! łatwy transport na stabilnych kółkach
! sterowanie elektronicznie, które się nie zużywa
! uchwyt na butle z gazem; stabilny wózek, dzięki
nisko osadzonemu punktowi ciężkości (maks. 20 l
butla)
- 17 -
Zawsze bezpiecznie
! urządzenie zgodne z normą EN 60974 oraz
BGV-D1
! znak S oznaczający bezpieczeństwo
elektryczne – umożliwia spawanie przy
podwyższonym zagrożeniu elektrycznym
! wszystkie transformatory i dławiki są
impregnowane wysokiej jakości lakierem do
izolacji elektrycznej, co powoduje, że są one
w pełni bezpieczne izolacyjnie
! wydajne wentylatory do efektywnego
chłodzenia we wszystkich warunkach
eksploatacji
! termiczne zabezpieczenie przed
przeciążeniem zapewniający niezawodną
eksploatację
Wszystko razem w jednym pakiecie
Wszystkie urządzenia spawalnicze są wyposażone
w 3 m kabel fabryczny, palnik MSG (3 m), wąż do
gazu, reduktor ciśnienia, adapter szpuli oraz
oryginalny zestaw części podlegających zużyciu do
wszystkich podanych średnic drutu.
Spawanie w osłonie
gazów ochronnych
Do warsztatu i małej firmy
Źródła prądu dla przemysłu
PULS 400
Nadaje się do spawania:
! stali konstrukcyjnej
! CrNi
! aluminium, stopów aluminium
W przypadku impulsowego źródła prądu
użytkownik może wybierać spośród trzech
metod spawania MSG, MSG Puls oraz MMA.
PULS 400, będąc mobilnym urządzeniem na
kółkach, ważącym tylko 45 kg nadaje się do
różnych prac spawalniczych w branży
samochodowej, w produkcji maszyn i statków.
Obszar zastosowania
przemysł lekki
przemysł ciężki
szczególnie wymagające procesy
!
!
!
Cechy
! źródło prądu spawalniczego z technologią
inwerterową
! cyfrowa regulacja oraz spawanie impulsowe DC
! gotowe programy Synergy
! możliwość indywidualnego dopasowania
parametrów spawania
! można zaprogramować i zapisaćdo 100
programów spawania
! możliwość zsynchronizowanego sterowania z
zewnątrz
! analogowe i cyfrowe zdalne sterowanie
! możliwość ustawienia prądu początkowego,
głównego i końcowego
Dane techniczne
Nr art.
Napięcie przyłączeniowe
Zakres natężenia prądu spawania
Napięcie spawania
Czas włączenia
50 %
100 %
Masa
Wymiary DŁ x SZER x WYS (mm)
PULS 400 z regulacją
cyfrową
.11.707.502
3~400 V/50
30 – 400 A
15,5 – 34 V
400 A
283 A
45 kg
653 x 300 x 595
TIG 300 AC/DC
Mając do dyspozycji źródło prądu spawalniczego
TIG 300 AC/DC, spawacz jest w stanie uzyskać
doskonałą jakość spawów. Cyfrowy wyświetlacz
daje użytkownikowi możliwość ciągłej obserwacji
wszystkich funkcji.
TIG 300 z regulacją
cyfrową
Cechy
! można zaprogramować i zapisać do 100
programów spawania
! wszystkie funkcje wyświetlane cyfrowo
! bezstykowe zajarzenie z wysoką
częstotliwością
! praca dwu- i czteroimpulsowa
! możliwość ustawienia prądu początkowego,
głównego i końcowego
! gorący start i zapobieganie przywieraniu
Dane techniczne
Nr art.
.11.403.302
Napięcie przyłączeniowe
3~400 V/50
Zakres natężenia prądu spawania
WIG DC
4 – 300 A
WIG AC, AC/DC
10 – 300 A
MMA (REO) DC
10 – 250 A
Napięcie spawania
21 – 30,5 V/10,2 – 22 V
Czas włączenia
40 %
300 A
60 %
245 A
100 %
190 A
Masa
43 kg
Wymiary DŁ x SZER x WYS (mm)
640 x 250 x 544
- 18 -
Spawanie w osłonie
gazów ochronnych
Źródła prądu
Dane techniczne
KJELLmig 230
.11.930.202
Nr art.
Napięcie sieciowe (V)
3 x 400 V
50/60 Hz
5,2
16
KJELLmig K350
.11.931.102
3 x 400 V
50/60 Hz
12,8
20
Moc przyłączeniowa 100 % (kVA)
Bezpiecznik, zwłoczny (A)
Zakres natężenia prądu spawania I2
20 % czas włączenia (A)
230
35 % czas włączenia (A)
350
45 % czas włączenia (A)
170
60 % czas włączenia (A)
240
100 % czas włączenia (A)
135
30–350
Zakres natężenia prądu spawania (A)
15–230
14,8–25,5
14,8–31,5
Zakres natężenia prądu spawania (V)
17–40
Napięcie podczas pracy bez obciążenia (V)
16–50
10
Liczba stopni napięcia
30
0,6–1,0
Średnica drutu (np. stal w mm)
stal, CrNi 0,6–1,2 / Al 1–1,2
2
Liczba rolek podajnika drutu
patrz DVG-K01
IP 21
patrz DVG-K01
Klasa ochrony
760 x 425 x 655
880 x 530 x 678
Wymiary DŁ x SZER x WYS (mm)
65
90
Masa (kg)
Seryjnie: dwuimpulsowe spawanie spoinowe, czas spawania punktowego oraz czas spawania przerywanego i czas przerwy
spawania przerywanego ustawiany w zakresie 0,5-2 s, w przypadku urządzenia DVG-K01 istnieje również możliwość nawlekania drutu
Istnieje również możliwość zamówienia innych podajników drutu Kjellberg (np. DV4G-3, DV4G-3M) w celu używania w połączeniu ze źródłami
prądu KJELLmig.
Typ
Nr art.
Metoda
Charakterystyka
Napięcie sieciowe
Moc przyłączeniowa zgodna z normą EN 60974-1
Zasilanie sieciowe
Zakres natężenia prądu spawania
25 %
40 %
100 %
Klasa ochrony
Masa
Wymiary DŁ x SZER x WYS (mm)
.11.707.603 / .11.707.703
MSG
prąd stały (CV)
3 x 400 V,
–10%/+10%, 50 Hz
23,6 kVA
CEE 63 A
70 A /18 V – 500 A/45 V
500 A
300 A
IP 23
260 kg
1.130 x 665 x 865
(z wózkiem na budowę)
MSG-Puls
napięcie stałe (CV)
3 x 230/400 V,
–10%/+10%, 50 Hz
23,6 kVA
CEE 63 A
30 A/15 V – 600 A/44 V
600 A
450 A
IP 23
183 kg
1.020 x 750 x 1.130
(z wózkiem)
DV 4W-1H
.11.745.100
DVW-2KH
.11.745.600 lub .11.745.600A
0,8–1,6
1,0–1,6
1,0–2,4
1 – 20 m/min
23 kg
0,8–1,6
1,0–1,6
1,0–2,4
1 – 20 m/min, 1 – 50 m/min2)
14,5 kg
synergicznie1)
synergicznie1)
Podajniki drutu
Nr art.
Średnica drutu
Stal, stal nierdzewna
Aluminium
Drut proszkowy
Prędkość podawania drutu
Masapraca
dwu-/czteroimpulsowa
Cztery impulsy + gorący start + napełnianie krateru
Możliwość ustawiania natężenia spawania
Możliwość ustawiania długości łuku świetlnego
Możliwość ustawiania wypalania w celu regeneracji
Przycisk wysuwania drutu (bezprądowego)
Wymiary DŁ x SZER x WYS (mm)
= standard
1) najlepiej za pomocą pilota FSH 30
KH 600
GTH 522 W
.11.907.702
1)
705 x 240 x 445
2)
850 x 350 x 290
2) w przypadku numeru art. .11.745.600A do spawania wysokowydajnego
g!
ber
y
rm
ć fi .
ś
o
6
k
z ja ie 4
życ stron
o
p
a
Wy cej n
ę
i
W
- 19 -
ll
Kje
Spawanie elektrodowe
Urządzenie spawalnicze Tiny 181
Cechy
! spawanie elektrodą rutylową i alkaliczną
! podwyższone natężenie prądu spawania podczas
zajarzenia łuku świetlnego
! automatyczne wyłączanie natężenia prądu
spawania w przypadku przywierania elektrody
! Spawanie DC WIG (dotykowe zajarzenie łuku
świetlnego)
Tiny 181 to przenośny inwerter do spawania
prądem stałym. Nadaje się zwłaszcza do
codziennych prac montażowych, na budowach i
w warsztatach.
Dane techniczne
Nr art.
.11.401.904
Napięcie przyłączeniowe
230 V/50 Hz
Napięcie podczas pracy bez obciążenia
69 V
Zakres natężenia prądu spawania
5 – 180 A
60 %
160 A
100 %
135 A
Średnica elektrody
1,5 – 4 mm
Regulacja natężenia prądu spawania
bezstopniowa
7 kg
Masa
405 x 155 x 254 mm
Wymiary DŁ x SZER x WYS (mm)
Tiny 181
Elektrody spawalnicze
Dostępne są różne średnice elektrod
Elektrody bezstopowe zgodne
Żaroodporne elektrody prętowe zgodne
z normą DIN EN ISO 2560-A, DIN 1913, AWS A 5.1
z normą DIN EN 1599, DIN 8575, AWS A 5.5
Elektrody prętowe
Do spawania takich samych/podobnych
gatunków stali
!
!
!
!
!
!
!
!
!
LLOYD (rutylowa do budowy statków)
LLOYD GRÜN (rutylowo-celulozowa do budowy statków)
PERFEKT (alkaliczna do opadających spawów
pionowych)
TITAN K (rutylowo-alkaliczna o dużej twardości i
wytrzymałości)
OPTIMAL (rutylowo-alkaliczna do cienkich blach)
KONTAKT 160 (rutylowa, w grubej otulinie o dużej
wydajności)
PROGRESS (alkaliczna do spawów wznoszących)
GARANT K (alkaliczna, ze stopem Ni, o dużej twardości
wytrzymałości, niska zawartość H2)
GARANT AC/DC (alkaliczna o dużej twardości)
Elektrody specjalne
!
z normą DIN EN ISO 1071, DIN 8573, AWS A 5.15
!
!
GARANT BR (alkaliczno-rutylowa)
!
TRUMPF (w otulinie kwasowej)
Elektrody uniwersalne
!
!
!
!
!
!
!
!
PRIMA (rutylowo-celulozowa)
PRIMA S (rutylowo-celulozowa, w grubej otulinie)
PRIMA BLUE (rutylowo-celulozowa)
TITAN ROT (rutylowa, w grubej otulinie)
TITAN S (rutylowa, w grubej otulinie, o dużej twardośc i
wytrzymałości)
TITAN (rutylowo-alkaliczna)
GARANT (alkaliczna)
GARANT S (alkaliczna o dużej twardości)
- 20 -
KOMPLEX W (rutylowa, 0,5 % Mo)
IMPULS (alkaliczna, 0,6 % Ni oraz 0,4 % Mo )
MOB (alkaliczna, 0,5 % Mo)
CROMO 1R (rutylowa, 1 % Cr oraz 0,5 % Mo)
CROMO 1B (rutylowa, 1 % Cr oraz 0,5 % Mo)
CROMO 2B (rutylowa, 2,2 % Cr oraz 1% Mo)
Żeliwne elektrody spawalnicze zgodne
!
Elektrody w podwójnej otulinie
!
!
!
!
!
!
!
FICAST Ni (czysty nikiel, do spawania żeliwa na
zimno)
FICAST NiFe (niklowo-żelazowa, do spawania na
zimno żeliwa szarego, ciągliwego i sferoidalnego)
FICAST NiFe K (z prętem głównym z NiFe,
pokrytym miedzią, do spawania na zimno żeliwa
szarego, ciągliwego i sferoidalnego)
FICAST Fe (do instalacji ze zbiornikami oraz
jednowarstwowego spawania do zoksydowanych
lub skorodowanych elementów żeliwnych)
Elektrody na bazie niklu zgodne
z normą DIN EN ISO 14172, AWS A 5.11
!
!
FINOX 182 (klasa stopów 182, nikiel-chrom-żelazo)
FINOX 625 (klasa stopów 625, nikiel-chrommolibden)
Elektrody wysokostopowe zgodne
Elektrody do spawania poprzez nakładanie
z normą DIN EN 14700, DIN 8555
z normą DIN EN 1600, DIN 8556
Elektrody prętowe
!
!
!
!
!
!
!
!
!
!
FINOX 4820 AC (26 % Cr, 4 % Ni)
FINOX 4842 (26 % Cr, 20 % Ni)
FINOX 4842 B (26 % Cr, 20 % Ni, alkaliczne)
FINOX 4829 AC (22 % Cr, 12 % Ni)
FINOX 4316 AC (19 % Cr, 9 % Ni)
FINOX 4551 AC (19 % Cr, 9 % Ni, stabilizowane niobem)
FINOX 4551 B (19 % Cr, 9 % Ni, stabilizowane niobem,
alkaliczne o wysokiej wytrzymałości)
FINOX 4430 AC (19 % Cr, 12 % Ni, 3 % Mo)
FINOX 4576 AC (19 % Cr, 12 % Ni, 3 % Mo, stabilizowane
niobem)
FINOX 4519 AC (20 % Cr, 25 % Ni, 5 % Mo oraz miedź)
! Elektrody specjalne
! FINOX 4430 F (do opadających spawów pionowych;
19 % Cr, 12 % Ni,3 % Mo)
! FINOX 4462 AC (do stali dupleks ze stopu 22 % Cr,
9 % Ni, 3 % Mo)
! FINOX 29/9 GOLD (do odpornych na pęknięcia
połączeń, zawiera 30 % Cr, 9,5 % Ni, 1 % Mn)
Fidur 10/70
Do ciągliwo-twardych/odpornych na
ścieranie warstw
!
!
!
!
FIDUR 6/55 (do stali niskostopowych i
niestopowych, twardość 55 HRC)
FIDUR 6/60 (twardość 60 HRC)
FIDUR 6/60 R (rutylowa, twardość 60 HRC,
przystosowana do prądu przemiennego)
FIDUR 2/55 (do stali niskostopowych i
niestopowych, wysoka zdolność do zachowania
właściwości tnących, twardość 55 HRC)
Zapewniająca odporne na zużycie, nie
rdzewiejące warstwy
!
!
!
!
Finox 4370 AC
!
Elektrody czarno-białe
!
!
!
!
!
FINOX 4370 AC (elektroda do łączenia, również
do stali manganowej twardej, zawierająca
18 % Cr, 8 % Ni, 6 % Mn)
FINOX 4431 AC (elektroda do łączenia, również
do stali manganowej twardej, zawierająca 20 % Cr,
10 % Ni, 3 % Mn)
FINOX 4337 AC (elektroda uniwersalna,
zawierająca 23 % Cr, 13 % Ni, 2 % Mo)
FINOX 4332 AC (elektroda do łączenia
zawierająca 23 % Cr, 13 % Ni)
FINOX 4459 AC (elektroda do łączenia,
zawierająca 23 % Cr, 13 % Ni, 2% Mo)
Pozostałe zastosowania
!
!
!
!
!
Elektrody do cięcia
!
!
FIDUR 7/200 (odporne na pęknięcia warstwy na
stali manganowej twardej, twardość 200 HB,
zdolne do umocnienia odkształceniowego)
FIDUR 8/200 (odporne na pęknięcia warstwy na
stali manganowej twardej, twardość 200 HB,
zdolne do umocnienia odkształceniowego)
FIDUR 10/60 (w przypadku piaskowania, twardość
60 HRC, 160 % wydajności)
FIDUR 10/65 (w przypadku piaskowania i
wysokich temperatur, twardość 65 HRC, 190 %
wydajności)
FIDUR 10/70 (w przypadku piaskowania i
wysokich temperatur, twardość 70 HRC, 240 %
wydajności)
MET-OX (do cięcia)
KJELGOUGE (do oczyszczania fug)
- 21 -
FIDUR 1/300 (ze stopem Mo i V, twardość 300
HB, w komponentach zużywających się pod
wpływem poślizgu)
FIDUR 3/50 (do narzędzi pracujących w wysokich
i niskich temperaturach, twardość 50 HRC)
FIDUR 4/60 (do narzędzi pracujących z dużymi
prędkościami, twardość 60 HRC)
FIDUR 23/250 (na bazie niklu, klasa stopu 275,
odporne na szok termiczny)
FILIT 6 (na bazie kobaltu, odporne na kawitację,
erozję, korozję, twardość 40 HRC, odporne na
szok termiczny)
Spawanie elektrodowe
Spawanie elektrodowe
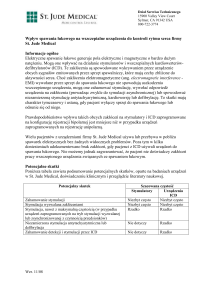
Wysokosprawny proces łączenia
Przewaga technologiczna InFocus
Technologia palników InFocus daje efekty
łączenia podobne do efektów stosowania
lasera. Doskonale nadaje się ona do łączenia
bardzo cienkich blach i prawie wszystkich
metali.
Zastosowanie jednostki doprowadzającej drut
oferuje możliwość wyrównania małych tolerancji
podzespołów i pozycji. Tool-Center-Point
gwarantuje najlepsze warunki do zapewnienia
dokładnej powtarzalności wyników spawania.
Wyniki spawania urzekają doskonałą
powierzchnią spawów oraz niewielkim stopniem
utleniania. Technologię InFocus stosuje się
wyłącznie w całkowicie zautomatyzowanych
obszarach i wyróżnia się ona wysoką
niezawodnością procesu dla prędkości cięcia
nawet do 7 m/min.
Z uwagi na prawie bezrospryskowe wyniki i
wysoką prędkość spawania, nasz system
InFocus stanowi ekonomiczną alternatywę dla
spawania MSG. Dodatkowo wyróżniają go
wyraźnie niższe koszty inwestycji i eksploatacji
w porównaniu ze spawaniem laserowym.
InFocus porównaniu ze standardowym spawaniem WIG
Symulacja dla prądu o natężeniu 500 A oraz łuku świetlnego o długości 5 mm z argonem
Źródło: M.Schnick, TU Dresden
Łuk świetlny InFocus
Konwencjonalny łuk świetlny WIG
Skoncentrowany początek łuku świetlnego na
czubku elektrody palnika InFocus zapewnia
zwiększoną gęstość energii i większe ciśnienie
dynamiczne. Dzięki temu uzyskuje się szczególnie
dobre wyniki podczas spawania i lutowania.
Cechy
! stabilna konstrukcja palnika (wytrzymała i
odporna na uderzenia)
! osiowe mocowanie palnika
! zamknięty obieg chłodzenia
! bardzo wysoka obciążalność prądowa
! Wkręcana elektroda
- 22 -
Zalety w skrócie
Palnik spawalniczy InFocus 1000 A
!
!
!
!
!
!
!
praktyczna, wytrzymała konstrukcja
wysokie ciśnienie dynamiczne
do spawania i lutowania
duża gęstość energii, kompaktowe rozmiary
wysokie prędkości łączenia
doskonała osłona gazowa
niskie zużycie elektrod
- 23 -
Specjalne procesy
spawania
Wysokosprawny proces łączenia
Komplet Kjellberg
Wyznaczamy standardy obsługi, od planowania,
przez uruchomienie, aż po konserwację, a także
rejestrujemy Państwa potrzeby. Znajdujemy
pasujące komponenty i produkujemy unikaty –
zgodnie z Państwa wytycznymi: Firma Kjellberg
jest doświadczonym dostawcą zapewniającym
kompletne wyposażenie.
Nasze urządzenia i instalacje są gotowe prawie
na wszystko. Pod wodą, w powietrzu lub pod
ziemią – statki, elektrownie wiatrowe i
skomplikowane systemy przewodów w górnictwie
pokazują, co potrafią urządzenia firmy Kjellberg.
- 24 -
Planowanie
04
Spawanie wzdłużne na zewnątrz
07
Spawanie kołnierzy
10
Cięcie i spawanie
02
03
Docinanie blachy
05
Walcowanie
06
Spawanie wzdłużne od wewnątrz
08
Łączenie i montaż segmentów
09
Spawanie dookólne od wewnątrz
Spawanie dookólne na zewnątrz
12
11
Malowanie
Montaż i ustawianie
- 25 -
Kompletne wyposażenie
01
Spawanie plazmowe w osłonie z proszku
Technologia
Najczęściej maszynowe spawanie plazmowe
poprzez nakładanie, w osłonie z proszku (PPA)
jest jednym z wariantów spawania plazmowego.
Przy wykorzystaniu metody z łukiem świetlnym,
który powoduje zajarzenie i powiązanie
zjonizowanego argonu lub helu w chłodzonej
dyszy plazmowej, urządzenia PPA wytwarzają
energię o dużej gęstości w porównaniu z
typowymi metodami spawania. Zależnie od
wielkości palnika lub w wyniku zastosowania
technologii wielowarstwowej, dzięki możliwości
automatyzacji i wydajności energetycznej,
metoda ta jest ekonomiczna i przez to godna
uwagi.
Spawanie plazmowe poprzez nakładanie,
w osłonie z proszku (PPA)
Cechy:
! Nanoszenie twardych/odpornych na zużycie i/lub
odpornych na korozję warstw na małych
komponentach, które trudno jest pokryć drutem
! Prąd o natężeniu do 300 A
Kolejna duża zaleta uwydatnia się podczas
doprowadzania sproszkowanych dodatków
spawalniczych, które chętnie przygotujemy,
według Państwa wytycznych. Są one dodawane
bezpośrednia przez palnik plazmowy, prawie
całkowicie łączą się z podstawowym materiałem
i w ten sposób umożliwiają wykorzystanie
materiałów, które nie mogą zostać dodane do
drutów.
Cechy:
! zastosowanie do spawania wzdłużnego i
dookólnego, w zbiornikach i dnach
! brak konieczności dodatkowego
przygotowania spawu w prawie równoległych
krawędziach obrabianego przedmiotu:
wymagany niewielki nakład pracy w
porównaniu z innymi metodami
! mniejsze wnikanie ciepła i mniejszy stopień
wypaczania
! korzystne cenowo dzięki rezygnacji lub
ograniczenia ilości dodatkowego materiału
Możliwość zastosowania do następujących
materiałów:
! materiały nisko- i wysokostopowe
! żeliwo i brąz
! stopy na bazie niklu
Spawanie plazmowe z przebijaniem
Zasada działania procesu
Dysza gazu ochronnego
Katoda
Dysza stykowa prądowa
Gaz plazmowy
Proszek i gaz roboczy
Chłodzenie wodą
Plazmowy łuk świetlny
Nanoszona warstwa
Podstawowy materiał
- 26 -
Spawanie plazmowe w osłonie z
proszku oraz spawanie z
przebijaniem
Spawanie plazmowe w osłonie z proszku
Inwerter spawalniczy PSI 350
Mając w swojej ofercie przetwornik PSI 350 firma
Kjellberg Finsterwalde oferuje wysokiej jakości i
elastyczne urządzenie produkcyjne do spawania
plazmowego poprzez nakładanie, a także do
spawania plazmowego z przebijaniem.
Obie metody można łatwo zautomatyzować
stosując wbudowane sterowniki PLC.
Cechy
! komfortowa obsługa dzięki wstępnie
zdefiniowanym programom spawania
! dopasowanie parametrów spawania
! kontrola wzrokowa parametrów procesu
! elektroniczna regulacja gazu
! kompaktowa konstrukcja dzięki zintegrowanej
jednostce chłodzącej
! cyfrowe sterowanie na zewnętrznym pulpicie
obsługowym
Dane techniczne
Nr art.
Napięcie sieciowe 100%
.11.150.202
3~400 V
+10 %/-10 %,
PEN 50 Hz
Zakres natężenia prądu spawania (A)
100 % ED
Prąd pilotujący (A)
Próbki spawania urządzeniem PSI 350
50 – 350
5 – 15
Metoda w skrócie
Zalety
!
!
!
!
!
!
niski stopień zmieszania z materiałem
podstawowym
bardzo mała strefa wpływu ciepła (SWC)
duży wskaźnik nanoszenia
prawdziwe połączenie metalurgiczne między
materiałem podstawowym a materiałem
dodatkowym
dająca się łatwo wytworzyć mieszanka
materiału dodatkowego w proszku,
odpowiednia do wymagań
wysoka powtarzalność wyników na skutek
wysokiego stopnia automatyzacji
Spawanie rur urządzeniem PSI 350
erg
- 27 -
y
irm
ść f .
o
k
ja ie 46
n
ycz
poż na stro
y
W cej
Wię
llb
Kje
?
Ręczne cięcie plazmowe
Inwerter do cięcia z serii CUTi
CUTI 40, 90 oraz 120
Z asortymentu urządzeń CUTi do ręcznego i
zmechanizowanego cięcia plazmowego
użytkownicy mogą wybrać sobie urządzenie,
które spełnia ich oczekiwania i wymagania.
Prąd cięcia ustawia się bezstopniowo. Dlatego
wyniki spawania w nowoczesnej technologii
inwerterowej bardzo dobrze nadają się do
wszystkich materiałów przewodzących prąd
elektryczny.
Cechy
! doskonały stosunek jakości do ceny
! produktywne dzięki wysokiej prędkości cięcia
! nieduże zapotrzebowanie na energię dzięki
technologii inwerterowej
! powietrze jako korzystny cenowo gaz cięcia
! szybka wymiana katody i dyszy dzięki zapasowi
części zamiennych w zestawie części
zamiennych (wyposażenie standardowe)
! wygodna obsługa dzięki niskiej wadze
! centralne przyłącze palnika1) z wyłącznikiem
bezpieczeństwa umożliwia szybką wymianę
palnika i łatwy transport
! CUTi 40 w połączeniu z adapterem, który można
podłączyć do gniazdka Schuko (16 A) o
zredukowanym prądzie cięcia o wartości maks.
30 A
! nadaje się do stosowania w miejscach pracy o
podwyższonym zagrożeniu elektrycznym
!
jednostka konserwacyjna do bezpiecznego
usuwania wykroplin z gazu cięcia
Wyposażenie:
! nakładka do cięć szablonem
! nakładka do skosowania
! przyrządy do wycinania kół
! specjalnie części podlegające zużyciu do
cięcia w narożnikach (do 70 A)
Obszary zastosowań
Maks.
natężenie
prądu
Grubość materiału w mm
10
35 A
20
30
40
50
CUTi 35C
40 A
CUTi 40
70 A
CUTi 70
90 A
CUTi 90
120 A
CUTi 120
Zalecany zakres
cięcia2)
Maksymalny
zakres cięcia2)
1) Urządzenie CUTi 35C posiada podłączony na stałe palnik.
2) Informacje zależne od materiału i jego składu.
Dane techniczne
Źródła prądu
Nr art.
Zasilanie sieciowe
maks. moc przyłączeniowa
Bezpiecznik sieciowy,
zwłoczny
Napięcie podczas pracy
bez obciążenia
Prąd cięcia przy czasie
włączenia
Klasa ochrony
Wymiary
DŁ x SZER x WYS (mm)
Zużycie powietrza
Gaz plazmowy i chłodzący
Ciśnienie robocze
Masa
Palnik plazmowy
Zakres dostawy
CUTi 35C
.11.035.704.
CUTi 40
.11.035.304.
CUTi 70
.11.035.402.
CUTi 90
.11.035.502.
CUTi 120
.11.035.602.
3 x 400 V
11,1 kVA
16 A
3 x 400 V
15 kVA
32 A
3 x 400 V
16,7 kVA
32 A
270 V
1 x 230 V
6,5 kVA
16 A (Schuko)/
32 (CEE)
270 V
250 V
320 V
450 V
35 A (25% ED)
20 A (100% ED)
IP 23
550 x 150 x 245
40 A (40% ED)
25 A (100% ED)
IP 21
460 x 180 x 220
70 A (35% ED)
50 A (100% ED)
IP 21
470 x 180 x 250
90 A (40% ED)
55 A (100% ED)
IP 21
470 x 180 x 270
120 A (35% ED)
80 A (100% ED)
IP 23
610 x 230 x 410
1 x 230 V
3,3 kVA/4,8 kVA1)
16 A
140 l/min
195 l/min
195 l/min
115 l/min
130 l/min
powietrze
powietrze
powietrze
powietrze
powietrze
5,0 bar (0,5 MPa)
5,0 bar (0,5 Mpa)
5,0 bar (0,5 MPa)
4,0 bar (0,4 MPa)1)
5,0 bar (0,5 MPa)
16,4 kg
17 kg
28,5 kg
12,5 kg
11,5 kg
PHT 31
PHT 51
PHT 25
PHT 51
PHT 31
Zestaw części
Zestaw części
Zestaw części
Zestaw części
Zestaw części
podlegających zużyciu podlegających zużyciu podlegających zużyciu podlegających zużyciu podlegających zużyciu
Regulator
ciśnienia
w
Regulator ciśnienia w Regulator ciśnienia w
Regulator ciśnienia w Regulator ciśnienia w
filtrze
filtrze
filtrze
filtrze
filtrze
1) w przypadku zewnętrznego przyłącza sprężonego powietrza
- 28 -
Seria CUTLINE
Wielostronne obszary zastosowań
Zarówno proste cięcia, cięcia konturowe, cięcia
przerywane, a także cięcia do przygotowania
skosów do spawów, do przebijania,
wykonywania otworów poprzez stapianie, cięcia
we wszystkich pozycjach oraz do cięcia złomu
są możliwe w przypadku korzystania z
urządzeń z serii CUTLINE.
Oczyszczanie fug plazmą urządzeniami z serii
CUTLINE stanowi czystą alternatywę dla
oczyszczania fug elektrodą węglową – bez
konieczności wykańczania poprzez
szlifowanie. Wnikanie ciepła jest minimalne.
Kolejnymi zaletami są niski poziom hałasu
oraz zmniejszony poziom powstawania dymu.
Cechy
! wysoka dokładność cięcia
! doskonałe wyniki cięcia
! Możliwość bezdotykowego nacinania lub
wbijania się w materiał; brak konieczności
stosowania krawędzi odniesienia
! epodwyższona żywotność części
podlegających zużyciu dzięki przełączaniu na
miękki start oraz chłodzeniu palnika wodą
! wyjątkowo krótkie czasy wymiany części
podlegających zużyciu
! automatyczne zwiększenie mocy łuku
pilotującego po dotknięciu obrabianego
przedmiotu
! szybka wymiana palnika bez narzędzi dzięki
zastosowaniu przyłączy centralnych
! długi czas włączenia dzięki efektywnemu
chłodzeniu
Przy pomocy urządzeń z serii CUTLINE można ciąć metale i inne materiały.
Dane techniczne
Typ
Nr art.
CUTLINE 20G
.11.033.003.
CUTLINE 40G
.11.033.102.
CUTLINE 20W
.11.032.803.
CUTLINE 40W
.11.032.902.
Napięcie sieciowe, 50 Hz (V), 3-fazowe
Bezpiecznik sieciowy, zwłoczny (A)
WERSJA- Napięcie sieciowe, 50 Hz (V)
SPECJALNA Bezpiecznik sieciowy, zwłoczny (A)
Moc przyłączeniowa (kVA)
Klasa ochrony
Klasa izolacji
Napięcie podczas pracy bez obciążenia (V)
Natężenie prądu spawania (A)
Czas włączenia (%)
Grubość cięcia1) Cięcie jakościowe w mm
Cięcie rozdzielające w mm
Gaz plazmowy
Zajarzenie
230/400
400
230/400
400
35/25
35/25
500
25
16
IP 22
F
275
25/50
60
15
20
35
500
25
24
IP 22
F
275
50/100
60
30
40
Masa (kg)
Wymiary DŁ x SZER x WYS (mm)
Pasujący palnik (chłodzony powietrzem lub gazem)
74
670 x 490 x 880
PHT-31 G/L
35
500
25
24
IP 22
F
275
60/120
50
30
40
powietrze
wysokie napięcie
122
820 x 490 x 880
PHT-51 G/L
84
670 x 490 x 880
PHT-30 W/L
132
820 x 490 x 880
PHT-45 W/L
500
25
16
IP 22
F
275
30/60
50
15
20
1) zależnie od materiału, standardowe jakości
- 29 -
Technologia do cięcia
plazmowego
Urządzenia do ręcznego cięcia plazmowego
Urządzenia pomocnicze
Seria RSV
Do spawania rurociągów i zbiorników
Urządzenia pomocnicze do spawania z serii RSV
ułatwiają naprężanie, obracanie i przechylanie
elementów o okrągłym przekroju. Seria RSV jest
idealna do ręcznego i w pełni maszynowego
spawania rur. Kompaktowa konstrukcja
powoduje, że urządzenia te są atrakcyjne nie
tylko do zastosowań związanych ze wstępną
obróbką przemysłową, ale także do instalacji i
montażu bezpośrednio na budowie.
Regulowana bezstopniowo prędkość obrotowa
umożliwia spawanie niezależnie od średnicy
obrabianego przedmiotu.
Urządzenia te seryjnie posiadają funkcję
ręcznego przechylania. Dzięki temu obrabiany
przedmiot może być przechylony nawet o 135°,
co pozwala na obróbkę w optymalnym położeniu.
Opcjonalnie dostępny jest silnik napęd do
pochylania z silnikiem elektrycznym. Pochylana
część składa się ze skrzynki z napędem i z
rolkami, kolumny naprężającej, ramienia
naprężającego i rolki naprężającej.
Obrabiane przedmioty mogą być naprężane w
identycznej pozycji bez przerw na ustawianie i
przerw w spawach. Dzięki temu w procesie
produkcyjnym odpada konieczność obracania,
korzystania z pomocy dodatkowych osób oraz
czasochłonnego ustawiania na nowo w celu
uzyskania identycznych obrabianych
przedmiotów.
Urządzenia naprężające firmy Kjellberg pracują
w oparciu o zasadę rolek naprężających.
Obrabiany przedmiot jest pobierany przed dwie
rolki napędowe i jedną rolkę dociskową. W ten
sposób mogą być szybko i centrycznie
naprężane i obrabiane nawet zakrzywione
obrabiane przedmioty.
Urządzenie pomocnicze do spawania RSV
można stosować z urządzeniem KH600 newArc.
Nasze standardowe produkty Kjellberg mogą zostać wykonane na zamówienie również w wersji specjalnej.
- 30 -
Seria RSV
RSV 150
RSV 150 to mobilne urządzenie naprężające do
spawania rur. Zostało ono skonstruowane do
stosowania na budowach i podczas montażu, a
jego zadaniem jest polepszanie jakości spawania.
W urządzeniu naprężającym obrabiane przedmioty
są spawane bez przerw.
Prędkością obrotową steruje się wówczas
bezstopniowo za pomocą sterownika nożnego.
Dane techniczne
Ciężar: 110 kg
Bezstopniowa prędkość obrotowa:
Średnica
gdy obrabiany przedmiot jest
naprężony:
gdy obrabiany przedmiot nie jest
naprężony:
Maks. moment pochylenia:
Maks. obciążenie
gdy rolki są ustawione poziomo:
gdy rolki są ustawione pionowo:
Moment obrotowy rolki napędowej:
Podłączenie do sieci elektrycznej:
Pobór mocy:
do 130 cm/min
NW 20 – NW 200
20 – 300 mm
150 Nm
300 kg
150 kg
50 Nm
220 V, 50 Hz
200 W
RSV 500
RSV 500 to kompaktowe urządzenie naprężające
do stacjonarnego spawania rur. Urządzenie to
idealnie nadaje się do całkowicie mechanicznego
łączenia podzespołów o wadze do 1000 kg.
Również zgięte segmenty rurowe można szybko
mocować i obrabiać korzystając z systemu rolek
naprężających. Urządzenie RSV 500 nadaje się do
profesjonalnej obróbki wstępnej przedmiotów o
średnicy do 400 mm średnicy znamionowej (ŚZ).
Dane techniczne
Ciężar: 260 kg
Bezstopniowa prędkość
obrotowa:
Średnica
gdy obrabiany przedmiot jest
naprężony:
gdy obrabiany przedmiot nie jest
naprężony:
Maks. moment pochylenia:
Maks. obciążenie
gdy rolki są ustawione poziomo:
gdy rolki są ustawione pionowo:
Moment obrotowy rolki
napędowej:
Podłączenie do sieci elektrycznej:
Pobór mocy:
- 31 -
do 130 cm/min
NW 20 – NW 400
25 – 1.000 mm
740 Nm
1.000 kg
500 kg
200 Nm
220 V, 50 Hz
400 W
Moduły dodatkowe
Urządzenia pomocnicze
Urządzenia pomocnicze
RSV 1000
Urządzenie RSV 1000 napręża rury o średnicy
znamionowej maksymalnie do 800 mm. Dzięki temu
urządzenie to nadaje się do całkowicie
mechanicznej, profesjonalnej obróbki rur. Można na
nim bez przerw spawać obrabiane przedmioty o
wadze całkowitej do 2000 kg. Zapewnia to
niezawodnie najwyższą jakość spawów. System
naprężający umożliwia obróbkę z jednostajną
prędkością obrotową, regulowaną bezstopniowo.
Mocno zagięte obrabiane przedmioty dają się łatwo
naprężyć. RSV 1000 jest idealnym urządzeniem
pomocniczym do spawania do produkcji
przemysłowej.
Dane techniczne
Ciężar: 800 kg
Bezstopniowa prędkość obrotowa:
Średnica
gdy obrabiany przedmiot jest
naprężony:
gdy obrabiany przedmiot nie jest
naprężony:
Maks. moment pochylenia:
Maks. obciążenie
gdy rolki są ustawione poziomo:
gdy rolki są ustawione pionowo:
Moment obrotowy rolki napędowej:
Podłączenie do sieci elektrycznej:
Pobór mocy:
do 130 cm/min
NW 25 – NW 800
30 – 2.000 mm
3.430 Nm
2.000 kg
1.000 kg
490 Nm
380 V (220 V),
50/60 Hz
1,5 KW
Miniwózek KMF z systemem magnetycznym
KMF samoczynnie ustawia się na obrabianym przedmiocie korzystając z
permanentnego systemu magnetycznego.
Wózek spawalniczy KMF do ręcznych palników
spawalniczych MSG i UP jest efektywny, elastyczny i
ekonomiczny również w przypadku produkcji
pojedynczych elementów oraz produkcji
małoseryjnej. Nadaje się on do wszystkich rodzajów
spawów i pozycji spawania, poza PD i PE, dzięki
elektronicznej regulacji prędkości i permanentnemu
systemowi magnetycznemu urządzenie samoczynnie
ustawia się na komponencie z siłą 180 niutonów (w
przypadku materiałów ferromagnetycznych). Długi
czas pracy akumulatora pozwala urządzeniu KMF na
ciągłą pracę przez ponad dwie zmiany. Posuw
mechaniczny i dokładne prowadzenie palnika
zapewniają najwyższą powtarzalność i jakość
spawów. Dzięki bocznym rolkom prowadzącym,
umiejscowionym z przodu i z tyłu w profilach
aluminiowych, automat można umieścić na blasze
poprzecznej, po czym urządzenie samo się ustawi.
Dane techniczne
Wy
Wi poży
ęce cz
j na jak
stro ość
nie firm
46. y K
je
llb
erg
?
Nr art.
Wymiary:
Waga z akumulatorem i
uchwytem palnika:
Zakres prędkości spawania
(możliwe inne):
Szerokość rozstawu kółek:
Praca na akumulatorze bez
doładowywania
(60 % czasu włączenia):
Czas ładowania akumulatora:
- 32 -
.11.301.100.100
290 x 190 x 170 mm
4,8 kg
10 – 125 cm/Min.
> 85 mm
> 16 h
< 25 Min.
Moduły dodatkowe
Urządzenia pomocnicze
Portale spawalnicze/podłogowe mechanizmy jezdne
Ogólne dane techniczne
!
zasadniczo do wersji na specjalne
zamówienie klienta z łańcuchami
energetycznymi, zestawami kół, szafami
sterowniczymi i sterowaniem, a także
obwodem zatrzymania awaryjnego
!
do spawania łączącego MSG/UP wersja do
spawania pachwinowego (główny obszar
zastosowania), podesty do źródeł prądu
spawalniczego, wersje w postaci wciągarek
na kółkach lub listwę zębatych do mocowania
urządzeń spawalniczych
!
do spawania przez nanoszenie z
podwieszanym wózkiem wahliwym (na osi
liniowej) z kompletnym wyposażeniem do
spawania oraz urządzeniem do odwijania
drutu
Portal spawalniczy wykonany na specjalne zamówienie
Urządzenia do obracania/stoły obrotowo-wychylne
Ogólne dane techniczne
!
!
!
!
!
wszystkie dane dotyczące obciążenia
obowiązują dla 200 mm odstępu od tarczy do
mocowania detali
Bezstopniowo ustawiana prędkość obrotowa
Tarcza do mocowania detali o średnicy od
300 mm
Sterowanie za pomocą przełączników
nożnych, od wersji do obróbki przedmiotów o
wadze 500 kg dodatkowy pulpit do obsługi
ręcznej
opcjonalnie urządzenie naprężające od
średnicy 25 mm oraz obrotowe przyłącze
masy
Średnica tarczy
do mocowania
detali (mm)
Maksymalny
udźwig (kg)
Prędkość
obrotowa
(obroty/min.)
Maksymalne
natężenie
prądu spawania (A)
Kąt
pochylania
(°)
300
20
0–6
400
135
500
300
0–3
400
135
650
500
0 – 2,5
400
135
DK 1500
1.000
1.500
0 – 1,5
600
135
DK 3000
1.100
3.000
0–1
600
135
DK 5000
1.500
5.000
0–1
600
135
DK 10000
1.200
10.000
0–1
600
135
Model
DK 50
DK 300
DK 500
- 33 -
Urządzenia pomocnicze
Maszty spawalnicze/nośniki podzespołów
Ogólne dane techniczne
lw postaci rur czworokątnych z obrobionymi
listwami prowadzącymi
lwersja stacjonarna
lobracana o 360° – blokada ręczna
lPrędkość przemieszczania po wysięgniku
1
10 – 200 cm/min
lstała prędkość skokowa wynosząca
150
cm/min
lwersja z urządzeniem zabezpieczającym do
wyłapywania
lopcjonalnie z mechanizmem jezdnym
napędzanym silnikiem, rozstaw kół od 1435
mm2
1
2
Maszt spawalniczy wykonany na życzenie klienta
Model
Zwrócić uwagę na doprowadzenie kabla
Zależnie od rozmiaru konstrukcji
Minimalna
wysokość
użytkowa pod
wysięgnikiem
(mm)
Maksymalna
wysokość
użytkowa pod
wysięgnikiem
(mm)
Łączna
wysokość
(mm)
Skok
wysięgnika
(mm)
Prędkość
wysięgnika
(mm/min)
500
2.500
3.500
2.000
500
2.500
500
500
KSM 2,5 x 2,0
KSM 2,5 x 2,5
KSM 3,0 x 2,5
KSM 3,0 x 3,0
Wieniec Maksymalne
obrotowy
obciążenie
Kąt obrotu
użytkowe
(°)
(kg)
100 – 2.000
± 180
300
3.500
2.500
100 – 2.000
± 180
250
3.000
4.000
2.500
100 – 2.000
± 180
200
3.000
4.000
3.000
100 – 2.000
± 180
200
inne rozmiary dostępne na żądanie
Urządzenia do obracania w postaci bloku z rolkami
Ogólne dane techniczne
lmożliwość stosowania w parze jako agregat
napędowy i agregat bez napędu (para w sekcji)
lręczne lub opcjonalnie silnikowe dopasowanie
średnicy
lpulpit do obsługi ręcznej
lstacjonarne (standard) lub ruchome (opcja)
Maksymalny
Maksymalne obracany ciężar
obciążenie
agregat
użytkowe
napędowy
Maksymalna
średnica
zbiornika
(mm)
Prędkość
obrotowa
(mm/min)
Średnica
rolek
(mm)
Szerokość
rolek
(mm)
(kg)
(kg)
Minimalna
średnica
zbiornika
(mm)
BDV 2000
1.000
2.000
200
2.500
75 – 1.500
250
120
BDV 5000
2.500
5.000
200
3.000
75 – 1.500
250
120
BDV 10000
5.000
10.000
300
4.000
75 – 1.500
415
200
BDV 15000
7.500
15.000
300
4.000
75 – 1.500
415
370
BDV 20000
10.000
20.000
300
4.500
75 – 1.500
415
370
Model
inne rozmiary dostępne na żądanie
- 34 -
Głowica do spawania taśmowego BSK 30-60
Głowica do spawania taśmowego do
stosowania z blachami, przy spawaniu rynien
rurowych i spawów zewnętrznych
Ta głowica spawalnicza ma zastosowanie w
spawaniu żużlowym oraz spawaniu taśmowym
pod proszkiem w przypadku taśmy o szerokości
30 do 60 mm.
Wykorzystuje się ją do produkcji warstw
chroniących przed korozją i zużyciem. Możliwe
jest dopasowanie urządzeń prowadzących,
takich jak portale spawalnicze, nośniki
automatów, prowadnice liniowe i wiele innych.
Główne cechy
! spawa taśmy o szerokości 30 do 60 mm
! uzyskanie nanoszonych warstw o grubości ok.
3 – 8 mm na każde położenie stosując zwykłą
taśmę o grubości 0,5 mm
! możliwe zastosowanie taśmy masywnej oraz
proszkowej, a także elektrod spiekanych
! możliwe jest sterowanie poprzez wstępne
ustawienie wartości zadanych natężenia
prądu spawania, napięcia łuku świetlnego
oraz prędkości spawania, a także podział
aktywnych i pasywnych elementów
sterujących na dwa poziomy obsługi, dzięki
sterowaniu KAS Kjellberg
! pojemnik na proszek spawalniczy, o
pojemności dziesięciu litrów, wyposażony we
wziernik do kontroli poziomu napełnienia oraz
możliwość dopasowania pneumatycznego
powrotu proszku (działającego na zasadzie
wtrysku) do spawania taśmowego pod
proszkiem
Korzyści wynikające ze stosowania technologii
!
!
!
!
!
!
!
!
wysoka moc topienia
niski stopień zmieszania wynoszący tylko ok.
10 %
na materiały podstawowe nanoszone są
wysokiej jakości warstwy funkcyjne
zależnie od materiału dodatkowego możliwe są
warstwy chroniące przed korozją lub zużyciem
uzyskanie wymaganego składu chemicznego
lub pożądanego stopnia twardości powierzchni
obrabianego przedmiotu najczęściej już w
przypadku pierwszej warstwy
do stosowania z blachami, przy spawaniu
rynien rurowych i spawów zewnętrznych
ekonomiczne powlekanie z wysoką mocą
topienia
różnorodne obszary zastosowań jako ochrona
przed korozją podczas budowy rurociągów i
zbiorników, a także przed zużyciem w
przemyśle stalowym i cementowym
Dane techniczne
Nr art.
Proces
Natężenie prądu spawania maks. (A)
Napięcie sterujące (V/Hz)
Szerokość drutu (mm)
Minimalna średnica wewnętrzna rury (mm)
Wymiary głowicy spawalniczej DŁ x SZER x WYS (mm)
Masa szpuli maks. (mm)
Masa (bez drutu i proszku)
- 35 -
Głowica do spawania taśmowego BSK 30-60
.11.300.810
spawanie taśmowe
1.250
42 AC/50
30 – 60
500
275 x 145 x 350
30 (100)
20
Moduły dodatkowe
Urządzenia pomocnicze
Podłogowy mechanizm jezdny
Przykład: produkcja profili stalowych
Przykład zastosowania
! spawanie profili w kształcie motyla
! spawy wzdłużne z pozycji PA
! spawanie pod proszkiem podwójnym drutem 2 x
2,5 mm średnicy drutu
! obrabiane przedmioty o długości do 13.000 mm
! Cechy
! podłogowy mechanizm jezdny z wysięgnikiem
bocznym na systemie szyn
! długość szyn 16.000 mm
! dwa ślizgi liniowe z osiami pionowymi na
całościowej osi poprzecznej na wysięgniku
bocznym
! Oś poprzeczna 2000 mm
! Cel
! zastosowanie technologii z zastosowaniem
podwójnego drutu w celu lepszego pokrycia
szczelin
! spawanie z zastosowaniem dwóch głowic
spawalniczych w dwóch podzespołach
jednocześnie
! niezawodność procesu dzięki zastosowaniu
metody spawania pod proszkiem ze śledzeniem
spawu
Kompletny obieg proszku z tłoczeniem pod ciśnieniem, odsysaniem i
pneumatyczną blokadą proszku.
Komponenty urządzenia
! Mechanizm jezdny jako stabilna konstrukcja
stalowa poruszająca się na szynach (rozstaw
kół 1600mm) z wysięgnikiem bocznym
! dwa przemieszczające się wraz z
mechanizmem jezdnym źródła prądu
spawalniczego DC do 1000 A typ GTH 1002
! kompletny obieg proszku z tłoczeniem pod
ciśnieniem, odsysaniem i pneumatyczną
blokadą proszku oraz możliwością
wstępnego podgrzania proszku
! centralny pulpit sterowniczy do ustawiania
parametrów spawania, ustawiania osi dla
obu głowic spawalniczych i sterowania
obiegiem proszku
! dotykowy system śledzenia spawy, oddzielny
dla każdej głowicy spawalniczej
Urządzenie z centralnym pulpitem sterowniczym
Korzyści wynikające ze stosowania
technologii
! budowa oszczędzająca miejsce w postaci
wariantu z wysięgnikiem w celu optymalnego
wykorzystania powierzchni ustawienia
urządzenia, jako alternatywa dla portalu
spawalniczego
! wszystkie komponenty urządzenia są
umieszczone na mechanizmie jezdnym i w
ten sposób zmniejszają zapotrzebowanie na
przestrzeń
! możliwość spawania elementów o
najróżniejszych kształtach i długościach
Zakres osiągów
! spawanie do 2 x 1000 A/44 V przy 100%
czasu włączenia
! średnica drutu do 2 x 3,2 mm
! prędkość drutu do 1,5 m/min
! tryb szybkiego przemieszczania mechanizmu
jezdnego do 10 m/min
- 36 -
Przykład: produkcja dźwigarów z profili stalowych
Przykład zastosowania
! Wykonywanie spawów pachwinowych w
dźwigarach i profilach do wymiaru a 8 mm
! Spawanie MSG przy pomocy technologii
newArc
! Rozmiary profili do 450 x 450 x 570 mm
Cechy
! zastosowanie robota z obrotowym modułem
ustawiającym
! spawanie jednego podzespołu z jednoczesnym
wkładaniem drugiego podzespołu
! spawanie wielowarstwowe w przypadku
podzespołów o grubych ściankach
Spawanie pachwinowe z użyciem robota
Komponenty urządzenia
! stabilna rama nośna do mocowania
komponentów urządzenia
! robot przemysłowy o zasięgu 1450 mm i
udźwigu osprzętu o wadze 6 kg
! obrotowy moduł ustawiający o udźwigu 250
kg dla każdej strony będącej dodatkową osią
robota
! stacja serwisowa do mierzenia i czyszczenia
palnika spawalniczego
! źródło prądu spawalniczego KH 600 newArc,
450 A przy 100% czasie włączenia
Zakres osiągów
! średnica drutu do 1,6 mm
! zastosowanie drutu masywnego lub
proszkowego
! powtarzalność w przypadku ustawiania (±
0,05 mm)
Cel
! realizacja skomplikowanych kształtów
konstrukcyjnych poprzez zastosowanie
technologii zrobotyzowanej
! jednocześnie wstępnie zdefiniowane
pozycjonowanie komponentów w celu
minimalizacji czasów między spawaniem
! zapisywanie zestawów danych z parametrami
w sterowaniu
Robot ze stabilną ramą nośną do mocowania wszystkich komponentów
Korzyści wynikające ze stosowania
technologii
! powtarzalne wyniki spawania dzięki
całkowitej mechanizacji urządzenia
! skrócone czasy między spawaniem dzięki
jednoczesnemu spawaniu i podawaniu
! możliwość poszerzenia o dodatkowe stacje
robocze poprzez dołączenie dodatkowego
obrotowego modułu ustawiającego
- 37 -
Rozwiązania systemowe
Robot spawalniczy
W pełni mechaniczne urządzenie do spawania pod proszkiem
Przykład: urządzenie do spawania zbiorników
Typ SOL
Przykład zastosowania
! Łączenie poprzez spawanie walcowanych
blach stalowych
! Spawy wzdłużne i dookólne (dwa oddzielne
urządzenia)
! spawanie pod proszkiem blach o grubości od
3 mm
! średnica zbiornika maks. 800 mm
! długość zbiornika 1800 – 2300 mm
Cechy
masywna rama nośna maszyny z dwoma
kombinacjami osi liniowych oraz
urządzeniem do obracania zbiornika do
równoległego spawania spawów dookólnych
! masywna rama nośna maszyny ze
sworzniem mocującym, torem prowadzącym
rolkę oraz kombinacją wsporników do
wykonywania spawów wzdłużnych
!
Urządzenie do spawania zbiorników do wykonywania spawów dookólnych i
wzdłużnych
Cel
! bardzo wysoki wzrost efektywności w wyniku
całkowicie zmechanizowanej produkcji
kompletnych zbiorników
! znaczna poprawa jakości dzięki rezygnacji z
wpływu spawania ręcznego
! elastyczne możliwości zastosowania dzięki
temu, że urządzenie nadaje się do produkcji
kotłów o różnych wymiarach
! Komponenty urządzenia
! źródła prądu spawalniczego, typ GTH 522
! głowice spawalnicze do spawania pod
proszkiem, każda z optycznym śledzeniem
spawu
! pulpity obsługowe do sterowania procesem
spawania
! pneumatyczne obiegi proszku
Praca z małą ilością rozprysków dzięki technologii spawania pod proszkiem
Zakres osiągów
! 70 A/18 V do 400 A/34 V przy 100 % czasie
włączenia
! 70 A/18 V do 400 A/34 V przy 100 % czasie
włączenia
! średnica drutu do 3,2 mm
Korzyści wynikające ze stosowania
technologii
! duża oszczędność czasu produkcji oraz
spawanie z małą ilością odkształceń dzięki
wysokiej prędkości spawania przy
zachowaniu dobrej jakości spawania
! wysoka niezawodność procesu dzięki
centralnemu sterowaniu obu jednostek do
spawania dookólnego
! jednoczesne spawanie dna i pokrywy w celu
minimalizacji odkształceń komponentów
! dwie oddzielne jednostki do realizacji
wszystkich zadań spawalniczych w celu
produkcji kompletnych zbiorników
- 38 -
Przykład: urządzenie do spawania zbiorników poprzez nakładanie spawów
Przykład zastosowania
spawanie zbiorników i rur
spawy wzdłużne i dookólne
spawanie pod proszkiem drutem o średnicy
do 5 mm
! Średnica podzespołu 1000 mm – 4000 mm
!
!
!
Cechy
! ruchomy maszt spawalniczy na systemie
szyn
! kozły rolkowe o maksymalnym udźwigu 30
ton
! spawanie wewnętrzne i zewnętrzne
Cel
! zwiększenie produktywności dzięki
skróconym czasom między spawaniem
! centralne sterowanie całym urządzeniem
! wykorzystanie obecnych szyn
! demontaż starej instalacji i jednoczesny
montaż nowych urządzeń w celu
minimalizacji przestojów produkcyjnych
maszt spawalniczy o rozmiarach 5 x 6 m
Komponenty urządzenia
! maszt spawalniczy 5 m x 6 m
! źródło prądu spawalniczego DC do 1000 A typ
GTH 1002
! kompletny obieg proszku z tłoczeniem pod
ciśnieniem, odsysaniem i możliwością
wstępnego podgrzania proszku
! centralny pulpit sterowniczy do ustawiania
parametrów spawania, rejestracji danych i
ustawiania osi za pomocą panelu dotykowego
! wbudowany system śledzenia spawu z
indukcyjnym czujnikiem wysokości i
systemem kamer
! konsola spawalnicza do szybkiego
przełączania ze spawów wzdłużnych na
dookólne bez przebudowy urządzenia
kompletny system z instalacją szynową
Korzyści wynikające ze stosowania
technologii
! tryb szybkiego przemieszczania dla
pionowego kierunku przemieszczania do 4500
mm/min, co wyraźnie zmniejsza czasy między
spawaniem podczas przełączania ze
spawanie wewnątrz na spawanie na zewnątrz
! niezawodność procesu dzięki automatycznem
sterowaniu wysokości i systemowi kamer
! mobilny pulpit obsługowy do ustawiania
głowicy spawalniczej bezpośrednio przy
komponencie
Zakres osiągów
! Spawanie do 1000 A/44 V przy 100 % czasie
włączenia
! średnica drutu do 5 mm
! tryb szybkiego przemieszczania wysięgnika w
pionie do 4,5 m/min
! wzdłużna konstrukcja w pozycji PA i PB
- 39 -
Rozwiązania systemowe
Mobilny maszt spawalniczy
W pełni mechaniczny automat
Przykład: urządzenie do spawania szyn
Do spawania szyn poprzez nakładanie
Przykład zastosowania
! spawanie szyn rowkowych poprzez
nakładanie w celu regeneracji szyn
! spawanie pod proszkiem
! tworzenie warstw na pionowych bokach
rowków
! materiał: stal szynowa
Cechy
! możliwość zastosowania elektrod z drutu
masywnego lub elektrod proszkowych
! możliwość przestawiania na maksymalny
rozstaw kół wynoszący 1500 mm
odpowiednio do danego typu szyn
! obudowa podajnika drutu chroniąca przed
wodą rozpryskową
Mobilność dzięki pełnej automatyce urządzenia
Cel
! znaczące obniżenie czasu pracy poprzez
regenerację szyn rowkowych dzięki
mobilnemu zastosowaniu na miejscu, z
pomocą w pełni mechanicznego urządzenia
! wysoka jakość spawów w wyniku
równomiernego nanoszenia warstw
niezależnie od tego, jak są
Komponenty urządzenia
! źródło prądu spawalniczego typu GTH 802
zmodyfikowane, przystosowane do pracy z
generatorem prądu
! głowica z jednym drutem do spawania pod
proszkiem z elastycznym kablem w osłonie
do spawania drutem o średnicy do 2,5 mm
! pneumatyczny powrót proszku
! pakiet węży łączących o długości 35 m
Spawanie szyn rowkowych poprzez nanoszenie
Zakres osiągów
! 80 A/18 V do 720 A/44 V przy 100 % czasie
włączenia
! prędkość spawania do do 70 cm/min
! średnica drutu do 2,5 mm
! tworzenie warstw w pozycji PC
Korzyści wynikające ze stosowania
technologii
! oszczędność czasu produkcji, działań
pomocniczych i dodatkowych
! zmechanizowane spawanie lewego lub
prawego boku rowka poprzez nanoszenie brak konieczności przestawiania automatu
! stabilna konstrukcja spawalnicza w wersji z
sześcioma kołami
! minimalna utrata proszku oraz długie
spawane odcinki możliwe do wykonania
dzięki pneumatycznemu powrotowi proszkug
! elastyczne i lekkie dzięki gumowym kółkom i
ich przykładaniu za pomocą siłownika
elektrycznego
- 40 -
Przykład: w pełni mechaniczne nakładanie
Przykład zastosowania
! Spawanie płyt poprzez nakładanie
! spawanie drutem proszkowym/spawanie pod
proszkiem
! Maksymalny rozmiar płyt 1500 mm x 3000 mm
Cechy
! do wyboru spawanie drutem proszkowym lub
spawanie pod proszkiem
! portal spawalniczy jako stabilna konstrukcja
stalowa o rozpiętości 3500 mm
! długość szyn 6.000 mm
! dwa ślizgi liniowe na całościowej osi
poprzecznej, droga posuwu 3000 mm
! zakres pracy każdej głowicy spawalniczej
maksymalnie 80 mm
! odsysanie dymu bezpośrednio w miejscu
spawania
! pyłoszczelna konstrukcja całego urządzenia
oraz osi posuwu i szafy sterowniczej
długość szyn 6000 mm
Urządzenie z dwoma ślizgami liniowymi na jednej osi
Cel
! całopowierzchniowe spawanie płyt stalowych
poprzez nakładanie
! spawanie przy pomocy jednego lub dwóch
palników pracujących wahadłowo w tym
samym czasie
! wstępne ustawienie i rejestracja parametrów
spawania, takich jak natężenie prądu,
napięcie prądu spawania, prędkość
podajnika drutu itp.
! Praca automatyczna po wcześniejszym
podaniu rozmiarów płyty
Komponenty urządzenia
! dwa źródła prądu spawalniczego DC do 1000
A/100% czasu włączenia
! dwa palniki spawalnicze chłodzone wodą
! centralny pulpit sterowniczy do ustawiania
parametrów spawania dla dwóch głowic
spawalniczych i ustawiania osi
Korzyści wynikające ze stosowania
technologii
! wybór pomiędzy dwiema metodami spawania
bez przezbrajania urządzenia
! niezawodność procesu dzięki zapisanym
zestawom parametrów i rejestracją danych
spawania
! duże wykorzystanie urządzenia dzięki
trybowi pracy automatycznej
Zakres osiągów
! średnica drutu do 3,2 mm
! prędkość drutu do 1 m/min
! tryb szybkiego przemieszczania portalu do 6
m/min
- 41 -
Rozwiązania systemowe
Urządzenie do spawania poprzez nanoszenie
Wyposażenie
Głowice palników
Tandemowa
głowica spawalnicza
Palnik do spawania
drutem proszkowym,
chłodzony wodą
Palnik do przebijania
Głowica do spawania
rur wewnętrznych
Palnik plazmowy do
spawania
pod proszkiem
poprzez nakładanie
Wyposażenie
Miotła ręczna ze
szczotkami drucianymi
Standardowy
młot do żużlu
Pneumatyczny
młot do żużlu
Dłuto
Kask spawalniczy
Rękawice spawalnicze
Odzież ochronna
- 42 -
Opcje
Wyposażenie
Systemy śledzenia spawów
Czujnik dotykowy
Wizualizacja wskaźnikiem
laserowym
Czujniki indukcyjne
Pomiary laserowe
Fotooptyczny
system kontroli
Systemu tłoczenia proszku
Zbiornik ciśnieniowy
50 i 100 litrów
(ogrzewany)
Pneumatyczny powrót
proszku jako
system wtryskowy
Technologia do cięcia plazmowego
dalsze wyposażenie dostępne na żądanie
Palnik plazmowy KjellCut
do serii CUTi
Przyrząd z cyrklem
Kierunek cięcia skosów
Jednostka do
przemieszczania
urządzenia plazmowego
!
yK
- 43 -
firm
ść 6.
o
4
jak
cz tronie
y
ż
as
po
Wy ęcej n
Wi
erg
b
jell
Części zamienne i podlegające zużyciu
Części zamienne i podlegające zużyciu
Dysza ssąca dla spawu
pachwinowego prawa
i lewa
Dysza ssąca
do spawu czołowego
Dysza stykowa
prądowa do spawania
pod proszkiem, długa
Dysza płaska, prosta
lub zagięta pod kątem
5° stopni
Dysza stykowa prądowa
do spawania
pod proszkiem
Dysze stykowe prądowe
do spawania pod
proszkiem i
osłony proszku
Dalsze dysze prądowe i części podlegające zużyciu
dostępne na żądanie i na życzenie klienta
Miecz do wąskich szczelin,
drut o średnicy do 5 mm
Kompletny pręt z dyszą
do spawania
pod proszkiem, długi
Kompletny pręt z dyszą
do spawania pod proszkiem,
drut o średnicy do 5 mm
Kompletny pręt z dyszą do
spawania wąskich szczelin
pod proszkiem,
drut o średnicy do 3 mm
- 44 -
Części zamienne i podlegające zużyciu
Worki filtrujące Kjellberg
(dostępne różne
średnice podłączania)
Pojemnik na proszek
6 i 10 litrowy
Pulpit sterowniczy
do urządzeń specjalnych
Dotykowy
panel obsługowy
Obrotowe
przyłącze masy
Jednostka chłodząca
KWE 750
Inne
- 45 -
Opcje
Części zamienne i podlegające zużyciu
Usługa wynajmu
Wynajem jako alternatywa
Dzięki naszej usłudze wynajmu przerwy w
trakcie konserwacji i okresy szczytowej
produkcji nie są już problemem. Oferujemy
oczywiście zarówno doradztwo i dostawę, jak
też szczegółowe poinstruowanie i odbiór po
wykonanej pracy. Obszary zastosowania i
możliwości kombinacji naszej oferty są tak
różnorodne, jak Państwa oczekiwania
względem firmy Kjellberg. Dlatego zachęcamy
do poznania przez telefon i online przez nasz
formularz kontaktowy dokładnych cen wynajmu.
Warunki wynajmu:
! Okres wynajmu musi wynosić minimum jeden
tydzień kalendarzowy
! Dostawa, odbiór i poinstruowanie jako opcja
! Doradztwo i oferty są bezpłatne i niewiążące
Osoba kontaktowa: Manuel Kornek
Telefon: +49 3531 500319
Przykładowy zestaw do wynajęcia
KA 1-UP (5 mm)
GTH 1002
z kablem do obrabianego
przedmiotu 10 m, 20 m
pakietem węży łączących i
powrotem proszku
z 5 m kablem
sieciowym i
wtyczką 125
A CEE
Moduł dodatkowy,
Zestaw części
podlegających zużyciu
oraz moduł dodatkowy,
taki jak maszt krzyżowy
taki jak np. blok z rolkami
- 46 -
Do efektywności potrzebne są kompetencje
uzyskanie w wyniku ćwiczeń.
(Peter F. Drucker, amerykański nauczyciel metod zarządzania,
publicysta i doradca austriackiego pochodzenia, 1909 – 2005)
Od roku 1922 znajdujemy pasujące rozwiązania
poprzez produkcję elektrod spawalniczych,
urządzeń spawalniczych i urządzeń do cięcia plazmowego.
Mamy długą tradycję.
Doradztwo z know-how
Chcą się Państwo dowiedzieć więcej? Z
przyjemnością służymy radą, również u
Państwa na miejscu, a także oferujemy dalsze
materiały informacyjne, które są całkowicie
niewiążące.
Prosimy o kontakt z naszymi wykwalifikowanymi
fachowcami pod numerem telefonu +49
3531/500-319 lub pocztą elektroniczną:
[email protected].
Wiele z naszych ofert obejmuje produkcję na
wymiar i są one dopasowane specjalnie do
potrzeb i wymagań naszych klientów.
Realizujemy także nietypowe zapytania!
Zachęcamy do spróbowania: Firma Kjellberg
niezawodnie i dokładnie skonstruuje
rozwiązanie dopasowane do Państwa potrzeb.
70 centymetrów w poszukiwaniu
śladu podproszkiem…
Proszę dać
się zaskoczyć!
Nasze wyroby wyróżnia wysoka jakość i niezawodność.
Zastrzegamy sobie prawo do dokonania zmian w produkcji
seryjnej, spowodowanych względami technicznymi. Dlatego
ten prospekt nie stanowi podstawy do wnoszenia
jakichkolwiek roszczeń.
DE-03238 Finsterwalde
Tel.: +49 3531 500-319
Leipziger Straße 66-68
Fax: +49 3531 500-357
DE-58453 Witten
Tel.: +49 2302 2025-940
Stockumer Straße 28
Fax: +49 2302 2025-945
E-Mail: [email protected]
Internet: www.kjellberg.de
oraz
są zarejestrowanymi w Niemczech
i/lub w innych krajach markami fundacji Kjellberg, lub spółki z
nią powiązanej.
Prawa autorskie
2012
Kjellberg Finsterwalde Schweißtechnik und
Verschleißschutzsysteme GmbH
Wszelkie prawa zastrzeżone.
PL_12-03-04
Kjellberg Finsterwalde Schweißtechnik und
Verschleißschutzsysteme GmbH