Budowa i klasyfikacja materiałów samoprzylepnych
ETYKIETY I KLEJE
Do ćwiczeń obowiązuje dodatkowo część teoretyczna ze skryptu: Korzeniowski A.,
Towaroznawstwo Artykułów Przemysłowych, MD, część III, Poznań 2006, rozdział 12
Badanie klejów, str. 241.
Materiały samoprzylepne są produktami wielowarstwowymi. Najczęściej składają się
one z dwóch części: wierzchniej, stanowiącej samoprzylepny materiał użytkowy oraz
spodniej, ochronnej dla kleju samoprzylepnego. Powszechny jest także pogląd, że materiały
samoprzylepne składają się z trzech komponentów, które stanowią:
materiał powierzchniowy,
klej samoprzylepny,
papier podkładowy.
Jak widać, poglądy są trochę rozbieżne. Niemniej w najprostszej wersji materiał
samoprzylepny składa się z:
materiału wierzchniego,
kleju samoprzylepnego,
materiału spodniego.
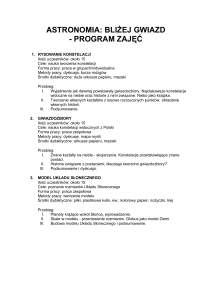
Schematyczną budowę materiału samoprzylepnego przedstawiono na rys. 1. Jest to
najprostszy i najczęściej produkowany rodzaj materiałów samoprzylepnych, w związku z tym
produkowane są materiały kilkuwarstwowe mające inną niż przedstawiona na rys. 1. budowę.
Materiały samoprzylepne w zależności od rodzaju powierzchni najczęściej dzielone są na:
papiery niepowlekane,
papiery powlekane,
laminaty termiczne,
laminaty syntetyczne,
asortyment specjalny
Rysunek 1 Schematyczna budowa materiału samoprzylepnego:
1
materiał wierzchni,
2
klej samoprzylepny,
3
materiał spodni (powleczony warstwą silikonu)
Materiały wierzchnie - podłoża drukowe stosowane w materiałach samoprzylepnych
Jako materiały wierzchnie w materiałach samoprzylepnych występują:
papiery niepowlekane,
papiery powlekane,
1
-
materiały termiczne,
folia aluminiowa, jej laminaty i papiery metalizowane próżniowo,
folie syntetyczne,
materiały specjalne.
Klejenie
Początkowo stosowano kleje pochodzenia naturalnego uzyskiwane z mleka i wapna
gaszonego oraz innych substancji. Pomimo rozwoju opracowania klejów syntetycznych w
dalszym ciągu stosowane są kleje pochodzenia naturalnego.
Podstawowymi składnikami klejów są polimery, które w mieszaninie z
rozpuszczalnikami, rozcieńczalnikami, napełniaczami i innymi składnikami dodatkowymi
stanowią klej. Za pomocą klejów połączyć można praktycznie wszystkie materiały
(tworzywa, metale, szkło, drewno, kamień, gumę i inne) między sobą i praktycznie w
dowolnych kombinacjach – układach.
Przyczepność kleju do powierzchni klejonej – adhezja
Podstawowymi składnikami klejów są żywice naturalne lub syntetyczne. Żywice
naturalne są pochodzenia roślinnego lub zwierzęcego. Syntetyczne natomiast otrzymujemy
przy pomocy tzw. polireakcji. W skład klejów wchodzą żywice oparte na polimerach
termoplastycznych, termoutwardzalnych i elastomerach.
Adhezja jest to oddziaływanie na granicy dwóch faz: stałej i ciekłej. Siły
występujące podczas tego oddziaływania warunkują przyczepność pomiędzy substancjami.
Oddziaływania te mogą mieć charakter mechaniczny zakotwiczenia się kleju do nierówności
powierzchni łączonej (adhezja mechaniczna) lub też być sumą oddziaływań
międzyatomowych i cząsteczkowych (adhezja właściwa).
Na oddziaływania te składają się: siły oddziaływań cząsteczkowych i atomowych wywołane przez siły międzycząsteczkowe i siły wiązań chemicznych. W przypadku
polimerów liniowych (kleje na bazie termoplastów) są to przede wszystkim siły van der
Waalsa. Siły te mają zasięg oddziaływania w zakresie długości wiązań atomowych i maleją
proporcjonalnie do odległości. Podczas klejenia warunek ten może być spełniony, gdyż kleje
występują w postaci ciekłej. Nawet kleje o dużej lepkości czy też w stanie stałym (kleje
topliwe) w procesie klejenia (utwardzania kleju) przechodzą przez fazę ciekłą związane jest to
bądź z podwyższoną temperaturą utwardzania, bądź w wyniku reakcji chemicznych
zachodzących podczas utwardzania kleju, które są najczęściej egzotermiczne.
Podczas klejenia tworzyw bardzo istotna jest polarność tworzywa. Polarność
tworzywa, jak i kleju, wynika z niesymetrycznego rozłożenia ładunku w cząsteczce. Takie
rozłożenie ładunków prowadzi do pojawienia się momentu dipolowego. Siła wynikająca z
oddziaływań dipolowych maleje wraz ze wzrostem temperatury, gdyż wówczas wzmaga się
ruch cząsteczek, w tym i dipoli, zmienia się ich orientacja w tworzywie.
Klejom właściwości kleiste nadaje się podczas produkcji. Natomiast materiałom
klejonym, jak tworzywo sztuczne, metale, ceramika, szkło i inne, nadaje się optymalne
właściwości powierzchni do klejenia w procesie przygotowania powierzchni.
2
Cechą charakterystyczną klejów jest kohezja. Kohezja, czyli spójność spoiny
klejowej określa jej wytrzymałość mechaniczną będącą odzwierciedleniem sił i oddziaływań
międzycząsteczkowych wewnątrz kleju.
Zniszczenie złącza klejonego może nastąpić w jednym z trzech następujących
przypadków:
• na granicy materiał łączony - klej, zniszczenia takie ma charakter adhezyjny,
• w warstwie kleju, wówczas zniszczenie ma charakter kohezyjny,
• w materiale łączonym.
Pierwszy rodzaj zniszczenia (adhezyjny) ma miejsce wtedy, gdy siły wpływające na
przyczepność kleju do materiału łączonego są mniejsze od sił kohezji kleju i materiału
łączonego.
Drugi przypadek (zniszczenie kohezyjne) ma miejsce wówczas, gdy siły kohezji są
mniejsze od sił adhezji i wytrzymałości materiału łączonego.
Trzeci przypadek jest tym, do którego się zmierza prowadząc proces klejenia, czyli
do zniszczenia połączenia występującego w materiale łączonym. W tym przypadku siły
przyczepności i kohezji są większe od sił spójności materiału klejonego.
Z tego powodu substancje chemiczne, z których otrzymuje się kleje, muszą
charakteryzować się dużymi siłami spójności w stanie utwardzonym. W celu polepszenia
jakości klejów dodaje się do nich napełniacze, modyfikatory i inne składniki.
Klej oprócz spójności (kohezji) musi w sposób maksymalnie dobry współdziałać z
powierzchnią łączoną, tj. wykazywać dobrą przyczepność – adhezję. Aby to zrealizować,
należy odpowiednio przygotować powierzchnię do klejenia.
Przygotowanie powierzchni do klejenia
Operacja technologiczna przygotowania powierzchni ma na celu przeprowadzenie
takich działań, w wyniku których otrzyma się powierzchnię o największej aktywności.
Sposób przygotowania powierzchni dostosowuje się do konkretnego kleju, czyli układu:
przygotowana powierzchnia – klej, a w wyniku współdziałania uzyskuje się maksymalną
adhezję.
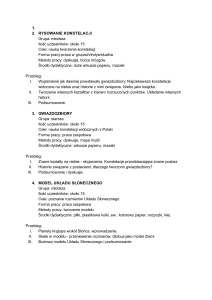
Najprostszym sposobem oceny metody przygotowania powierzchni do klejenia jest
zwilżalność mierzona kątem zwilżania (Rys. 2). Próbę można wykonać, używając do oceny
zwilżalności wody. Jeśli woda dobrze zwilża powierzchnię, to tym bardziej klej będzie ją
zwilżał.
Rysunek 2 Zwilżanie powierzchni stałej przez ciecz:
σsg – napięcie powierzchniowe podłoże – gaz;
σsl - napięcie powierzchniowe podłoże – ciecz;
σlg - napięcie powierzchniowe ciecz – gaz.
3
Przygotowanie do klejenia powierzchni tworzyw sztucznych prowadzić można
następującymi sposobami: mechanicznym, chemicznym lub obróbką za pomocą metod
fizykochemicznych: płomieniową plazmową.
Każdy przypadek klejenia rozpatruje się indywidualnie, dobierając sposób
przygotowania powierzchni i klej, który musi spełnić wymagania eksploatacyjne połączenia
będące efektem optymalnego doboru kleju i sposobu przygotowania powierzchni.
Pierwszą operacją w procesie przygotowania powierzchni jest odtłuszczanie. W
procesach klejenia różnych materiałów jest to warunek konieczny, gdyż obrabiane
powierzchnie nie mogą być zatłuszczone.
Odtłuszczanie ma na celu usunięcie z powierzchni zanieczyszczeń, do których
należą: zabrudzenia olejem, smarem, wilgoć i inne niepożądane substancje przeszkadzające w
dalszych procesach uaktywniania powierzchni. Odtłuszczanie przeprowadzać można ręcznie
w przypadku produkcji jednostkowej lub w przypadku skomplikowanego kształtu elementu
odtłuszczanego. Ten rodzaj odtłuszczania jest niedoskonały oraz praco- i czasochłonny.
Odtłuszczanie najczęściej odbywa się albo w kąpielach rozpuszczalników, albo ich parach.
Do odtłuszczania i mycia można stosować rozpuszczalniki: aceton, benzynę,
czterochlorek węgla lub wodne roztwory substancji powierzchniowo czynnych, np,
alkiloarylosulfoniany, roztwory fosforanów i inne. Gdy do odtłuszczania używa się wody ze
środkami myjącymi, należy sprawdzić, czy tworzywo chłonie wodę – czy jest hydrofilowe.
Jeżeli tak, to następną czynnością musi być usunięcie wody np. przez wysuszenie.
Do mechanicznych metod przygotowania należy szorstkowanie powierzchni. Metodę
tę stosuje się do tworzyw twardych, takich jak PVC, poliamidy, tworzywa termoutwardzalne.
Powierzchnię tworzyw miękkich najczęściej poddaje się działaniu rozpuszczalnika,
w wyniku czego powierzchnia pęcznieje. Działania te prowadzą do powiększenia czynnej
powierzchni klejenia. Powierzchnia ta jest większa od powierzchni geometrycznej połączenia.
W warstwie spęcznionej makrocząsteczki tworzywa stają się bardziej ruchliwe i mogą łatwiej
się łączyć z klejem. Przykładem może być klejenie twardego polichlorku winylu.
Tworzyw niepolarnych, bardzo trudno rozpuszczających się w rozpuszczalnikach,
nie obrabia się w ten sposób. Np. polietylen można poddać działaniu kwasu chromowego,
policzterofluoroetylen (teflon) poddaje się działaniu sodu rozpuszczonego w naftalenie i
czterowodorofuranie, polipropylen poddaje się działaniu wyładowań elektrycznych, np. przed
malowaniem, gdzie powierzchnia musi mieć podobną aktywność jak przed klejeniem.
W niektórych przypadkach stosuje się kąpiel sporządzoną ze stężonego kwasu
siarkowego, dwuchromianu potasu i wody. Stosuje się ją do trawienia powierzchni tworzyw,
które klejone są klejami reaktywnymi.
Tworzywa niepolarne, szczególnie polietylen i polipropylen, zamiast kleić, należy
spawać i zgrzewać. Efekty klejenia są stosunkowo mizerne, przy bardzo dużym nakładzie
pracy związanym przede wszystkim z przygotowaniem powierzchni do klejenia.
Połączenia spawane i zgrzewane PE i PP mają doskonałe własności mechaniczne.
Tworzywa polarne można łatwo kleić, a proces przygotowania powierzchni jest
najczęściej prosty i tani. W tworzywach polarnych występują dipole, wraz z dipolami
pojawiają się oddziaływania elektrostatyczne, jak siły przyciągania dipolowego, na które
wpływają momenty dipolowe. Dipole jednej cząsteczki oddziałując na cząsteczki drugiej
4
substancji zdolne są zainicjować zjawisko polaryzacji, mogą tworzyć się dipole indukowane.
Oddziaływania te będą skuteczne w układzie: klej – materiał klejony, kiedy klej występuje w
stanie ciekłym, wówczas zbliżenie kleju, do materiału klejonego jest najlepsze. Oprócz,
opisanych zjawisk absorpcji fizycznej w procesie zwilżania kleju występują oddziaływania
chemiczne, a właściwie siły wiązań chemicznych. W niektórych ocenach to one decydują o
przyczepności kleju do materiału klejonego. Całość oddziaływań chemicznych nazywa się
chemisorpcją.
Zarówno absorpcja fizyczna, jak i chemisorpcją występują wspólnie. Intensywność
tych zjawisk ma szczególne miejsce np. na powierzchniach przygotowywanych sposobami
mechanicznymi, gdzie na skutek obróbki w warstwie obrabianej powierzchni, zarówno
metali, jak i tworzyw sztucznych, tworzy się cała gama defektów strukturalnych, takich jak
różnego rodzaju dyslokacje (krawędziowe, śrubowe, punktowe), stanowiących centra
aktywne dla kleju.
W literaturze związanej z adhezją zjawiska te są szczegółowo omówione i w
dalszym ciągu stanowią interesującą dziedzinę badań. Dla osób zajmujących się procesem
klejenia bardzo ważne są czystość powierzchni, jej aktywność, powodujące że nanoszony na
nią klej, który ma podobne właściwości, bardzo dobrze się z nią zwiąże.
Powierzchnię tworzyw sztucznych bardzo często przygotowuje się metodą
płomieniową i plazmową.
Metoda płomieniowa stosowana jest do modyfikacji (uaktywnienia) powierzchni
tworzyw. Polega na działaniu płomienia spalanych węglowodorów na powierzchnię
tworzywa. Jest to bardzo silny proces utleniający, powodujący destrukcję długich łańcuchów
węglowych polimerów, przy czym tworzą się mniejsze cząsteczki oraz powstaje szereg grup
funkcyjnych zawierających tlen, jak np. grupa hydroksylowa – OH, karboksylową – COOH,
ketonowa – C = 0 i inne. Metodą tą dobrze uaktywnia się nawet silnie niepolarne tworzywa,
jak PE i PP.
Metoda plazmowa polega na działaniu plazmą, czyli zjonizowanym gazem (rozpad
atomów na dodatnio zjonizowane cząsteczki i swobodne elektrony, tworzące kwazineutralną
mieszaninę).
Podczas działania plazmy na powierzchnię tworzywa zachodzą procesy trawienia,
czyszczenia, a zwłaszcza tworzenie się nowych grup funkcyjnych. Jakie grupy funkcyjne się
tworzą, zależne jest od składu gazów, z których plazma się tworzy.
Plazma tlenowa generuje grupy zawierające atom tlenu, plazma azotowa wytwarza
grupy zawierające azot, jak aminowe – NH i – NH2, – CN. Plazma halogenowa wytwarza na
powierzchni grapy zawierające atomy chloru, fluoru, np. –C – Cl, – C – F.
Podczas obróbki plazmowej ważny jest czas działania plazmy i jej moc. Obydwa te
parametry ustala się doświadczalnie dla każdego układu: tworzywo – klej. Ma to miejsce
podczas opracowania technologii klejenia.
Podsumowując - metodami przygotowania powierzchni tworzyw do klejenia są:
działanie rozpuszczalnikami, trawienie, obróbka płomieniowa i plazmowa oraz obróbka
mechaniczna.
5
Surowce do produkcji klejów
Jako surowce do produkcji klejów znaczenie techniczne mają następujące substancje
chemiczne:
• żywice: epoksydowe, fenolowe, rezorcynowe, mocznikowe, melaminowe,
• nienasycone żywice poliestrowe,
• silikony, poliuretany, polioctan winylu, chlorowany polichlorek winylu, kopolimery
chlorku i octanu winylu, poliakrylany, polimetakrylany, estry celulozy, polialkohol
winylowy, poliacetale winylowe, polistyren, poliizobutylen, polibutadien, kopolimery
butadienu i akrylonitrylu, polichloropren, polisiarczki.
Wymienione substancje rzadko występują w kleju same, najczęściej w mieszaninie z
różnymi dodatkami. Całość takiej mieszaniny stanowi o właściwościach kleju.
Każdy klej ma specjalne, charakterystyczne dla niego właściwości i przeznaczenie.
Nie ma klejów uniwersalnych, które kleją wszystkie materiały z takim samym dobrym
skutkiem.
Kleje występują w różnych postaciach: jako roztwory wodne, dyspersyjne, roztwory
w rozpuszczalnikach organicznych w postaci cieczy o małej i dużej lepkości – są to kleje
rozpuszczalnikowe. Kleje, których utwardzanie związane jest z reakcją chemiczną nazywa się
klejami reaktywnymi. Kleje mogą występować w postaci ciała stałego (kleje topliwe), folii
lub mogą być naniesione na nośniki. Kleje te w procesie klejenia przechodzą przez fazę ciekłą
(ulegają stopieniu). W fazie tej następuje zwilżenie powierzchni klejonej, czyli przechodzą
przez fazę taką, w jakiej występują kleje ciekłe i w tym momencie pojawiają się
oddziaływania pomiędzy klejem a przygotowaną powierzchnią klejoną.
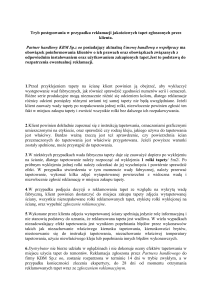
Na Rys. 3 przedstawiono zmianę lepkości kleju podczas jego utwardzania.
Rysunek 3 Przebieg zmian lepkości podczas utwardzania klejów:
1 – kleje stałe, 2 – kleje ciekłe.
Podział klejów
Kleje można podzielić na naturalne i syntetyczne. Kleje naturalne można podzielić
na pochodzenia roślinnego i zwierzęcego.
Kleje syntetyczne można podzielić według różnych kryteriów, np.:
6
• według postaci – na ciekłe i stałe.
• według budowy chemicznej – fenolowe, mocznikowe, epoksydowe,
nitrocelulozowe, kauczukowe,
• według mechanizmu wiązania - w procesie fizycznym (odparowanie
rozpuszczalnika), w wyniku reakcji chemicznej, zestalające się po obniżeniu
temperatury,
• według zastosowania - do klejenia tworzyw sztucznych, drewna, metali itp.
• według sposobu stosowania – kleje przylepcowe, kontaktowe, reaktywne i
rozpuszczalnikowe.
Podstawowym warunkiem stawianym klejom jest, aby posiadały one dobrą adhezję
do powierzchni klejonej. Przejawia się to małym kątem zwilżania (Rys. 1).
Na rynku krajowym występują a przynajmniej do niedawna występowały,
następujące kleje epoksydowe utwardzane na gorąco:
1. Epidian 100, występujący jako ciało stałe,
2. Epidian 101
a. A – ciecz, roztwór epidianu 1 w acetonie,
b. B – ciecz, roztwór cyjanodwuamidu w acetonie,
3. ME – 1, występujący jako ciecz, mieszanina epidianu 1 z poliwinylobutyralem i
dwucyjanodwuamidem
4. ME – 1, występujący w postaci stałej – błony, klej naniesiony na siatkę stylonową,
utwardzane na gorąco i na zimno:
5. Epidian 5 – małocząsteczkowa żywica epoksydowa bez dodatku rozpuszczalników i
rozcieńczalników
6. Epidian 51 – jest to mieszanina epidianu 5 z modyfikatorem ftalan dwubutylu,
7. Epidian 53 – jest to mieszanina epidianu 5 z modyfikatorem styrenem,
8. Epidian 55 – jest to mieszanina epidianu 5 z aktywnym rozpuszczalnikiem
organicznym – fosforynem trójfenylowym. Jako jedyny epidian mogący się utwardzać
w temperaturze 0 oC,
9. Epidian 57 - jest to mieszanina epidianu 5 z modyfikowaną żywicą poliestrową
10. Epidian 58 – jest to mieszanina epidianu 5 z aktywnym rozcieńczalnikiem EBG,
11. Epidian 410 – jest to mieszanina epidianu 5 z pyłem aluminiowym.
Wymienione epidiany od 5 do 410, aby mogły być zastosowane jako kleje,
wymagają użycia utwardzacza. Utwardzaczy do ich utwardzenia jest kilka. Zastosowanie ich
do utwardzania kleju daje spoiny (warstwę utwardzonego kleju) o różnych własnościach, np.
kruche, elastyczne, odporne w różnym stopniu na różne środowiska.
Do utwardzaczy tych należą:
• Z-l – trójetylenoczteroamina (TECZA), M – m – fenylenodwuamina, PAC –
pofiaminoamid, saduramit 25 i 40 (oznaczany również PA-25 i PA-40) są produktami
poliaminoamidów z dimeryzowanymi kwasami tłuszczowymi, AR-1-10S i AR-1100S, Akfanil.
7
Kleje na bazie kwasu poliakrylowego i jego pochodnych:
• bezrozpuszczalnikowy klej cyjanoakrylowy—Cyjanopan B-4,
• kleje emulsyjne wytwarzane na bazie kopolimeru akrylowego.
Kleje na bazie poliacetali winylu:
• BWF-21 oraz BWF-41 - alkoholowy roztwór pofiwinylobuty-ralu modyfikowanego
żywicą fenolowo-formaldehydową.
Kleje fenolowe:
• klej Nr-1 (do klejenia okładzin hamulcowych) - roztwór żywicy fenoloformaldehydowej z poliwinyloformalem, spirytusem posiarczynowym i
dwuchloroetanem,
• klej bakelitowy – roztwór żywicy fenolo – formaldehydowej typu rezolowego.
Kleje na bazie polichlorku winylu:
• PCW/AT oraz PCW/CA - roztwory PVC w rozpuszczal¬nikach: octanie etylu i
butylu, dwuchloroetanie, chlorku metylenu i acetonie,
• Klej agresywny do rur – roztwór.
Kleje na bazie kwasów akrylowego i metakrylowego oraz ich pochodnych:
• cyjanopan B-4 - 2-cyjanoakrylan,
• Osolan Kl-B (Metapleks BK-540) - roztwór.
Kleje anaerobowe – na bazie dwumetakrylanu, utwardzają się bez dostępu tlenu:
• Loctite - klej irlandzki.
• Kolfix: S, W/55; W/904; W/908; W/910 i P/55 - produkt krajowy na bazie
dwumetakrylanu.
Kleje często stosuje się z aktywatorami, preimerami (podkładami), które mają na celu
zwiększenie przyczepności, poprawienie adhezji kleju do łączonego materiału.
8
Proces klejenia
1. Przygotowanie kleju
Po dokonaniu wyboru kleju następuje operacja jego przygotowania. W przypadku klejów
jednoskładnikowych nie ma żadnych czynności dodatkowych za wyjątkiem wymieszania, gdy
klej jest z napełniaczem. Czynność przygotowania kleju występuje w przypadku klejów
wieloskładnikowych: dwu-, trój- i wieloskładnikowych.
Najważniejsze jest przestrzeganie zaleceń producenta kleju, przede wszystkim o ilościowym
stosunku mieszania poszczególnych składników. Pod żadnym pozorem nie wolno tego
zmieniać, gdyż najczęściej wynika to ze stechiometrii reakcji, która zachodzi po zmieszaniu
np. żywicy z utwardzaczem. Nadmiar jednego z nich pozostawia go nie przereagowanym w
utwardzonym kleju.
Ważną informacją dla użytkownika kleju jest żywotność masy klejowej, czyli czas od chwili
zmieszania żywicy z utwardzaczem do chwili osiągnięcia takiej lepkości przez klej, która
uniemożliwia naniesienie na powierzchnię.
Należy pamiętać o tym, że reakcja zachodząca pomiędzy żywicą a utwardzaczem jest
najczęściej egzotermiczna i przy dużej ilości zmieszanych składników klej może się nagrzać
do tego stopnia, że ulegnie zestaleniu przed jego wykorzystaniem. W krańcowym przypadku
może dojść do zapalenia się kleju.
Przygotowanie (mieszanie) można przeprowadzić ręcznie lub w mieszalnikach
mechanicznych. Wiąże się to z ręcznym lub zmechanizowanym nanoszeniem kleju.
9
2. Nanoszenie kleju
Na przygotowaną powierzchnię klejoną nanosi się klej. Klej nanosić można ręcznie za
pomocą prostych narzędzi (np. pędzla) lub urządzeń do nanoszenia kleju. Ważne jest, aby
warstwa kleju była możliwie cienka i równomierna na całej powierzchni klejonej. Najczęściej
kleje nanosi się na obydwie powierzchnie łączone. Producent precyzuje to w instrukcji. Dla
klejów rozpuszczalnikowych bardzo ważne jest przestrzeganie tzw. czasu otwartego (czas
schnięcia otwartego) - jest to czas niezbędny do odparowania rozpuszczalnika z kleju, kiedy
powłoka klejowa osiąga optymalną przyczepność (dotykający palec nie może się kleić).
Po tej czynności następuje złączenie powierzchni z naniesionym klejem i utwardzenie.
3. Utwardzenie kleju
Utwardzenie kleju można przeprowadzać na „zimno" w temperaturze pokojowej oraz na
gorąco w temperaturze podwyższonej. Istnieje prosta zależność temperatury od czasu
utwardzania: wyższa temperatura - krótszy czas utwardzania oraz lepsze właściwości
połączenia. Szybkość utwardzania związana jest z reakcją, która zachodzi w kleju. Wyższa
temperatura to szybszy przebieg reakcji utwardzania.
Parametrami utwardzania kleju są: temperatura, czas i docisk. Utwardzanie przeprowadza się
w suszarce, piecu lub autoklawie, w którym równocześnie wywierany jest docisk.
Docisk w procesie klejenia można zrealizować w różny sposób. Rys. 4 przedstawia niektóre
rozwiązania sposobu wywierania docisku. Są kleje, które wymagają docisku jedynie
kontaktowego 0,1 kg/cm, inne np. fenolo – formaldehydowe ok. 20 kg/cm2.
Wszystkich parametrów należy bezwzględnie przestrzegać i zachowywać je w wielkościach
podanych przez producenta kleju. Od zachowania tych parametrów zależy w dużej mierze
wytrzymałość połączenia klejonego.
Rysunek 4 Sposoby wywierania docisku w procesie klejenia.
10
Tabela 1 Krajowe kleje do klejenia metali i tworzyw sztucznych - parametry utwardzania
4. Kondycjonowanie
Po procesie utwardzania kleju następuje czynność kondycjonowania. Po zakończonym
procesie utwardzania połączenia klejone pozostawia się na pewien czas w warunkach
otoczenia w celu wyrównania w spoinie naprężeń wewnętrznych i między innymi osiągnięcia
normalnej wilgotności sklejanego materiału. W czasie kondycjonowania spoina osiąga pełną
wytrzymałość. Czas kondycjonowania jest zazwyczaj podawany przez producenta kleju.
5. Obróbka wykańczająca klejonych elementów
Przedmioty sklejone można poddać obróbce dopiero po zakończeniu kondycjonowania.
Wykańczanie polega na nadaniu złączu odpowiedniej estetyki. Najczęściej polega to na
oszlifowaniu wycieków nadmiaru kleju, wypolerowaniu.
11
Zasady doboru kleju
Kleje są opracowywane pod kątem klejenia określonych materiałów i tylko te
materiały można nimi skutecznie łączyć. Pierwszym warunkiem właściwego doboru kleju jest
znajomość budowy materiału, który ma być łączony.
Doboru kleju do łączenia danego materiału można dokonać biorąc pod uwagę
następujące czynniki:
• właściwości użytkowe kleju,
• właściwości otrzymanego połączenia,
• koszt procesu klejenia, a zwłaszcza kleju.
Pierwszy z tych czynników dotyczy przydatności kleju do danego procesu
technologicznego i obejmuje takie elementy, jak sposób przygotowania masy klejowej i jej
żywotność, sposób nanoszenia kleju, warunki utwardzania i wymagania związane z
bezpieczeństwem pracy i ochrony środowiska.
Drugi czynnik związany jest z własnościami eksploatacyjnymi wykonanego
połączenia. Przede wszystkim wytrzymałością, ale również odpornością spoiny klejowej na
różne oddziaływania, np. temperaturę, wilgotność, środowisko chemiczne, w którym
połączenie pracuje, zmienne naprężenia, o ile występują itp.
Trzeci czynnik to cena kleju, często ona decyduje o użyciu danego kleju.
W przypadku konieczności wytypowania kleju do nowego połączenia należy wziąć
pod uwagę następujące ogólne wskazania:
• klej musi wykazywać przyczepność do danego materiału, czyli dobrze zwilżać jego
powierzchnię,
• spoina klejowa powinna mieć właściwości zbliżone do właściwości klejonego
materiału. Pożądane jest, gdy klej w złączu jest bardziej elastyczny od materiału
klejonego, co zapewnia większą wytrzymałość połączenia,
• podczas klejenia tworzyw sztucznych najlepsze połączenia uzyskuje się, gdy klej jest
wykonany na bazie tego samego polimeru, co materiał łączony,
• w przypadku użycia kleju termoutwardzalnego temperatura jego utwardzania musi być
znacznie niższa niż temperatura mięknienia tworzywa klejonego. W przeciwnym razie
mogą wystąpić odkształcenia, a nawet uszkodzenia materiału łączonego,
• wytypowany klej nie powinien wykazywać zbyt dużego skurczu podczas utwardzania,
gdyż pociągałoby to za sobą występowanie naprężeń w złączu,
• klejąc materiały porowate należy unikać klejów rozpuszczalnikowych; gdyby zaszła
konieczność ich zastosowania, należy zwrócić uwagę na odparowanie rozpuszczalnika
przed złączeniem elementów klejonych. Ważne jest, by nie dopuścić do rozpuszczenia
tworzywa klejonego, co można zaobserwować, jako zapadnięcie struktury
komórkowej.
Uwzględniając powyższe uwagi można tak dobrać klej do łączenia danego
tworzywa, że otrzymane połączenie będzie spełniało wymagania tak wytrzymałościowe, jak i
odporności na warunki eksploatacyjne.
Przy doborze kleju do łączenia danego tworzywa można posługiwać się
informacjami zawartymi w literaturze fachowej, jednak szczegóły technologii klejenia należy
ustalić doświadczalnie.
12
Kontrola połączeń klejonych
Połączenia klejone można badać metodami nieniszczącymi i niszczącymi. Do
nieniszczących metod badania należą: ocena wzrokowa, wysokonapięciowa, ultradźwiękowa,
rentgenowska, podciśnieniowa, określenie wodo- i gazoszczelności. Powyższe metody można
zastosować na gotowych wyrobach.
Równolegle z wykonywanym wyrobem należy wykonać próbki, które poddaje się
ocenie zgodnie z istniejącymi normami.
Są trzy podstawowe normy określające jakość klejów i połączeń klejonych:
• określenie wytrzymałości na ścinanie przez rozciąganie wgPN-69/C-89300
• określenie wytrzymałości klejów na oddzieranie wg PN-69/C-89302,
• określenie wytrzymałości na odrywanie wg PN-65/C-89301.
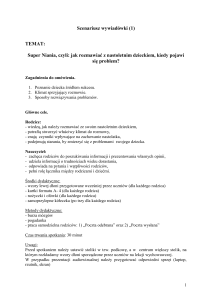
Na Rys. 5 przedstawiono próbki do badań połączeń klejonych wg wyżej podanych
Polskich Norm.
Rysunek 5 Próbki do badań połączeń klejowych:
a) na ścinanie
b)na oddzieranie
c) na odrywanie
Przykłady rozwiązań konstrukcyjnych połączeń klejonych
Połączenia klejone powinny być tak projektowane, by naprężenia w nich
występujące miały charakter przede wszystkim ścinający lub odrywający. Połączenia
wrażliwe są na działanie naprężeń złożonych, np. odrywająco – oddzierających.
Najkorzystniejszym przykładem jest połączenie rura z rurą, gdzie przy rozciąganiu,
ściskaniu i skręcaniu zawsze występują naprężenia ścinające.
Ważna jest wielkość powierzchni łączonych, która powinna być możliwie duża.
Dobrze jest to realizowane w połączeniach zakładkowych, w których wytrzymałość
13
połączenia związana jest z długością zakładki. Zależność ta jest zależnością liniową tylko do
pewnej wartości jej długości. Długość zakładki określa wzór:
L = mσ 0, 2
gdzie:
m – współczynnik zależny od rodzaju połączenia i sił obciążających,
σ0,2 – umowna granica plastyczności.
Graficznie zależność długości zakładki od wytrzymałości przedstawiono na rys. 6.
Rysunek 6 Wykres zależności wytrzymałości połączenia klejonego zakładkowego od
długości zakładki.
Przykłady rozwiązań konstrukcyjnych połączeń klejonych przedstawia Rys. 7.
Rysunek 7 Przykłady połączeń klejonych, których spoiny pracują na ścinanie
Rysunek 8 Połączenia klejone zakładkowe
14
Rysunek 9 Połączenia klejone rurowe
Rysunek 10 Połączenia okrągłych prętów
Kleje samoprzylepne
Klejem samoprzylepnym powleczona jest spodnia strona wierzchniej warstwy
materiału samoprzylepnego. Kleje samoprzylepne w określonym przedziale temperatur mają
trwałe właściwości przylepne, które powodują natychmiastowe przywieranie z odpowiednią
siłą do różnych powierzchni. Im większa jest ta siła, tym większa przyczepność.
Kleje samoprzylepne wykazują pewną przylepność w stanie ciekłym przy nakładaniu
na podłoże. W stanie stałym błona klejowa powstała po wysuszeniu lub ochłodzeniu ma
jednak przylepność znacznie większą. Jest to charakterystyczna cecha klejów
samoprzylepnych.
Dawniej kleje samoprzylepne nakładano w postaci roztworów, do sporządzania
których używano palnych, toksycznych rozpuszczalników organicznych. Bardzo często przy
wytwarzaniu materiałów samoprzylepnych dochodziło do groźnych pożarów. Najczęściej
stosuje się obecnie kleje samoprzylepne w postaci klejów topliwych lub emulsyjnych
(dyspersyjnych). Częściej są to kleje dyspersyjne.
Kleje samoprzylepne są nakładane zwykle stosowanymi sposobami powlekania. W
zależności od chłonności podłoża i przeznaczenia (tj. stanu równości powierzchni, na którą
naklejany jest materiał samoprzylepny) gramatura nakładanego kleju wynosi od kilku do
nawet 30 g/m2.
Kleje samoprzylepne mają zwykle skomplikowany skład chemiczny. Obecnie
najczęściej do ich produkcji stosowane są poliakrylany i kauczuki (w przeważającej
większości syntetyczne). Z dwóch wymienionych powyżej związków wielkocząsteczkowych
produkowane są następujące kleje:
dyspersyjne na bazie wody (poliakrylany, kauczuki syntetyczne),
15
rozpuszczalnikowe (kauczuk naturalny, poliakrylany)'5,
topliwe (hot melts - na bazie kauczuków syntetycznych),
sieciowane promieniowaniem UV (UV cross – linkable acrylic - specjalny
rodzaj poliakrylanów).
Nie wszyscy producenci materiałów samoprzylepnych mają w swej ofercie
wszystkie wymienione kleje. Rodzaje klejów z punktu widzenia ich budowy chemicznej oraz
sposób ich aplikacji na spodnią stronę materiału wierzchniego (przeznaczonego do
zadrukowywania) stanowią dla użytkownika tylko dane informacyjne, gdyż tak naprawdę
interesują go dwa zagadnienia: jak zachowuje się materiał samoprzylepny naklejony na daną
powierzchnię i przeznaczenie materiału samoprzylepnego z danym typem kleju, czyli tzw.
końcowe zastosowanie materiału. Oba problemy można rozwiązać przez stosowanie
kombinacji różnych klejów samoprzylepnych.
Ze względu na swe właściwości ogół klejów stosowanych w materiałach
samoprzylepnych można podzielić na dwie grupy:
kleje trwałe (ang. permanent adhesives),
kleje usuwalne (ang. removabte adhesives).
Kleje trwałe mają dużą przylepność (adhezję) do powierzchni, na którą są naklejane,
tak że po naklejeniu etykiety nie można jej oderwać bez jej zniszczenia.
W ramach klejów trwałych niektórzy producenci wyróżniają jeszcze:
kleje półtrwate (ang. semi-permanent),
kleje supertrwale (ang. supertack).
Kleje półtrwate zachowują się w jednych warunkach jak trwale, w innych zaś jak
usuwalne, np. klej trwały wodousuwalny (ang. water removable) jest trwały bez działania
wody i usuwalny przez działanie wody.
Kleje supertrwale to kleje trwale o znacznie zwiększonej przylepności. Są one
stosowane najczęściej w niskich temperaturach do głębokiego mrożenia
Do grupy klejów trwałych zaliczane są:
kleje supertrwale,
kleje do stosowania w niskich temperaturach (ang. deep freeze),
kleje do etykiet na produkty żywnościowe (ang. food grade),
kleje półtrwate.
Kleje usuwalne mają znacznie niższą adhezję do powierzchni, na którą są
przyklejane i w związku z tym można je oderwać od danej powierzchni i ponownie na nią
przykleić. Niestety nie dotyczy to wszystkich podłoży: gdy podłoże ma matą spoistość
powierzchni (np. papier niepowlekany), wtedy klej usuwalny zachowuje się tak jak klej
trwały.
Do grupy klejów usuwalnych zaliczane są także kleje zmywalne wodą (ang. water
wash off). Są to kleje rozpuszczalne (zmywalne) w wodzie mającej najczęściej odczyn
zasadowy.
Ostatnio zostały wprowadzone dwie nowe grupy klejów:
kleje specjalne (ang. specialities),
kleje utwardzane promieniowaniem UV (ang. UV hot melts).
16
Kleje specjalne mają konkretne specyficzne zastosowanie, zaś kleje utwardzane
promieniowaniem UV - specyficzny sposób nanoszenia i utrwalania na spodniej stronie
materiału wierzchniego.
Typowe kleje trwale, usuwalne i półtrwale nazywane są klejami ogólnego
przeznaczenia. Kleje nie mają zwykle nazw i oznaczane są najczęściej symbolami. Kleje
ogólnego przeznaczenia są stosowane do aplikacji na najprostszych gładkich i suchych
powierzchniach bez ekstremalnych warunków otoczenia.
Wymagania i zalecenia odnośnie do końcowego użytkownika, a prawdę mówiąc
wymagania dotyczące specyficznych powierzchni, na które naklejany jest dany materiał
(etykieta) samoprzylepny, zostaną przedstawione w jednym z dalszych rozdziałów.
Zazwyczaj kleje kauczukowe są bardziej mrozoodporne niż poliakrylowe. Kleje
kauczukowe bardziej niż kleje poliakrylowe brudzą noże przy krojeniu materiałów
samoprzylepnych.
Kleje mogą być nanoszone na całą powierzchnię materiału samoprzylepnego
(etykiety) lub wybiórczo w postaci pasków o różnej szerokości.
Materiały spodnie materiałów samoprzylepnych
Spodnią część materiałów samoprzylepnych stanowi najczęściej papier o
właściwościach abhezyjnych. Jest to papier powleczony warstwą silikonu. Warstwa ta ma
właściwości antyadhezyjne (abhezyjne), które zabezpieczają warstwę kleju samoprzylepnego
przed samoistnym przylepieniem, a jednocześnie umożliwiają łatwe oddzielenie silikonowego
papieru od warstwy kleju dając możliwość łatwego przyklejenia (aplikacji) materiału
samoprzylepnego na danej powierzchni, innymi słowy właściwości abhezyjne, czyli
antyadhezyjne to nic innego jak właściwości przeciwprzylepne.
Jak już wspomniano na wstępie tego rozdziału, materiały samoprzylepne
produkowane są w dwóch postaciach: jako materiały arkuszowe i zwojowe. Materiały
arkuszowe (głownie papierowe, tj. z wierzchem z papieru) wymagają stabilizującej przekładki
abhezyjnej, czyli papieru silikonowego o stosunkowo dużej gramaturze. Samoprzylepne
materiały zwojowe (w tym także papiery) wymagają papieru silikonowego o niższej
gramaturze, gdyż stabilizacja wymiarowa wstęgi jest również uzależniona od naciągu wstęgi.
W związku z powyższym stosowane są różne papiery silikonowe (o różnej gramaturze) do
materiałów arkuszowych i zwojowych.
Sita sczepienia (adhezji) warstwy spodniej z klejem samoprzylepnym musi być
odpowiednia. Nie może być zbyt mała, gdyż warstwa spodnia mogłaby samorzutnie odpaść.
Nie może być zbyt duża, gdyż wtedy trudno byłoby oddzielić część wierzchnią od spodniej.
Składem powłoki silikonowej można regulować siłę jej sczepienia z warstwą kleju
samoprzylepnego. Jest to zagadnienie ważne szczególnie w przypadku automatycznego
etykietowania. Sita sczepienia musi być optymalna dla danej szybkości maszyny
etykietującej.
Materiałem, z którego najczęściej wykonuje się spodnią część materiałów
samoprzylepnych, jest wyrób papierowy pokryty silikonem, czyli papier silikonowy. Papier
silikonowy spełnia ważną funkcję, jako nośnik części wierzchniej, która jest najczęściej
cienka i mało sztywna. W związku z tym musi on mieć odpowiednią sztywność i
17
wytrzymałość. Od papieru silikonowego przeznaczonego do materiałów arkuszowych
wymagana jest szczególnie wytrzymałość na przedarcie, zaś dla materiałów zwojowych wytrzymałość na rozciąganie. Stosowane są do tego celu różne rodzaje papierów
celulozowych (bezdrzewnych), różniące się sposobem wykończenia, gramaturą, składem itp.
Pewne rozwiązania zostały opatentowane przez producentów materiałów samoprzylepnych i
w związku z tym różni producenci stosują nieco różniące się papiery silikonowe do tych
samych celów. Papier podłożowy do silikonowania jest kupowany u czołowych producentów
papieru. Producenci materiałów samoprzylepnych sami we własnym zakresie powlekają
silikonem papiery.
Jako spodnia warstwa arkuszowych materiałów samoprzylepnych stosowane są
głównie różnego rodzaju papiery siarczanowe o różnym stopniu przetworzenia, tak
maszynowo gładzone, jak i powlekane. Dolny zakres gramatur papierów silikonowych do
arkuszowych materiałów samoprzylepnych jest wyższy niż papierów silikonowych
przeznaczonych do zwojowych materiałów samoprzylepnych i wynosi najczęściej od 80 g/m2
wzwyż - na ogól do 140 g/m2; w tym także papiery samokopiujące CFB (ang. Coated Front
& Back) i CF (ang. Coated Front).
Do materiałów samoprzylepnych zwojowych stosowane są najczęściej poniżej
podane materiały spodnie.
Do papierów samoprzylepnych zwojowych stosowane są głównie satynowane
papiery pergaminowe (ang. glassine paper) i papiery siarczanowe (ang. kraft paper)
powleczone warstwą silikonu oraz papier pergaminowy pokryty jednostronnie powloką
polipropylenową i papier siarczanowy dwustronnie powlekany polietylenem.
Satynowane papiery pergaminowe stosowane do silikonowania mają najczęściej
gramaturę od 60 g/m2 do 97 g/m2. Papiery pergaminowe są transparentne, co umożliwia
sterowanie procesem etykietowania przez urządzenia sterowane fotokomórkami. Satynowane
papiery pergaminowe występują w kilku barwach: miodowej (żółtej), białej, niebieskiej,
kremowej itp.
Papiery siarczanowe przeznaczone do zwojowych materiałów samoprzylepnych,
stosowane do silikonowania mają najczęściej gramaturę od 37 g/m2 do 137 g/m2. Papiery
siarczanowe mają w zależności od zastosowania różne wykończenie powierzchni. Mogą być
białe maszynowo gładzone bądź jedno- lub dwustronnie powlekane (mieszankami
pigmentowymi albo polietylenem). Sposób wykończenia powierzchni papierów do
silikonowania jest zależny od specyficznego zastosowania materiału samoprzylepnego. Mogą
być także stosowane papiery dwustronnie silikonowane. Oczywiście w takim przypadku nie
będzie to materiał samoprzylepny trójwarstwowy - będzie się składał z większej liczby
warstw.
Powleczone tworzywami sztucznymi satynowane papiery pergaminowe i
siarczanowe są stosowane głównie, jako warstwa spodnia samoprzylepnych folii; konkurują
one ze spodnimi warstwami z folii z tworzyw sztucznych. Konkurencja ta związana jest z
szybkością automatycznego etykietowania. Przy dużych szybkościach w przypadku
samoprzylepnych materiałów foliowych spodnią ich część stanowią przezroczyste folie
poliestrowe lub polipropylenowe.
Najczęściej stosowane są folie poliestrowe z poliftereftalanu etylenu) tzw. PET. Są to
na ogól folie o grubości 30-36 µm, czyli o gramaturze 42-52 g/m2. Jako spodnia warstwa
18
materiałów samoprzylepnych stosowana jest także folia z orientowanego polipropylenu OPP
50 µm, tj. o gramaturze ok. 45 g/m2. Folie stosowane w charakterze przekładki
antyadhezyjnej powlekane są silikonem.
W charakterze spodnich warstw materiałów samoprzylepnych stosowane bywają
także papiery pergaminowe satynowane powlekane polipropylenem.
Materiały samoprzylepne formatowe, tj. w formacie A4 papiery samoprzylepne
przeznaczone do prac biurowych (drukarki ink-jet, drukarki laserowe oraz wykrawane
etykiety na tym formacie) i rolki kasowe mają jako dolną część materiałów samoprzylepnych
najczęściej papiery siarczanowe o gramaturze pośredniej pomiędzy papierami silikonowymi
przeznaczonymi do materiałów samoprzylepnych arkuszowych i zwojowych.
Przedstawiony opis nie wyczerpuje zagadnienia. Jest wiele Innych specyficznych
papierów silikonowych, przeznaczonych wyłącznie do jednego konkretnego zastosowania.
Strona spodnia (niepowleczona) papieru silikonowego może być zadrukowywana
prostymi rysunkami, gdy jest nie powlekana i/lub rysunkami wielobarwnymi, gdy jest
powlekana.
W celu ułatwienia oddzielania spodniej warstwy materiału samoprzylepnego od
wierzchniej, warstwa spodnia jest w niektórych przypadkach nacinana (przekrawana) lub
wypalana laserem. Zarówno metody, jak i kierunki oraz odstępy pomiędzy nacięciami są
obiektem zastrzeżeń patentowych poszczególnych firm produkujących materiały
samoprzylepne.
Standardowe nacinanie warstwy spodniej jest wykonywane w zależności od firmy co
31, 32, 35, 38,... 50 mm itp. równolegle, prostopadle lub ukośnie (pod kątem 45°) do kierunku
wytwarzania. Nie oznacza to bynajmniej, że przy stosunkowo dużym zamówieniu nie można
zamówić sobie innych odstępów - zwykle nie mniejszych niż 25 mm. Nacięcia standardowe
spełniają swą funkcję tylko przy małych użytkach (przy etykietach o małych formatach). Przy
dużych formatach etykiet musimy sami wykonać nacięcia strony spodniej, aby łatwiej było
oddzielić użytkową część wierzchnią od spodniej.
Budowa materiałów samoprzylepnych o specjalnym przeznaczeniu
Nie wszystkie materiały samoprzylepne mają klasyczną trójwarstwową budowę:
warstwa wierzchnia - klej samoprzylepny - papier (folia) antyadhezyjny. Do pewnych
specjalnych celów stosowane są materiały o innej budowie; najczęściej produkowane zostaną
wymienione poniżej.
Bardzo często jednak zastosowanie etykiety o innej budowie jest spowodowane
przez niewielkie rozmiary opakowania, na które ma być naniesiona dana etykieta. Najczęściej
nie ma z tym większych problemów, ale zdarzają się przypadki, że etykieta musi zawierać
taką ilość informacji, jaka nie ma szans zmieścić się na małej etykiecie - w tym celu powstały
etykiety wielowarstwowe, typu broszurowe i etykiety plus.
W tej formie etykiety spełniają dwie funkcje. Pierwsza z nich to identyfikacyjna, a
druga - w przypadku rozwinięcia kolejnych warstw - informacyjna. Bardzo ważne dla tych
etykiet jest też to, że nawet po rozwinięciu informacja wciąż pozostaje z produktem, którego
dotyczy. Taki sposób drukowania daje możliwość zwiększenia powierzchni informacyjnej
etykiety nawet do dwudziestu lub trzydziestu razy.
19
Materiały wielowarstwowe typu sandwich to dwie etykiety jedna na drugiej tak jak
w przypadku kanapki (rys. 11) - wariant tylko w wersji papierowej. Budowa od góry jest
następująca: pierwszą etykietę stanowi dowolny papier pokryty klejem samoprzylepnym,
druga etykieta wykonana jest z papieru silikonowego i pokryta klejem samoprzylepnym,
ostatnia warstwa to papier silikonowy. Papiery w zależności od zastosowania mają różne
powłoki funkcyjne - najczęściej są to materiały samokopiujące wieloarkuszowe z warstwami
CFB i CF.
Rysunek 11 Budowa materiału samoprzylepnego typu sandwich
1 – pierwsza etykieta
2 – druga etykieta
3 – materiał spodni
A – papier wierzchni
B – warstwa kleju
C – papier silikonowy
D – warstwa kleju
Bardziej skomplikowany sandwich to trzy etykiety papierowe z klejem
samoprzylepnym i papier silikonowy zabezpieczający: pierwsza etykieta z warstwą CB, druga
pokryta z wierzchu żywicą silikonową i warstwami CFB, trzecia etykieta pokryta z wierzchu
warstwą żywicy silikonowej i warstwą CF.
Jeszcze bardziej wyrafinowaną „kanapką” są materiały samoprzylepne służące do
wykonywania samoprzylepnych tatuaży. Od góry materiał (od czytelnej strony rysunku) do
wykonywania tatuaży składa się z następujących warstw:
folia z OPP,
powłoka dzieląca (primer),
druk (rysunek tatuażu),
klej transferowy (nałożony na papier silikonowy),
papier silikonowy (spodnia część materiału samoprzylepnego).
Materiały wielowarstwowe z papierem silikonowym w środku. Tego typu materiał
(rys. 12) zbudowany jest w ten sposób, że dwie powierzchnie przeznaczone do
zadrukowywania powleczone klejem samoprzylepnym połączone są poprzez dwustronnie
powlekany żywicą silikonową papier adhezyjny. Tego rodzaju konstrukcja określana jest w
języku angielskim jako stereo construction.
Na podobnej zasadzie zbudowany jest materiał wielowarstwowy z dwustronnie
powleczonym klejem materiałem podłożowym; klej z obu stron zabezpieczony jest papierem
silikonowym.
20
Rysunek 12 Budowa wielowarstwowego
silikonowym w środku:
1 – pierwsza etykieta,
2 – druga etykieta,
A – warstwa wierzchnia etykiety 1,
B – warstwa kleju etykiety 1,
C – papier silikonowy,
D – warstwa kleju etykiety 2,
E – wierzchnia warstwa etykiety 2
materiału
samoprzylepnego
z
papierem
Materiały wielowarstwowe z papierem dwustronnie pokrytym klejem
samoprzylepnym. Budowa tego typu materiału jest następująca: dwustronnie powlekany
klejem samoprzylepnym papier zabezpieczony jest dwoma papierami silikonowymi (rys. 13).
Angielskie określenie tej konstrukcji to doubleface mounting construction.
Rysunek 13 Budowa materiału wielowarstwowego dwustronnie pokrytego klejem
samoprzylepnym
1 – etykieta dwustronnie pokrywa klejem samoprzylepnym
A – papier silikonowy
B – klej samoprzylepny
C – klej samoprzylepny
D – papier silikonowy
Pewną odmianą powyżej opisanego materiału jest materiał samoprzylepny służący
do zabezpieczania przed otwieraniem różnych produktów, głównie papierowych, w tym
najczęściej kopert. Jest on zbudowany w następujący sposób: od góry papier silikonowy,
warstwa kleju samoprzylepnego, którym pokryty jest barwny papier, spód papieru pokryty
jest także klejem. Przy próbie rozłączenia materiału sklejonego za pomocą dwustronnie
21
samoprzylepnego materiału zostaje zerwana warstwa barwna i ukazuje się napis opened,
który wskazuje, że dane zamknięcie było już otwierane. Tego rodzaju materiał samoprzylepny
produkowany jest tylko w zwoju - brak przekładki adhezyjnej jest kompensowany
wierzchnim papierem samoprzylepnym.
Opisany układ materiału samoprzylepnego jest aplikowany bez poligraficznego
wykończenia.
Booklet, czyli etykieta broszurowa zwana także książeczkową. Możliwe jest
zastosowanie samoprzylepnych broszur nawet 64-stronicowych, częściej stosowane są 24stronicowe. Do zadrukowania i wykonania etykiet broszurowych potrzebne są specjalne
maszyny. Stosowanie etykiet broszurowych umożliwia zamieszczanie dużego opisu do
opakowań o małych gabarytach. Strony broszur są połamane do (najczęściej) formatu etykiety
i zamknięte specjalnie wykrojonym samoprzylepnym papierowym „zamkiem”. Zamek ten to
samoprzylepny pasek będący częścią broszury i odpowiadająca mu powierzchnia brzegu
naklejonej etykiety samoprzylepnej, powleczona silikonem.
Etykieta - Plus, czyli 1 +1 =3. Jest to układ jednej etykiety samoprzylepnej
zadrukowanej i naklejonej na opakowanie z doklejonym grzbietowo arkusikiem papieru,
który jest dwustronnie zadrukowany - całość zamknięta miejscowo przez umieszczenie
wybiórczo na brzegu jednej etykiety kleju samoprzylepnego, a na drugiej żywicy silikonowej.
Duoface, czyli dwie etykiety połączone ze sobą bez papieru silikonowego. Jest to
układ dwóch materiałów wierzchnich (najczęściej w formacie A4), powleczonych
przemiennie miejscowo pasmami kleju i silikonu. Powierzchnia pokryta klejem odpowiada na
drugim materiale powierzchni pokrytej silikonem. Innymi stówy w tym układzie brak papieru
czy też folii przekładkowej, mamy tylko dwie samoprzylepne powierzchnie użytkowe
połączone ze sobą (rys. 14).
Rysunek 14 Budowa materiału samoprzylepnego składającego się z dwóch arkuszy papieru
połączonych ze sobą bez papieru silikonowego (do obustronnego zadrukowania)
Magazynowanie i przygotowanie materiałów samoprzylepnych do drukowania i/lub
przetwarzania
Bardzo ważnym zagadnieniem związanym ze stosowaniem i przechowywaniem
materiałów samoprzylepnych są warunki ich magazynowania. Materiały samoprzylepne
powinny być magazynowane w opakowaniach fabrycznych. Najlepsze efekty uzyskuje się
magazynując je w regałach. W przypadku materiałów arkuszowych zaleca się
22
przechowywanie na palecie stosu arkuszy lub pudełek z ryzowanym materiałem do
maksymalnej wysokości 50 cm.
Rysunek 15 Maksymalna dopuszczalna wysokość stosu
samoprzylepnych podczas magazynowania.
arkuszowych
materiałów
Zwoje powinny być magazynowane ułożone na płasko czołem zwoju na paletach lub
bez palet pojedynczo albo w postaci słupków zwojów w pozycji pionowej, jedno czoło zwoju
na drugim. W przypadku zwojów o dużej masie pakowany jest tylko jeden zwój.
Materiały samoprzylepne w wilgocioszczelnych opakowaniach fabrycznych można
przechowywać w magazynach przystosowanych do przechowywania papieru. Pomieszczenia
magazynowe powinny być suche, przewiewne bez ubocznych zapachów, które mogłyby
zostać przejęte przez materiały samoprzylepne. Temperatura powietrza powinna być wyższa
niż 4°C, wilgotność powietrza około 60% wilgotności względnej. Materiały samoprzylepne
po przechowywaniu w takim magazynie muszą zawsze przed drukowaniem i przetwarzaniem
być poddane klimatyzacji do warunków panujących w hali produkcyjnej. Czas
klimatyzowania może wynosić nawet kilka dób. Producenci materiałów samoprzylepnych
zalecają przechowywać je w ogrzewanych i nawilżanych magazynach. W przypadku, gdy
magazyn jest ogrzewany i nawilżany, materiały samoprzylepne powinny być przechowywane
w pomieszczeniach o temperaturze 18-20°C i wilgotności względnej powietrza 5-55%, z dala
od źródeł ciepła i bez ekspozycji słonecznej. Czas magazynowania gwarantowany przez
producenta (przy zachowaniu warunków magazynowania, tj. temperatury 18-20°C i
wilgotności 50-55%) jest zależny od rodzaju materiału samoprzylepnego, w tym i od
zastosowanego kleju. Dla poszczególnych rodzajów materiałów samoprzylepnych producent
podaje gwarantowany czas magazynowy, czyli magazynowania. Czas magazynowania to
okres, w którym materiał samoprzylepny ma takie same stałe właściwości jak w chwili
produkcji. Do niedawna o czasie magazynowym decydował tylko rodzaj kleju; obecnie, gdy
część materiałów zaopatrzona jest w papiery lub folie z powłokami funkcyjnymi (CB, CFB,
CF, z powłokami do termodruku itp.), to użyteczność tych powłok plus nowe rodzaje klejów
narzucają czas magazynowy danego produktu. W starszej literaturze dotyczącej materiałów
samoprzylepnych można spotkać czas magazynowy (tj. od czasu wyprodukowania do użycia)
co najmniej cztery lata dla klejów trwałych i dwa lata dla klejów usuwalnych. Obecnie są
produkowane także materiały samoprzylepne, które mają tylko jeden rok czasu
magazynowego. Jest więc rzeczą niezmiernie ważną wiedza o czasie magazynowym danego
23
materiału samoprzylepnego. Po przekroczeniu czasu magazynowego materiał samoprzylepny
może nie spełniać już swych funkcji użytkowych.
Rysunek 16 Magazynowanie zwojów materiałów samoprzylepnych
Producenci materiałów samoprzylepnych często podają inne niż opisane powyżej
warunki magazynowania poszczególnych produktów.
Przed rozpoczęciem procesu drukowania lub/i procesów przetwórczych czy też
krojenia na format (jednym słowem przed rozpakowaniem fabrycznego opakowania) materiał
samoprzylepny musi zostać sklimatyzowany do warunków panujących w hali produkcyjnej.
Odpowiednia klimatyzacja jest bardzo ważna dla materiałów samoprzylepnych wykonanych z
papieru lub z udziałem papieru, niemniej jest stosowana także do materiałów
samoprzylepnych wykonanych z innych niż papier materiałów. Pod pojęciem klimatyzacji
należy rozumieć proces zrównania temperatury i wilgotności względnej stosu lub zwoju
materiału samoprzylepnego z temperaturą i wilgotnością panującymi w hali produkcyjnej. Są
oczywiście przyrządy, dzięki stosowaniu których można mierzyć temperaturę i wilgotność
wewnątrz stosu lub zwoju. Pozwala to na precyzyjne dobranie czasu klimatyzacji. Niestety,
większość drukarń i zakładów przetwarzających materiały samoprzylepne nie posiada tego
typu przyrządów. W związku z tym należy stosować procedury podane poniżej, w których
czas klimatyzacji został dobrany doświadczalnie. Najogólniej mówiąc czas ten zależy od
różnic temperatur i wilgotności względnej pomiędzy halą produkcyjną a stosem lub zwojem
materiału samoprzylepnego oraz od ich objętości.
Współcześnie większość materiałów samoprzylepnych pakowana jest w
wilgocioszczelne opakowania, które mają najczęściej następujące parametry: 50-55%
wilgotności względnej przy temperaturze 21 °C. W tym przypadku z reguły wystarczy
klimatyzowanie przez 24 godziny w pomieszczeniu o wilgotności względnej 50-55%. W
ciągu tych 24 godzin nastąpi zrównanie temperatur stosu lub zwoju z temperaturą
pomieszczenia. Jeśli w pomieszczeniu produkcyjnym temperatura wynosi 19-21°C, przy
wilgotności względnej powietrza 55-60%, to można od razu przystąpić do drukowania lub
przetwarzania (np. krojenia). Jeżeli zakres temperatur i wilgotności pomieszczenia
produkcyjnego jest inny, to należy postępować zgodnie z podaną poniżej procedurą.
Paletę lub zwój należy przez co najmniej 24 godziny przetrzymywać w opakowaniu
fabrycznym w hali maszyn; w tym czasie nastąpi zrównanie temperatur. Po tym czasie należy
usunąć opakowania fabryczne. Arkusze należy ułożyć na palecie, przekładając je co 5 cm
drewnianym deklem, kładąc dekiel również na wierzchu stosu. Taki stos należy klimatyzować
co najmniej przez 24 godziny w hali produkcyjnej. Po tym czasie stos materiału
24
samoprzylepnego powinien być w równowadze z otaczającym go powietrzem hali
produkcyjnej. W związku z tym można przystępować do procesów drukowania lub/i
przetwarzania. Zwój także się rozpakowuje i klimatyzuje na płasko na palecie przez co
najmniej 24 godziny, obracając go po 12 godzinach na drugą stronę. Ogólnie mówiąc zwój
jest mniej podatny na wpływ wilgotności niż materiał arkuszowy. Materiał samoprzylepny
ryzowany można próbować zadrukować po zrównaniu temperatury, stosując niewielkie jego
ilości. W przypadku występowania jakichkolwiek zakłóceń procesu należy postępować
zgodnie z opisaną powyżej procedurą.
Z powyższego materiału wynika, że w przypadku przetwarzania (drukowania)
wyłącznie lub w większości materiałów samoprzylepnych, w celu uniknięcia kłopotów z
warunkami otoczenia i magazynowania powinno się mieć klimatyzowaną halę maszyn
(drukarnię) i klimatyzowany magazyn surowców (choćby tylko przejściowy).
Bardzo ostre wymagania stawiane są materiałom samoprzylepnym (głównie
papierowym lub z udziałem papieru) występującym w formatach A4. Nie dość, że muszą one
spełniać wszelkie warunki magazynowania, które odbywa się na paletach w postaci stosu
pudełek, to jeszcze w czasie użytkowania podlegają konieczności wilgocioszczelnego
pakowania pozostałych niezużytych (niezadrukowanych) arkuszy. Od materiałów
samoprzylepnych stosowanych do preprintu wymaga się w chwili elektrofotograficznej
personalizacji wilgotności bezwzględnej 4-6%. Ten wymóg powoduje konieczność
pakowania międzyoperacyjnego: po zadrukowaniu offsetem, a przed elektrofotografią. W
przypadku używania formatów A4 do innych technik drukowania (drukarka laserowa, ink-jet,
termodrukarka) zaleca się po przyniesieniu pudełek (ryz) z magazynu ich sklimatyzowanie w
opakowaniu fabrycznym w pomieszczeniu, w którym następuje proces drukowania, przez 24
lub 48 godzin w zależności od występujących różnic temperatur pomiędzy magazynem a
pomieszczeniem, w którym będzie się odbywał proces drukowania.
Materiały samoprzylepne występują w dwóch postaciach: jako materiały arkuszowe i
zwojowe. Materiały arkuszowe są bardzo często przycinane w drukami lub zakładzie
przetwórczym do określonego formatu, zaś materiały zwojowe są stosowane w zasadzie jako
cięte fabrycznie lub u ich dystrybutora, sporadycznie są cięte w drukarniach.
Krojenie materiałów arkuszowych jest obwarowane pewnymi ogólnymi zasadami.
Zasady te dotyczą zarówno czystych niezadrukowanych arkuszy, jak i tych już
zadrukowanych. Arkusze materiału samoprzylepnego należy kroić (o ile inaczej nie zaleca
tego producent) czystym, ostrym nożem o kącie zaostrzenia 17°. Ciąć należy małe stosy,
maksymalnie 125 arkuszy. Lepiej jest kroić stos od odwrotnej strony, czyli od przekładki
antyadhezyjnej. Nóż należy spryskiwać specjalnym aerozolem silikonowym, aby klej nie
przyczepiał się do noża. Krojenie należy wykonywać przy minimalnym nacisku belki
dociskowej.
25
Rysunek 17 Schemat krojenia arkuszowych materiałów samoprzylepnych.
Wszyscy producenci materiałów samoprzylepnych zalecana stosowanie ostrych
noży, ale podają różną wielkość kąta zaostrzenia noża; przykładowo 17° zaleca firma Samuel
Jones & Co. Ltd.25, zaś 21° firma Jackstadt GmbH.
Specyficzne właściwości materiałów samoprzylepnych, jako układu wielowarstwowego
Materiały samoprzylepne będące specyficznym układem wielowarstwowym
podlegają specjalnym badaniom całego układu lub części układu bez przekładki
antyadhezyjnej po aplikacji na dane podłoże. Stosowane metody są metodami specyficznymi
stosowanymi tylko do badania materiałów samoprzylepnych. Wartości niektórych
parametrów podawane są w warunkach technicznych materiałów samoprzylepnych. Materiały
wierzchnie i spodnie są oczywiście także badane, ale do określania ich właściwości stosowane
są znormalizowane procedury EN, ISO lub PN. Kleje natomiast w postaci nałożonej na
materiał wierzchni badane są tymi samymi specyficznymi metodami, co cały układ
stanowiący materiał samoprzylepny.
Organizacją firmującą i zalecającą stosowanie tych specyficznych metod
badawczych jest FINAT. FINAT to międzynarodowa organizacja zrzeszająca producentów
związanych z wytwarzaniem i użytkowaniem etykiet samoprzylepnych. Nazwa tej
organizacji, czyli FINAT jest skrótem utworzonym od francuskiej nazwy Federation
Internationale des Fabricants et Transformateurs d'Adhesifs et Thermocollants sur Autres
Supports.
Obecnie metodyk badawczych zalecanych przez FINAT jest 24. W związku z
postępem panującym w dziedzinie materiałów samoprzylepnych liczba zalecanych metodyk
badawczych z roku na rok wzrasta. Metodyki te określane są literami FTM i cyframi od 1 do
24. Litery FTM są skrótem angielskiego określenia „FINAT Test Method”, co znaczy
„metoda badania FINAT".
Najczęściej odbiorcy materiałów samoprzylepnych uzyskują w postaci danych
technicznych badania wykonane wg: FTM 1-4, FTM 8-9 i FTM 13-14. Pozostałe badane
parametry są na tyle specjalistyczne, że nie są podawane w danych technicznych
przeznaczonych dla klientów.
26
Poniżej podano nazwy polskie i angielskie 24 obecnie stosowanych metodyk
badawczych zalecanych przez FINAT.
FTM 1 - Przylepność przy odrywaniu (180°) z prędkością 300 mm na minutę. / Peel adhesion
180 degrees at 300 mm per minutę.
FTM 2 - Przylepność przy odrywaniu (90°) z prędkością 300 mm na minutę. / Peel adhesion
90 degrees at 300 mm per minutę.
FTM 3 - Siła oddzierania przy małej szybkości. / Low speed release lorce.
FTM 4 - Siła oddzierania przy dużej szybkości. / High speed release force.
FTM 5 - Odporność na działanie wysokich temperatur. / Resistance to elevated temperatures.
FTM 6 - Odporność na promieniowanie ultrafioletowe. / Resistance to ultra violet light.
FTM 7 - Masa powłoki silikonowej. / Silicone Coat Weight
FTM 8 - Wytrzymałość na ścinanie od standardowej powierzchni. / fte-sistance to shear from
a standard surface.
FTM 9 - Pomiar przylepności. / «Loop» tack measurement.
FTM 10 - Jakość podłoża pokrytego silikonem do laminatów samoprzylepnych: siła
oddzierająca. / Quality of silicone coated substrates for self - adhesive laminates: release
force.
FTM 11 - Jakość podłoża pokrytego silikonem do laminatów samoprzylepnych: adhezja
wtórna. / Quality of silicone coated substrates for self- adhesive laminates: subsequent
adhesion.
FTM 12 - Masa powłoki kleju. / Adheshre coat weight.
FTM 13 - Przylepność w niskiej temperaturze. / Low temperaturę ad¬hesion.
FTM 14 - Stabilność wymiarowa. / Dimensional stability.
FTM 15 - Napięcie powierzchniowe folii z tworzywa sztucznego. / Surface tension of plastic
film.
FTM 16 - Odporność chemiczna - metoda kroplowa (plamkowa). / Chemical resistance Spotmethod.
FTM 17 - Odporność chemiczna - metoda zanurzeniowa. / Chemical resistance - Immersion
method.
FTM 18 - Ścinanie dynamiczne. / Dynamie Shear
FTM 19 - Kompatybilność recyclingu etykiet samoprzylepnych. / Recyc¬ling compatibility
of self - adheswe labels.
FTM 20 - Fluorescencja i białość CIE. / Fluorescence and whiteness.
FTM 21 - Adhezja farby drukarskiej (podstawowa). / Ink adhesion - basie.
FTM 22 - Adhezja farby drukarskiej (zaawansowana). / Ink adhesion -advanced.
FTM 23 - Nacinanie matrycowe. / Die strike.
FTM 24 - Przylepność etykiet do powierzchni cylindrycznych o małej średnicy. / Mandrel
hołd.
Poniżej zostaną scharakteryzowane najczęściej przywoływane w danych
technicznych metody badawcze.
Badanie oznaczone jako FTM 1 „Przylepność przy odrywaniu (180°) z prędkością
300 mm na minutę” polega na zbadaniu siły oddzierania próbki materiału samoprzylepnego o
szerokości 25 mm pod kątem 180o od szklanej płytki po 20 minutach i 24 godzinach od
27
naklejenia. Zasadę pomiaru przedstawia rys. 20. Wynik podawany jest w N/25 mm lub w
N/m. Siła sczepienia, przywierania do powierzchni, na którą naklejamy dany materiał
samoprzylepny, początkowo jest mała i zwiększa się z upływem czasu. Z tego powodu
badania tych sił wykonuje się:
bezpośrednio po naklejeniu lub w jak najkrótszym czasie od naklejenia,
po 20 minutach,
po 24 godzinach.
Przyjmuje się, że po 24 godzinach uzyskuje się już maksymalną siłę sczepienia.
Rysunek 18 Schemat badania FTM 1, Próbka (2) jest oddzierana od płytki (1) pod kątem 180°
Badanie FTM 2 „Przylepność przy odrywaniu (90°) z prędkością 300 mm na
minutę” polega na zbadaniu siły oddzierania próbki materiału samoprzylepnego o szerokości
25 mm pod kątem 90°. Zasadę pomiaru ilustruje rys. 21.
Rysunek 19 Schemat badania FTM 2. Próbka (2) oddzierana jest od płytki (1) pod kątem 90o.
Badania FTM 3 „Sita oddzierania przy małej szybkości” i FTM 4 „Sita oddzierania
przy dużej szybkości” polegają na zbadaniu sity oddzierania materiału samoprzylepnego od
części spodniej - papieru silikonowego. Badanie FTM 3 wykonywane jest przy prędkości
oddzierania 300 mm/min, zaś FTM 4 od 10 do 300 m/min. Siła oddzierania zależy od
prędkości, dlatego też ważniejszym wskaźnikiem jest siła przy dużych prędkościach, takich
jakie występują w automatycznych etykieciarkach.
Badanie FTM 8 „Wytrzymałość na ścinanie od standardowej powierzchni: jako
powierzchnię standardową przyjęto płytkę szklaną, na którą nakleja się pasek materiału
samoprzylepnego o szerokości 25 mm i długości 175 mm, na długości 25 mm. Po 5-10
minutach koniec paska obciąża się masą 1 kg. Mierzy się czas, po którym obciążona próbka
odpadnie od płytki. Im dłuższy czas, tym większa jest wytrzymałość materiału
samoprzylepnego na ścinanie. Zasada wykonania pomiaru została przedstawiona na rys. 20.
28
Rysunek 20 Schemat badania FTM 8. A – widok z przodu, B – widok z boku: 1 – płytka
szklana, 2 – badana próbka.
Badanie FTM 9 „Pomiar przylepności”: badanie siły sczepienia bezpośrednio po
naklejeniu materiału samoprzylepnego jest przeprowadzane zgodnie ze schematem
przedstawionym na rys. 21. Siła sczepienia określa przylepność materiału samoprzylepnego
do płytki szklanej. Badanie przylepności prowadzone jest na maszynie wytrzymałościowej
określającej siłę oddzierania badanej próbki od płytki szklanej. Badana próbka materiału
samoprzylepnego o szerokości 25 mm jest umieszczona w maszynie wytrzymałościowej
tworząc pętlę. Maszyna z dużą prędkością styka pętlę z płytką szklaną o szerokości 25 mm.
Natychmiast po zetknięciu próbki z płytką szklaną o powierzchni 25 x 25 mm następuje
podniesienie pętli i oddzieranie próbki od płytki szklanej. W wyniku badania zostaje
oznaczona siła w N/25 mm. Duża przylepność jest wymagana szczególnie w przypadku
etykiet naklejanych w supermarketach i taśm samoprzylepnych łączących zamknięcia pudeł.
Rysunek 21 Schemat badania FTM 9. A – próbka (2) uformowana w pętlę zbliża się do płytki
szklanej (1). B – po zetknięciu próbki (2) z płytką (1) następuje oddzieranie płytki od pętli.
Badanie FTM 13 „Przylepność w niskiej temperaturze”: badanie polega na
oznaczeniu przylepności materiału samoprzylepnego do płytek wykonanych z różnych
materiałów (poliester, szkło, stal, folia aluminiowa, PE- LD, PE - HD i orientowany
polipropylen). Oznaczenie wykonywane jest w temperaturze poniżej 5°C. Przyjęte są dwa
29
zakresy temperatur: 4°C (chłód) i - 25°C (głębokie mrożenie). Próbki materiału
samoprzylepnego o wymiarach 25 mm x 15 mm po naklejeniu na badane powierzchnie w
określony znormalizowany sposób są od nich odrywane. Przylepność jest określana wizualnie
dla każdej z dwóch temperatur. Oznaczenie to jest bardzo istotne dla materiałów
samoprzylepnych używanych do etykietowania opakowań przeznaczonych do
przechowywania w chłodniach oraz do głębokiego mrożenia.
Badanie FTM 14 „Stabilność wymiarowa” dotyczy materiałów samoprzylepnych o
wierzchniej warstwie z folii syntetycznych takich jak PVC, PE, PP, PET itp. Wierzchni
foliowy materiał samoprzylepny naklejany jest w warunkach standardowych na płytkę
aluminiową o wymiarach 150 mm x 150 mm i grubości 2 mm. Płytka aluminiowa z naklejoną
folią jest klimatyzowana przez 72 godziny w 23°C i wilgotności względnej 50%, następnie
przez 48 godzin przetrzymywana jest w suszarce w temperaturze 70°C, a po tym czasie
schładzana przez 10-15 minut do temperatury 23°C. W każdych warunkach mierzona jest
długość próbki, z pomiarów długości wylicza się skurcz lub wydłużenie. Parametr ten jest
szczególnie ważny dla folii samoprzylepnych umieszczanych na zewnątrz - mowa tutaj
głównie o foliach ploterowych i foliach przeznaczonych do zadrukowywania
wykorzystywanych w reklamie zewnętrznej.
Aplikacja etykiet i materiałów samoprzylepnych
Po wykrojeniu na ploterze lub po wydrukowaniu i wykrojeniu następuje aplikacja,
czyli zastosowanie związane w tym wypadku z naklejeniem danego materiału
samoprzylepnego lub danej etykiety na konkretne podłoże (substrat).
W przypadku naklejania folii ploterowych z wyciętymi elementami lub z nadrukiem
na tych foliach, a także przy stosowaniu folii samoprzylepnych przeznaczonych do oklejania
dużych obiektów lub naklejania na nich folii samoprzylepnych o dużym formacie stosowane
są dwie różne metody ich aplikacji:
naklejanie na sucho,
naklejanie na mokro.
Przed naklejaniem folii należy gruntownie wyczyścić spirytusem podłoże i wytrzeć
je do sucha ścierką. Pozostałe resztki rozpuszczalnika lub świeżo polakierowana
powierzchnia podłoża mogą doprowadzić do powstawania pęcherzy gazowych pomiędzy
folią a podłożem. Z tego też względu powierzchnie lakierowane lakierami suszonymi
powietrznie lub piecowo nie powinny być oklejane przez okres trzech tygodni od ich
nałożenia.
Nie zaleca się innych środków czyszczących niż spirytus, ponieważ mogą one
uszkodzić lakier lub obniżyć siłę przyczepności folii. Odnośnie do materiałów, które są
skłonne do wydzielania gazów, jak np. produkty zawierające poliwęglan, zaleca się: okleić
podłoże po jego wyczyszczeniu kawałkiem folii i przechowywać je przez 24 godziny w
temperaturze +60°C. Jeśli po upływie tego czasu nie powstaną pęcherze na oklejonej
powierzchni, oznacza to, że tworzywo sztuczne wydziela jeszcze gazy. Należy wówczas
poddać tworzywo sztuczne obróbce cieplnej lub przechowywać przez dłuższy czas w
warunkach pokojowych.
30
Do czyszczenia powierzchni lakierowanych i plandek samochodowych należy
stosować głównie spirytus. Czas oddziaływania rozpuszczalnika, szczególnie na plandece,
powinien być jak najkrótszy, aby rozpuszczalnik nie dostał się pod powłokę plandeki. Po
zakończeniu czyszczenia należy przez dłuższy czas wietrzyć podłoże na świeżym powietrzu.
Folie ploterowe powinny być naklejane w temperaturach powyżej +8°C. W ciągu 24
godzin po naklejeniu należy zwrócić uwagę na to, aby temperatura nie została znacznie
obniżona. Jeśli jednak doszło do znacznego obniżenia temperatury, zaleca się na koniec
suszenie gorącym powietrzem z suszarki.
Wykrój folii ploterowej należy położyć stroną foliową w dół na płaskie podłoże i
ściągnąć tylko tyle papieru silikonowego, ile w danym momencie chcemy przykleić. Zawsze
należy odrywać papier silikonowy od folii, nigdy na odwrót.
Wracając do metod klejenia, to przy klejeniu na sucho przykłada się wykrój folii do
podłoża, przyciska się go na jednym z rogów oraz dociska za pomocą plastikowego rakla
następującymi po sobie ruchami. Od wielkości klejonego wykroju zależy, czy papier
silikonowy może zostać całkowicie oderwany przed jego naklejeniem, czy też musi być
odrywany po kawałku w trakcie klejenia. W przypadku stosowania papieru lub folii
montażowej należy ją ściągać powoli pod kątem 180°. W klejeniu na mokro (zalecanym w
zasadzie tylko dla folii PVC), które powinno przebiegać w ciepłej porze roku w temperaturze
od +18°C (lub powyżej + 15oC), otwarta strona z klejem zostaje spryskana odprężoną wodą
(tj. wodą z dodatkiem płynu do naczyń) i przyłożona do oklejanego podłoża. W tej fazie dużą
zaletą jest, że wykrój foliowy można doskonale pozycjonować na podłożu. Folię należy
docisnąć następującymi po sobie wygładzającymi ruchami, przy czym trzeba zwrócić uwagę
na to, aby woda znajdująca się pomiędzy podłożem a klejem została całkowicie wyciśnięta.
Do klejenia na mokro zaleca się stosowanie papierów montażowych.
W celu zabezpieczenia się przed uzyskaniem różnych odcieni barw folie kolorowe
powinny być obrabiane i naklejane w jednym kierunku. W miejscach, gdzie na oklejanym
podłożu nachodzi na siebie blacha lub gdzie występują spoiny pionowe należy przeciąć folię
ostrym nożem, aby nie oderwała się od poruszającego się podłoża.
Powierzchnia pojazdów może mieć różne profile. Te powierzchnie muszą być
oklejane wedle danego profilu; nigdy nie wolno przykładać folii do podłoża i wciskać jej na
siłę w szczeliny. Jeśli naklejone folie zachodzą na siebie, należy zwrócić uwagę na to, aby ich
krawędzie zachodziły na siebie co najmniej 4 mm oraz nie więcej niż 12 mm. Przy nakleianiu
folii na folię należy koniecznie przestrzegać tego, aby folie naklejane jedna na drugą
pochodziły od tego samego producenta i były tego samego typu.
Przy oklejaniu całkowitym lub częściowym szyb izolacyjnych może wystąpić
uszkodzenie folii spowodowane naprężeniami termicznymi.
Usuwanie naklejonych folii z klejem trwałym może nastąpić tylko wtedy, gdy
temperatura podłoża i otoczenia wynosi co najmniej + 20°C. Folia powinna zostać odklęjona
ostrożnie na jednym z rogów za pomocą noża oraz powoli oderwana pod kątem 180°.
Ogrzanie folii gorącym powietrzem z suszarki znacznie ułatwia odrywanie. Przy odrywaniu
bardzo starych folii mogą pozostać na podłożu w pojedynczych miejscach resztki kleju.
Zazwyczaj można je łatwo usunąć rozpuszczalnikiem do lakieru.
Aplikacja etykiet samoprzylepnych jest bardziej różnorodna. Naklejanie etykiet
samoprzylepnych jest prowadzone zarówno maszynowo, jak i ręcznie. Co prawda
31
powierzchnia etykiety samoprzylepnej jest zazwyczaj znacznie mniejsza od powierzchni folii
ploterowej, ale występuje znaczne zróżnicowanie podłoży do etykietowania i warunków, w
jakich etykiety samoprzylepne muszą „pracować”.
Mimo tej dużej różnorodności jest kilka podstawowych zasad, które powinny być
stosowane przy naklejaniu etykiet samoprzylepnych. Przede wszystkim etykieta przeznaczona
do naklejania musi być poprawnie wykonana, tj. poprawnie wydrukowana, poprawnie
wykrojona i zaopatrzona w Mej, który jest konieczny do jej przyklejenia na danym podłożu.
Etykieta musi być naklejana w optymalnej dla danego kleju i podłoża temperaturze.
Do aplikacji nadają się tylko odpowiednio przygotowane powierzchnie.
Powierzchnia, na którą naklejana jest etykieta, musi być czysta, sucha (są wyjątki) oraz wolna
od tłuszczów, olejów, środków antyadhezyjnych, silikonu i innych zanieczyszczeń.
Uwagi dotyczące przygotowania i oczyszczenia powierzchni oraz naklejania etykiet
na powierzchnie lakierowane są identyczne z podanymi dla folii ploterowych.
Nie zaleca się naklejania na mokro etykiet zawierających kleje dyspersyjne, gdy
kleimy na przezroczystym podłożu i nie życzymy sobie, aby klej przyjmował barwę białą.
Przy naklejaniu, a co za tym idzie i przy drukowaniu etykiet samoprzylepnych
papierowych przeznaczonych do naklejania na powierzchnie walcowate należy przestrzegać
odpowiedniego kierunku ułożenia włókien w wierzchnim papierze. Kierunek ten musi być
równoległy do osi walca, w przeciwnym przypadku etykieta samoprzylepna w krótkim czasie
po naklejeniu odklei się samoczynnie i odpadnie.
Na rys. 22 przedstawiono zastosowanie etykiet papierowych samoprzylepnych o
nieprawidłowym i prawidłowym kierunku ułożenia włókien. Rys. 23 przedstawia różne
rozmieszczenie we wstędze podczas drukowania etykiet papierowych, przeznaczonych do
naklejania na powierzchnie o kształcie walca.
Rysunek 22 Kierunek ułożenia włókien w samoprzylepnych etykietach papierowych przy
naklejaniu na powierzchnie walcowe: A – kierunek nieprawidłowy, B – kierunek prawidłowy.
Nie jest to odosobniony przypadek „spadania etykiet samoprzylepnych", ale jeden z
natychmiastowych. Do podłoży, z których po pewnym, ale stosunkowo długim czasie spadają
etykiety samoprzylepne, choć ich aplikacja przebiegała zgodnie ze sztuką, należą podłoża
typu: PE, PR PS - w tym kształtki, powierzchnie zakrzywione i powierzchnie bardzo gładkie.
32
Rysunek 23 Różne rozmieszczenie etykiet papierowych przeznaczonych do naklejania na
powierzchnie walcowe we wstędze podczas drukowania: A – nieprawidłowe, B –
prawidłowe.
Do krytycznych powierzchni należą butelki i pojemniki o powierzchni walcowatej i
średnicy mniejszej niż 30-40 mm. W takim wypadku należy kleić etykiety na co najmniej 10
mm zakładkę. Mowa tutaj o standardowych etykietach papierowych, a nie specjalnie
wykonanych dla potrzeb przemysłu farmaceutycznego i medycyny, gdzie istnieje możliwość
etykietowania bez zakładek powierzchni walcowych nawet o średnicy 15 mm.
33
Ćwiczenia:
1. Oznaczanie wilgotności kleju
Zasada metody polega na wagowym pomiarze ubytku masy kleju po wysuszeniu w
temperaturze 130±3°C.
Ćwiczenie opracowano na podstawie PN-A-74724-3:1998.
Materiał badawczy: klej skrobiowy lub dekstrynowy.
Odczynniki: chlorek wapnia lub żel krzemionkowy.
Sprzęt laboratoryjny: eksykator, naczyńka wagowe o średnicy co najmniej 80 mm, suszarka
laboratoryjna, waga analityczna.
Etapy postępowania:
1. Odważyć około 5 g badanego kleju do naczyńka wagowego wysuszonego do stałej
masy i zważonego z dokładnością do 0,001 g.
2. Naczyńko z odważką umieścić w suszarce ogrzanej do temperatury 130±3°C. Badane
próbki suszyć w tej temperaturze przez 1,5 godziny. W przypadku klejów pastowych
należy odważoną próbkę wstępnie suszyć przez 2 godziny w temperaturze 50°C.
3. Po wysuszeniu przenieść naczyńka do eksykatora i ostudzić. Następnie zważyć
naczyńka z dokładnością do 0,001 g.
4. Wilgotność kleju (X) obliczyć w procentach według wzoru:
X =
(m1 − m2 )
⋅ 100% ,
(m1 − m0 )
(1)
gdzie:
m0 - masa naczyńka wagowego, g,
m1 - masa naczyńka z odważką przed suszeniem, g,
m2 - masa naczyńka z odważką po wysuszeniu, g.
Jako wynik w sprawozdaniu należy podać średnią arytmetyczną wyników dwóch oznaczeń,
różniących się nie więcej niż o 0,2%.
34
2. Oznaczanie rozpuszczalności kleju i trwałości masy klejowej
Ćwiczenie opracowano na podstawie PN-A-74724-10:1998.
Materiał badawczy: klej skrobiowy lub dekstrynowy.
Sprzęt laboratoryjny: mieszadło mechaniczne, waga techniczna, zlewka o pojemności 250
cm3.
2.1.. Oznaczanie rozpuszczalności kleju
Zasada metody polega na zważeniu pozostałości po przesianiu badanego kleju przez sito.
Etapy postępowania:
1. Odważyć 10 g badanego kleju z dokładnością do 0,01 g.
2. Odważony klej wsypać do zlewki, zawierającej 80 cm3 wody destylowanej o
temperaturze pokojowej.
3. Powstającą mieszaninę mieszać za pomocą mieszadła mechanicznego lub bagietką
szklaną. Mieszanie prowadzić przez 15 minut i odstawić.
4. Po upływie 1 godziny ocenić stan roztworu. Badany produkt powinien rozpuścić się
całkowicie w zlewce, nie powinno być w nim żadnych grudek i zlepków.
2.2. Oznaczenie trwałości masy klejowej
Zasada metody polega na organoleptycznej ocenie roztworu kleju.
Ćwiczenie opracowano na podstawie PN-A-74724-10:1998.
Etapy postępowania:
1. Roztwór kleju, otrzymany jak dla oznaczenia rozpuszczalności kleju, zamknąć
szczelnie w słoiku szklanym i przechowywać w temperaturze pokojowej.
2. Po upływie 24 godzin ocenić stan masy klejowej. Sprawdzić cechy organoleptyczne:
czy nie nastąpiło rozwarstwienie, czy roztwór nie zaczął fermentować. W
przechowywanym roztworze nie powinny zachodzić żadne zmiany.
3. Oznaczanie lepkości metodą Englera
Zasada metody polega na porównaniu czasu wypływu roztworu badanego kleju z czasem
wypływu wody z lepkościomierza Englera.
Ćwiczenie opracowano na podstawie PN-A-74724-7:1998.
Materiał badawczy: klej skrobiowy lub dekstrynowy
35
Sprzęt laboratoryjny: znormalizowany lepkościomierz Englera (rys. X.B-2 w:
Towaroznawstwo artykułów przemysłowych, cz. I: Badanie jakości wyrobów), termometr
rtęciowy od 0 do 100°C, sito metalowe o bokach oczka 0,2 mm, sekundomierz, waga
techniczna, zlewka o pojemności 500 cm3.
Etapy postępowania:
1. Przed właściwym pomiarem lepkości należy przygotować roztwór kleju. W tym celu
należy zważyć zlewkę, z następnie odważyć 150 g badanego kleju z dokładnością do
0,01 g.
2. Klej przenieść do zlewki i dodać 150 cm3 wody destylowanej.
3. Wstawić zlewkę do łaźni wodnej i ogrzewać do temperatury 80°C. W czasie ogrzewania
zawartość zlewki stale mieszać.
4. Następnie roztwór ochłodzić do temperatury 20°C i uzupełnić wodą destylowaną do masy
300 g (z dokładnością do 0,01 g).
5. Przed każdym pomiarem lepkości naczynie i rurkę wypływową przyrządu przemyć
eterem i alkoholem.
6. Przygotowany roztwór kleju przelewa się przez sito do zbiornika lepkościomierza tak, aby
wskaźniki zbiornika były zanurzone i napełnia rurkę aparatu tak, aby zwisała z niej kropla
cieczy.
7. Pod wylot lepkościomierza podstawia się czystą i suchą kolbę kalibrowaną.
8. Następnie podnosi się zatyczkę i jednocześnie uruchamia sekundomierz. Mierzy się czas
wypływu 200 cm3 roztworu.
9. Pomiar powtarza się trzykrotnie. W trakcie pomiarów należy ściśle utrzymywać
temperaturę cieczy w łaźni na poziomie 20 ± 0,1oC.
10. Wyznaczenie stałej przyrządu K = t1 przeprowadza się w identyczny sposób jak pomiar
lepkości roztworu kleju, wykorzystując zamiast kleju wodę destylowaną.
11. Lepkość względną ηE w temperaturze 20oC oblicza się zgodnie ze wzorem:
ηE =
t0
,
t1
(2)
gdzie:
ηE - lepkość względna w stopniach Englera (oE),
t0 - czas wypływu roztworu klejowego, s,
t1 - czas wypływu wody destylowanej, s.
12.
W sprawozdaniu jako rezultat końcowy należy podać średnią arytmetyczną wyników
dwóch oznaczeń, różniących się nie więcej niż o 4%.
36
4. Oznaczanie wytrzymałości spoiny klejowej
Zasada metody polega na wyznaczeniu siły potrzebnej do rozerwania dwóch pasków
sklejonego papieru.
Ćwiczenie opracowano na podstawie PN-A-74724-8:1998.
Materiał badawczy: klej skrobiowy lub dekstrynowy
Sprzęt laboratoryjny: zrywarka, waga techniczna, termometr o zakresie do 100°C, zlewka 500
cm3, papier workowy o gramaturze 71 – 76 g/m2.
Etapy postępowania:
Przygotowanie roztworu klejowego
Klej suchy
1. Odważyć 10 g kleju z dokładnością do 0,01 g.
2. Odważkę kleju wsypać do zlewki, zawierającej 80 cm3 wody destylowanej. Całość
mieszać przez 15 minut, rozpoczynając od momentu wprowadzenia kleju do zlewki.
Otrzymany roztwór klejowy używać do wykonania spoiny po 1 godzinie.
Klej pastowy
1. Zważyć zlewkę.
2. Odważyć 50 g badanego kleju z dokładnością do 0,01 g.
3. Klej przenieść do zlewki i dodać 10 cm3 wody destylowanej.
4. Wstawić zlewkę do łaźni wodnej i ogrzewać do temperatury 60°C. W czasie
ogrzewania zawartość zlewki stale mieszać.
5. Następnie roztwór ochłodzić do temperatury 20°C i uzupełnić wodą destylowaną do
masy 60 g (z dokładnością do 0,1 g).
Wykonanie oznaczenia
1. Z papieru workowego wyciąć 2 prostokąty o wymiarach 75·120 mm.
2. Na jednym z prostokątów w odległości 20 mm narysować linię równoległą do
krótszego boku. Powstały w ten sposób prostokąt o wymiarach 75·20 mm
posmarować wcześniej przygotowanym roztworem badanego kleju.
3. Przyłożyć drugi prostokąt papieru (rys. 12.2) i docisnąć rękami. Powstałe złącze
pozostawić na 2 godziny.
4. Po upływie 2 godzin sklejone prostokąty pociąć równolegle do dłuższego boku na
paski o szerokości 15 mm.
37
Rys. 24. Sposób sklejenia dwóch prostokątów papieru do badania wytrzymałości spoiny
klejowej
Źródło: opracowanie własne
5. Wytrzymałość spoiny badać na maszynie wytrzymałościowej, stosując następujące
ustawienia: odległość między szczękami 150 mm, szybkość przesuwu szczęk 42
mm/min, zakres siły od 0 do 20 N.
6. Odrzucić największą i najmniejszą otrzymaną wartość wytrzymałości.
7. Jako wynik końcowy należy podać średnią z pozostałych trzech oznaczeń.
5. Oznaczanie wytrzymałości spoiny klejowej dla taśmy samoprzylepnej
Zasada metody polega na wyznaczeniu siły potrzebnej do oderwania pętli z taśmy pokrytej
klejem od gładkiego podłoża.
Ćwiczenie opracowano na podstawie PN-EN 1719:2001.
Materiał badawczy: taśma samoprzylepna.
Sprzęt laboratoryjny: zrywarka.
Etapy postępowania:
1. Wykonanie oznaczenia
2. Z taśmy samoprzylepnej wyciąć 2 prostokąty o wymiarach 25·250 mm.
3. Prostokąty uformować w pętle (podobnie jak na rys. 25) Warstwa pokryta klejem
powinna znajdować się na zewnętrznej stronie pętli. Górną krawędź pętli umocować
w aparacie.
4. Pod badaną próbką umieścić prostokątną płytkę szklaną.
5. Opuścić zamocowaną pętle w taki sposób aby powstała spoina o długości 25 mm
pomiędzy materiałem z którego jest wykonana pętla a płytką szklaną. Po upływie 30
sekund rozpocząć badanie wytrzymałości powstałej spoiny.
38
Rysunek 25 Sposób połączenia płytki szklanej z pętlą taśmy pokrytej klejem
Źródło: opracowanie własne
6. Wytrzymałość spoiny badać na maszynie wytrzymałościowej, stosując następujące
ustawienia: szybkość przesuwu szczęk 42 mm/min, zakres siły od 0 do 20 N.
7. Odrzucić największą i najmniejszą otrzymaną wartość wytrzymałości.
8. Jako wynik końcowy należy podać średnią z pozostałych trzech oznaczeń.
6. Oznaczanie czasu przyklejania i odklejania etykiet
Zasada metody polega na wyznaczeniu siły potrzebnej do rozerwania dwóch pasków
sklejonego papieru.
Ćwiczenie opracowano na podstawie PN-A-74724-9:1998.
Materiał badawczy: klej skrobiowy lub dekstrynowy.
Sprzęt laboratoryjny: waga techniczna, termometr o zakresie do 100°C, pędzel płaski, łaźnia
wodna, płytka szklana, zlewki o pojemności 250 i 1000 cm3, szczypce, etykiety z papieru
jednostronnie kredowanego o gramaturze 70 g/m2.
Odczynniki: 1,5% roztwór NaOH.
Etapy postępowania:
Przygotowanie roztworu klejowego
1. Odważyć 100 g kleju z dokładnością do 0,01 g.
2. Odważkę kleju wprowadzić do zlewki o pojemności 250 cm3 i do-dać 20 cm3 wody
destylowanej. Całość podgrzewać w łaźni wodnej do temperatury 70°C.
3. Po wyjęciu zlewki z łaźni wodnej roztwór ochłodzić do temperatury 20°C.
Oznaczenie czasu przyklejania etykiet
1. Etykietę pokryć warstwą badanego roztworu klejowego i szybko przycisnąć do czystej
i suchej płytki szklanej.
39
2. Po upływie 6 minut etykietę ręcznie oderwać. Jeżeli w trakcie rozrywania etykieta się
rozwarstwi, świadczy to o jej właściwym przyklejeniu.
3. Badanie powtórzyć trzykrotnie.
Oznaczenie czasu odklejania etykiet
1. Przykleić etykietę w sposób opisany w poprzednim oznaczeniu.
2. Po upływie 2 godzin zanurzyć płytkę szklaną z przyklejoną etykietą w 1,5% roztworze
NaOH, podgrzanym wcześniej do 55°C. Płytka powinna być zanurzona przez 6 minut
w pozycji poziomej.
3. Wyjąć płytkę z roztworu NaOH i postawić pionowo. Na płytce nie powinny pozostać
przyklejone etykiety .
W sprawozdaniu jako wynik należy podać, czy po przyklejeniu możliwe jest całkowite
usunięcie etykiety. Jeżeli nie, to należy opisać ślady pozostałe po etykietach na płytkach
szklanych.
40