1
Porównanie technologii
Przygotował: Cezary Roczniak
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
2
POCZĄTKI SPAWALNICTWA
spawanie łukiem elektrycznym
1880 – zastosowanie ciepła łuku
elektrycznego do łączenia płyt
ołowianych.
1981 – Rosjanin Nikołaj N. Benardos po
raz pierwszy zastosował łuk elektryczny i
elektrodę węglową do spawania stali.
1885 – dzięki pomocy inżyniera
Stanisława Olszewskiego wynalazek ten
został opatentowany w Wielkiej Brytanii,
a w roku 1887 w Stanach zjednoczonych.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
3
POCZĄTKI SPAWALNICTWA
spawanie łukiem elektrycznym
Początek XX wieku to intensywny
rozwój technik spawalniczych.
Pojawia się wiele nowych metod, co
znakomicie przedstawiało na swoich
łamach czasopismo Życie Techniczne
w 1934 roku.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
4
POCZĄTKI SPAWALNICTWA
spawanie łukiem elektrycznym
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
5
POCZĄTKI SPAWALNICTWA
spawanie wiązką elektronów
1958 – niemiecki fizyk Karl-Heinz
Steigerwald zbudował pierwsze
działające urządzenie potrafiące
wykorzystać strumień elektronów do
łączenia metali.
1963 – Pierwsze urządzenie do spawania
wiązką elektronów zostało
opatentowane w Stanach
zjednoczonych.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
6
POCZĄTKI SPAWALNICTWA
spawanie wiązką elektronów
Już pierwsze doświadczenia pokazały
ogromna przydatność tej technologii do
łączenia różnych materiałów.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
7
współczesne technologie spawalnicze
Nieustanny postęp techniczny i technologiczny sprawia, że dzisiejsze urządzenia
zarówno do spawania łukiem elektrycznym jak i wiązką elektronów są zupełnie
niepodobne do swoich przodków. Ale właśnie dlatego warto przyjrzeć się i
porównać możliwości tych dwóch metod spawania.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
8
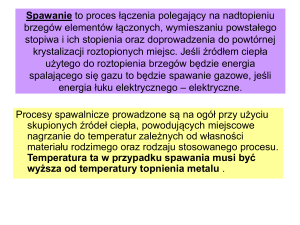
spawanie łukiem elektrycznym
metoda MIG/MAG
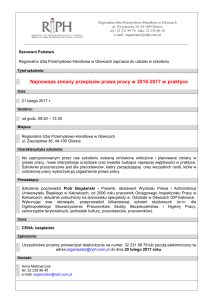
Spawanie MIG/MAG (ang. Metal Inert Gas / Metal Active Gas) polega na stapianiu
materiału spawanego i materiału elektrody topliwej ciepłem łuku elektrycznego
jarzącego się pomiędzy elektrodą topliwą i spawanym przedmiotem, w osłonie
gazu obojętnego lub aktywnego. Metal spoiny formowany jest z metalu
stapiającego się drutu elektrodowego i nadtopionych brzegów materiału
spawanego.
Spawanie MIG/MAG zastosowane więc może być do wykonania wysokiej jakości
połączeń wszystkich metali, które mogą być łączone za pomocą spawania
łukowego. Należą do nich stale węglowe i niskostopowe, stale odporne na korozję,
aluminium, miedź, nikiel i ich stopy.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
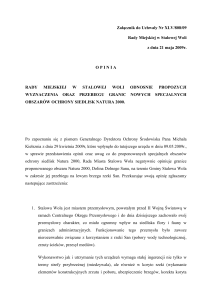
9
spawanie łukiem elektrycznym
metoda MIG/MAG
Schemat procesu
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
10
spawanie łukiem elektrycznym
metoda MIG/MAG
Podstawowe parametry procesu
•
•
•
•
•
•
•
•
Rodzaj i natężenie prądu(prędkość podawania drutu),
Napięcie łuku,
Prędkość spawania,
Rodzaj i natężenie przepływu gazu ochronnego,
Średnica drutu elektrodowego,
Długość wolnego wylotu elektrody,
Prędkość podawania drutu elektrodowego,
Pochylenie złącza lub elektrody.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
11
spawanie łukiem elektrycznym
metoda MIG/MAG
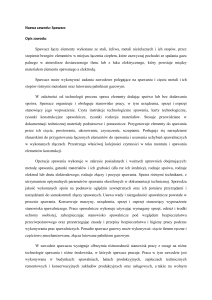
Przygotowanie do spawania
Elementy przeznaczone do spawania
muszą być w odpowiedni sposób
przygotowane. Miejsce spawania należy
oczyścić z brudu i zgorzeliny, ale przede
wszystkich, do większości połączeń
blachy należy zukosować lub wygiąć.
Wybrane sposoby przygotowanie materiału do
spawania:
a) cienkich blach o grubości do 2 mm,
b) blach o różnej grubości,
c) o grubości 4÷12 mm,
d) o grubości ponad 12 mm
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
12
spawanie łukiem elektrycznym
metoda MIG/MAG
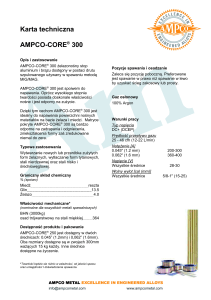
Wszystkie parametry mają istotny wpływ na
jakość spoiny, ale najważniejszym
czynnikiem decydującym o jej jakości jest
człowiek. To od jego umiejętności i
doświadczenia zależy to czy spoina zostanie
położona poprawnie, czy będzie spełniać
wymagania stawiane przez zleceniodawcę.
Fragment normy dotyczący wad spawalniczych.
Brak umiejętności poprawnego doboru
właściwych parametrów procesu w
zależności od rodzaju spawanego materiału
czy od rodzaju pozycji spawania może
spowodować, że pojawią się nieciągłości,
pęknięcia, podtopienia, przyklejenia, kratery
i dziesiątki innych wad, które zdyskwalifikują
wykonaną spoinę.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
13
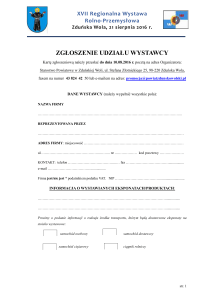
spawanie wiązką elektronów
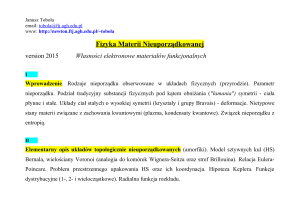
Spawanie wiązką elektronów polega na
wykorzystaniu energii kinetycznej wiązki
elektronów, która bombardując
powierzchnię spawaną zamienia się na
ciepło.
Schemat urządzenia do spawania wiązką elektronów
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
14
spawanie wiązką elektronów
Wygenerowana wewnątrz działa elektronowego wiązka uderza w
obrabiany przedmiot z prędkością bliską 30-70% prędkości światła,
zamieniając swoją energię kinetyczną na ciepło, które jest w stanie
rozgrzać materiał do temperatur bliskich 25 000°C. Otrzymane w
ten sposób skoncentrowane ciepło penetruje materiał na bardzo
dużej głębokości, umożliwiając tworzenie połączeń elementów o
znacznej grubości, osiągającej nawet 15 0 mm.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
15
spawanie wiązką elektronów
Ze względu na silne skupienie i wysoką
stabilność strumienia elektronów
całkowity nakład ciepła jest o wiele
niższy niż w innych technologiach
spawalniczych, co skutkuje bardzo
niewielką strefą wpływu ciepła w
materiale.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
16
spawanie wiązką elektronów
Wytworzenie spoiny następuje przez stopienie brzegów materiałów, eliminując
potrzebę zastosowania spoiwa, a zatem redukuje ilość wykorzystywanego w
produkcji materiału.
Zastosowanie źródła ciepła w postaci wiązki elektronów wiąże się z wysokim
skoncentrowaniem energii na małej powierzchni oraz z możliwością łatwego jej
sterowania i dozowania.
Wykorzystywany w EBW sposób skoncentrowania ciepła na powierzchni detalu
umożliwia otrzymanie spoin bardzo wąskich i głębokich.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
17
spawanie wiązką elektronów
Uzyskanie wąskiej spoiny, a więc małej ilości stopionego materiału, zmniejsza
zapotrzebowanie na niezbędne do tego procesu ciepło, a to z kolei zapewnia
mniejszy skurcz złącz spawanych i redukuje powstałe naprężenia spawalnicze,
nierzadko pozwalając uniknąć konieczności obróbki wykańczającej.
Powstające odkształcenia są nieznaczne, ponieważ obrabiany obszar ochładza się
błyskawicznie na skutek bardzo dużych różnic temperaturowych pomiędzy strefą
nagrzaną a pozostałą częścią materiału.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
18
spawanie wiązką elektronów
Spawanie elektronowe przeprowadza się przede
wszystkim w warunkach wysokiej próżni, aby umożliwić
swobodny ruch elektronów i w pełni wykorzystać ich
energię.
Zastosowanie tego typu warunków gwarantuje
uzyskanie całkowicie wolnej od zanieczyszczeń spoiny.
Na skutek redukcji cząsteczek tlenków znajdujących się
w obrabianym metalu w procesie spawania w komorze
próżniowej zachodzi pasywacja spoiny,
uniemożliwiająca jej dalsze utlenianie.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
19
spawanie wiązką elektronów
Zalety spawania wiązką elektronów pozwalają na szeroki zakres jej zastosowania
pod względem doboru spawanych materiałów.
Metoda umożliwia łączenie materiałów o wysokiej temperaturze topnienia, takich
jak molibden czy wolfram, metali aktywnych (jak tytan lub cyrkon), a także
znacznie różniących się od siebie właściwościami (kombinacje wolfram-miedź, CuNi, St37-CuZn lub CuBe).
W rezultacie stają się osiągalne połączenia, których produkcja w sposób
konwencjonalny byłaby nieopłacalna, niepraktyczna lub wręcz niemożliwa.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
20
spawanie wiązką elektronów
Spawanie wiązką elektronów wymaga aby łączone elementy były pozbawione
magnetyzmu szczątkowego. Dlatego też wszystkie detale przed spawaniem
muszą być rozmagnesowane do poziomu ±2,5 Gausa
Obecność magnetyzmu szczątkowego może zakłócić tor biegu elektronów (wiązka
nie będzie padać w oczekiwane miejsce).
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
21
spawanie wiązką elektronów
Spawanie elektronowe zapewnia dotarcie
do trudno dostępnych miejsc materiału i
nieporównywalnie większą prędkość
wykonania spoiny (do 100 mm/s).
Odpowiednio zautomatyzowany proces
EBW pozwala wykluczyć czynnik operatora
spawarki i osiągnąć w pełni powtarzalny
proces efektywnego spawania przy dużych
szybkościach.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
22
spawanie wiązką elektronów
Uzyskana spoina jest bardzo wąska,
czysta, błyszcząca i regularna.
Zastosowanie wiązki elektronów do
łączenia materiałów pozwala na
przeprowadzenie procesu zarówno przed
obróbką cieplną elementów, jak i po
ostatecznej obróbce.
Analizy materiałowe pozwalają
stwierdzić, że uzyskane spoiny mają
własności porównywalne do
otaczającego je materiału.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
23
spawanie wiązką elektronów
Mała ilość wydatkowanego ciepła bez
generowania odkształceń części spawanych i
utraty własności wytrzymałościowych sprawia,
że technologia znajduje szerokie zastosowanie
przy spawaniu kół zębatych przekładni
samochodowych, wałów korbowych, łopatek
kierowniczych i innych.
Dobrym przykładem zastosowania spawania
wiązką elektronów są przekładnie zębate, w
których wieńce kół zębatych poddaje się
uprzedniej obróbce cieplnej, a następnie łączy
się je z piastą lub bezpośrednio z wałkiem.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
24
spawanie wiązką elektronów
Oprócz motoryzacji spawanie wiązką elektronów znajduje szerokie zastosowanie w tak
wymagających dziedzinach jak kolejnictwo, lotnictwo, przemysł kosmiczny i atomowy.
Równie chętnie ta metoda łączenia jest wykorzystywana w urządzeniach i sprzęcie
medycznym, elektronice i elektrotechnice.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
25
porównanie technologii spawania
przygotowanie detali do spawania
wymagane oczyszczenie,
ukosowanie lub zaginanie
detale wymagają oczyszczenia,
odtłuszczenia, dokładnego
dopasowania i odmagnesowania
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
26
porównanie technologii spawania
personel
wymagane kosztowne szkolenia,
egzaminy, duże doświadczenie, duża
zależność jakości spoiny od
umiejętności spawacza
niewielka zależność, a niekiedy brak
zależności jakości spoiny od
umiejętności personelu
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
27
porównanie technologii spawania
jakość spoiny
duża możliwość zanieczyszczenia
spoiny, duża możliwość powstania
wad wewnętrznych, skład i struktura
spoiny jest wynikiem wymieszania
materiału rodzimego i spoiwa
możliwość przeprowadzania
wszelkiego rodzaju badań
niszczących i nieniszczących
brak możliwości zanieczyszczenia
spoiny, mała możliwość
powstawania wad wewnętrznych,
skład i struktura spoiny identyczna z
materiałem rodzimym
możliwość przeprowadzania
wszelkiego rodzaju badań
niszczących i nieniszczących,
niemniej pewne detale ze względu
na umiejscowienie spoiny mogą
wymagać specjalnych aplikacji
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
28
porównanie technologii spawania
naprężenia i odkształcenia
duża ilość doprowadzonego ciepła
powoduje powstawanie dużych
naprężeń wewnętrznych i
odkształceń, umiejętność układania
spoiny przez spawacza pozwala w
pewnym, niewielkim zakresie je
eliminować; bardzo często
wymagany jest zabieg odprężania
po spawaniu
mała ilość ciepła w ogromnym
stopniu ogranicza a nawet eliminuje
całkowicie powstawanie naprężeń i
odkształceń, nie wymaga
odprężania
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
29
porównanie technologii spawania
geometria spoiny
kształt spoiny zbliżony jest do litery
V ze stosunkowo dużą strefą wpływu
ciepła, głębokie spoiny wymagają
układania kilku, kilkunastu ściegów
kształt spoiny zbliżony do kształtu
szpilki z niewielką strefa wpływu
ciepła, możliwość uzyskiwania
przetopów nawet powyżej 150 mm
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
30
porównanie technologii spawania
łączone materiały
stale konstrukcyjne, stale
nierdzewne, niektóre stale stopowe,
staliwo, żeliwo,
aluminium, miedź,
praktycznie niemożliwe łączenie
materiałów o różnych
właściwościach
stale stopowe i niestopowe,
miedź i jej stopy,
aluminium i jego stopy,
złoto, srebro, platyna,
wolfram, tantal, molibden, niob,
tytan i jego stopy
wanad, beryl
możliwość spawania materiałów o
różnych własnościach
fizykochemicznych
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
31
porównanie technologii spawania
obszary zastosowań
budownictwo, przemysł metalowy,
przemysł maszynowy, energetyka,
przemysł spożywczy, transport, itp.
motoryzacja, kolejnictwo, przemysł
lotniczy, kosmiczny i atomowy,
elektronika, elektrotechnika, sprzęt
medyczny
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
32
porównanie technologii spawania
dodatkowe możliwości i ograniczenia
grawerowanie, frezowanie,
wiercenie, obróbka cieplna
napawanie
brak ograniczeń gabarytowych
wielkość spawanych elementów
ograniczona rozmiarem komory
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
33
zakończenie
Jak wynika z porównania, tradycyjne spawanie i spawanie wiązką elektronów nie
są metodami spawania, które mogą być dowolnie zastępowane. Każda z metod
ma swoją specyfikę, swoje wady i zalety, swoje obszary zastosowań i zapewne prze
wiele kolejnych lat każda z tych technologii będzie rozwijana i stosowana w swoich
obszarach.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
34
zakończenie
Niemniej zachęcam wszystkich aby nie unikali tematów związanych ze spawaniem
wiązką elektronów. Inkubator Technologiczny w Stalowej Woli dysponuje
urządzeniem do spawania wiązka elektronów podobnie jak i tradycyjnymi
urządzeniami do spawania.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57
34
35
zakończenie
Posiadamy także kompletne wyposażenie do przeprowadzania badań niszczących i
nieniszczących.
Dziękuję za uwagę.
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15 844 03 57